Introduction
Houston accounts for 41% of the nation's base petrochemical manufacturing capacity and 15.3% of U.S. refining output—2.8 million barrels per day across 694 chemical plants. That concentration of heavy industry comes with a persistent cost: equipment exposed to extreme wear, corrosion, and heat stress degrades without proper protection, and unplanned downtime in oil and gas refineries runs upward of $500,000 per hour, totaling $50 billion annually across industrial manufacturing.
Professional coating applicators address this directly. The right surface treatment extends equipment lifespan by years, prevents catastrophic failures, and cuts maintenance costs that would otherwise compound across every operating cycle. What follows covers the coating services available in Houston, which industries rely on them most, and what separates a qualified applicator from one that puts your critical equipment at risk.
The Role of Professional Coating Applicators in Houston's Industrial Landscape
A professional coating applicator applies protective surface treatments to industrial components—using engineered processes like boronizing, pack cementation, and chemical vapor deposition—to resist wear, corrosion, heat, and chemical exposure. These treatments extend equipment lifespan significantly, often multiplying service life by 3-6 times compared to uncoated parts.
Why Houston's Environment Demands Specialized Protection
Houston's industrial corridor presents particularly aggressive operating conditions:
- High humidity accelerates corrosion on exposed metal surfaces
- Chemical exposure from petrochemical processing causes aggressive material degradation
- Abrasive materials in drilling and mining operations wear down unprotected components rapidly
- High-temperature processes in refining exceed 1000°C, causing oxidation and sulfidation
These factors create an especially demanding environment where generic surface treatments fail quickly.
Professional Applicators vs. Generic Painters
Professional coating applicators differ fundamentally from painters or DIY treatments. While paint sits on the surface, professional coatings bond at molecular or metallurgical levels through processes like chemical vapor deposition and thermal diffusion. These create intermetallic compounds that integrate with the base metal, providing protection that cannot flake off or delaminate under stress.
The ROI of Professional Coatings
Research demonstrates that carbide coatings on pump impellers extend equipment life by six times, yielding $280,000 in operational savings per pump. The NACE IMPACT study estimates that 15-35% of the $2.5 trillion global cost of corrosion could be saved by using available corrosion control practices—representing billions in potential savings for Houston's industrial facilities.
Standards Compliance: Non-Negotiable for Regulated Industries
Professional applicators must adhere to recognized engineering standards:
- ASTM (American Society for Testing and Materials)
- ASME (American Society of Mechanical Engineers)
- SAE (Society of Automotive Engineers)
- API (American Petroleum Institute)
These standards ensure coatings meet industry-grade performance requirements. In oil refining, for example, API standards govern material compatibility and coating integrity for pressure-containing equipment—non-compliance can void certifications and halt operations.
Types of Industrial Coating Services Offered in Houston
Houston coating applicators offer four main categories of industrial coatings, each engineered for specific protection challenges:
Diffusion Coatings (Boronizing and Aluminizing)
Diffusion coatings deliver the strongest wear and corrosion protection available for extreme industrial environments. The process uses chemical vapor deposition (CVD) to form an intermetallic compound directly at the surface of the base metal, bonded into the substrate rather than sitting on top. This produces surface hardness up to RC75+ equivalency (1500 Knoop) — harder than tungsten carbide cutting tools.
Boronizing for Extreme Wear Resistance
- Creates iron boride layers (FeB and Fe2B) with surface hardness of 1450-2000 HV
- Ideal for drilling components, mining equipment, and high-abrasion manufacturing parts
- Maintains performance up to 1000°C operating temperatures
- VaporKote specializes in this process, formulating on-site powder mixes tailored to specific component requirements
Aluminizing for High-Temperature Corrosion Resistance
- Forms aluminide intermetallics (FeAl, NiAl) protecting against oxidation and sulfidation
- Operates effectively in 400-1400°C temperature ranges
- Well-suited for refinery equipment, heat exchangers, and boiler tubes
- Provides cost-effective service life extension in corrosive atmospheres
Thermal Spray and Ceramic Coatings
Where diffusion coatings bond into the base metal, thermal spray processes build up material on the surface — making them the go-to choice for component restoration and large-structure protection.
Thermal Spray Coatings
Thermal spray deposits molten or semi-molten materials onto surfaces, building up layered structures. Two methods dominate Houston applications:
- HVOF (High-Velocity Oxygen Fuel): Uses combustion to generate supersonic gas jets at approximately 700 m/s, producing dense, low-porosity coatings for restoring worn components and adding corrosion/wear protection to large structures
- Plasma Spray (APS): Uses electric arcs to create plasma temperatures above 6000°C, well-suited for high-melting-point ceramics
Ceramic Coatings
Ceramic coatings provide specialized protection for extreme conditions:
- Yttria-stabilized zirconia (YSZ) thermal barrier coatings resist heat up to 1200°C
- Electrically insulating properties make them critical for aerospace and specialized manufacturing
- Chemical inertness allows them to withstand aggressive process environments
- Limitation: Standard 7YSZ coatings suffer phase destabilization and delamination above 1200°C
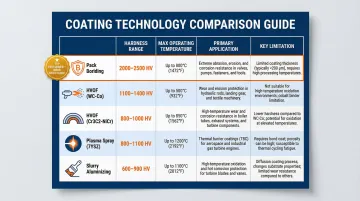
Performance Comparison Table:
| Coating Technology | Hardness Range | Max Operating Temp | Primary Application | Key Limitation |
|---|---|---|---|---|
| Pack Boriding | 1450-2000 HV | ~1000°C | Downhole tubing, severe wear | FeB phase brittleness |
| HVOF (WC-Co) | Varies | ~450°C | Slurry pump impellers | Co binder oxidation at high temps |
| HVOF (Cr3C2-NiCr) | Varies | ~900°C | High-temp refinery components | Lower absolute hardness than WC |
| Plasma Spray (7YSZ) | Varies (Porous) | ~1200°C | Gas turbine blades, aerospace | Phase destabilization >1200°C |
| Slurry Aluminizing | Substrate dependent | ~1400°C | Heat exchangers, boiler tubes | Coating depletion over time |
Industries That Rely on Coating Applicator Services in Houston
Houston's industrial base runs hard on its equipment — and in many of its core sectors, thermal diffusion coatings are what keep that equipment running. From oil fields to aerospace facilities, here's where coating services make the most difference:
Oil & Gas Drilling and Production
Coating Challenges:
- Extreme abrasion from sand and rock during drilling operations
- Corrosive downhole environments with hydrogen sulfide and chlorides
- High-pressure, high-temperature conditions exceeding 150°C
Common Coated Components:
- Drill bits and downhole tubing (boronizing)
- Pump wear rings and impellers (boronizing)
- Valve components and gate valves (diffusion coatings)
Pipeline corrosion climbed from 18% to over 25% of incidents by 2024, with internal corrosion responsible for roughly 60% of those failures. For Houston's upstream operators, that's a direct case for proactive coating protection on every wetted component.

Petrochemical Refining
Coating Challenges:
- High-temperature sulfur corrosion in refinery processes
- Thermal cycling causing fatigue cracking
- Aggressive chemical environments with acids and caustics
Common Coated Components:
- Heat exchanger tubing (aluminizing)
- Reactor screens and wire cloth (aluminizing)
- Refinery pump components (boronizing)
- Fasteners requiring anti-galling properties (aluminizing)
A 2016 gas plant incident involving a failed heat exchanger resulted in a six-month shutdown and a $7.1 million loss — a concrete illustration of what inadequate coating protection costs at scale.
Aerospace Manufacturing
Coating Challenges:
- Ultra-precise hardness tolerances required
- Extreme temperature gradients in turbine applications
- Stringent certification and traceability requirements
Common Coated Components:
- Gas turbine blades (thermal barrier coatings)
- High-temperature nozzles (boronizing)
- Engine components requiring wear resistance
NASA Johnson Space Center operates on a $5.43 billion budget, making Houston one of the country's most active aerospace hubs — and a steady source of demand for coatings that meet aerospace-grade certification standards.
Heat Exchanger Fabrication, Mining Equipment, and Heavy Industry
Additional Houston industries relying on coating services include:
- Heat exchanger manufacturers requiring aluminized tubing for corrosion resistance in high-temperature service
- Mining operations running boronized components through extreme abrasive wear cycles
- Pulp and paper facilities protecting equipment from continuous chemical exposure
- Heavy agriculture equipment needing wear protection on soil-contact parts
How to Choose the Right Professional Coating Applicator in Houston
Technical Capability and Process Range
Not all shops offer the same coating processes, and many lack equipment for large or complex components. Before committing, ask:
- Do you offer the specific coating process I need (boronizing, aluminizing, HVOF, plasma spray)?
- What base materials can you coat (steel, stainless, cobalt alloys, titanium)?
- Can you handle custom formulations for unique applications?
Component Size and Processing Capacity
Large industrial parts require appropriately sized furnaces and equipment. A pump impeller measuring 24 inches differs vastly from a 60-inch pressure vessel section.
Capacity Considerations:
- Small shops typically handle components up to 24-36 inches
- Mid-size facilities process parts up to 48 inches
- Larger applicators (such as VaporKote) process components up to 68 inches in diameter
Confirm capacity upfront. Shipping oversized components to a facility that can't process them means repackaging, re-routing, and project delays that compound quickly.
Standards Compliance and Certification
For regulated industries, standards compliance is non-negotiable. Verify the applicator:
- Adheres to relevant ASTM, ASME, SAE, and API standards
- Holds AMPP Quality Procedures (QP) accreditation where applicable
- Maintains NADCAP accreditation for aerospace components
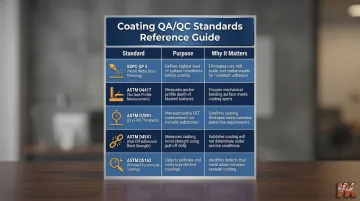
Critical QA/QC Standards:
| Standard | Purpose | Why It Matters |
|---|---|---|
| SSPC-SP 5 / NACE No. 1 | White metal blast cleaning | Ensures proper surface preparation for severe environments |
| ASTM D4417 | Surface profile measurement | Verifies anchor pattern meets specifications |
| ASTM D7091 | Dry film thickness measurement | Confirms coating meets thickness requirements |
| ASTM D4541 | Pull-off strength testing | Verifies mechanical bond strength |
| ASTM D5162 | Holiday (discontinuity) testing | Ensures zero pinholes in protective linings |
Metallurgical Analysis and Documentation
Reputable applicators provide documented verification that coatings meet specified hardness, thickness, and composition. Request the following before approving any job:
- Hardness test results (Rockwell, Vickers, or Knoop measurements)
- Coating thickness verification via cross-sectional analysis
- Composition analysis confirming proper diffusion depth
- Certificates of compliance referencing applicable standards
Experience, Track Record, and Custom Capabilities
Evaluate the applicator's history with these criteria:
- Providers with 30+ years of operation have proven quality through market downturns and evolving specifications
- Sector-specific experience matters — an applicator familiar with oil & gas or aerospace tolerances brings different value than a generalist shop
- On-site powder mix formulation (a capability VaporKote offers) allows coatings to be tuned precisely to your operating conditions
- Engineering consulting as part of the service helps identify the right process before work begins, not after rework
What to Expect from the Coating Application Process
The 5-Step Coating Process: From Intake to Delivery
Step 1: Component Assessment and Surface Preparation The applicator evaluates your component's material, geometry, and operating conditions. Surface preparation follows, typically including:
- Cleaning to remove oils, oxides, and contaminants
- Abrasive blasting to create proper surface profile
- Inspection to verify preparation meets standards
Step 2: Coating Selection and Formulation Based on your application requirements, the applicator recommends the optimal coating type. VaporKote formulates on-site powder mixes when standard options don't address specific challenges — ensuring the coating is tuned to your operating conditions.
Step 3: Application Process The coating process varies by type:
- Diffusion coatings: Components heat in sealed retorts at 700-1000°C for 1-12 hours, surrounded by powder mixtures containing the coating element
- Thermal spray: Molten materials are sprayed onto surfaces at high velocity
- CVD processes: Components are heated in atmospheres of volatile coating compounds
Step 4: Quality Inspection and Certification Post-coating inspection includes:
- Hardness testing to verify surface properties
- Thickness measurement via non-destructive methods
- Adhesion testing (pull-off strength)
- Metallurgical analysis and documentation
Step 5: Return of Coated Parts Components return with complete certification documentation specifying hardness, thickness, composition, and standards compliance.

Once you understand the process, lead time planning becomes the next critical variable.
Realistic Turnaround Times
Timelines vary by job complexity:
- Standard small components: 5-10 business days
- Large components: 3-4 weeks
- Custom formulations: 4-6 weeks
- Aerospace parts requiring NADCAP certification: 6-8 weeks
Ask upfront about lead times for your specific component type and volume. Professional applicators should provide clear project timelines, particularly for large or custom jobs.
Knowing your timeline also helps you plan for what arrives back — including the documentation and guidance that separates professional applicators from basic vendors.
Post-Coating Performance and Maintenance
Coated parts should come with full documentation and operational guidance:
- Hardness values, coating thickness, and expected service life in writing
- Recommended inspection intervals for visual and performance monitoring
- Operating parameters that protect the coating and extend its effectiveness
Well-matched diffusion coatings consistently deliver 3-6x service life extension over uncoated equivalents. At surface hardness levels reaching 1500 Knoop (RC75+ equivalency) — harder than tungsten carbide cutting tools — the protection is measurable, not just claimed.
Frequently Asked Questions
What does a professional coating applicator do?
A professional coating applicator applies engineered protective surface treatments to industrial components using processes like diffusion coating, thermal spray, or ceramic coating. These treatments extend equipment life and resist wear, corrosion, and heat through metallurgical bonding rather than surface-only protection.
What types of coatings are most commonly used in Houston's oil and gas industry?
Diffusion coatings (boronizing and aluminizing) and thermal spray coatings dominate oil and gas applications due to their extreme wear resistance and high-temperature corrosion protection. These coatings protect drilling components, refinery equipment, and pipeline infrastructure from Houston's harsh operating environments.
How do industrial coatings reduce maintenance costs for Houston facilities?
Protective coatings extend component service life by 3-6 times, reducing replacement frequency, unplanned downtime, and labor-intensive maintenance cycles. Facilities save hundreds of thousands of dollars annually by preventing premature equipment failures.
What engineering standards should a Houston coating applicator comply with?
Reputable industrial applicators should adhere to standards set by ASTM (testing and materials), ASME (mechanical engineering), SAE (automotive/aerospace), and API (petroleum industry). Written certification confirming the coating meets specified performance and composition requirements should accompany all coated parts.
Can very large industrial components be professionally coated?
Yes, specialized applicators have furnaces and processing equipment sized for large industrial parts. Component size capacity varies by provider—enterprise-grade facilities can process parts up to 68 inches in diameter. Confirm capacity upfront when sourcing coating services for oversized equipment.
How long does a professional industrial coating typically last?
Service life depends on coating type, base material, and operating environment. High-quality diffusion coatings can extend component life 3-6 times beyond uncoated equivalents, with boronized drilling components and aluminized heat exchanger tubes routinely achieving multi-year service extensions.
Choosing the right professional coating applicator in Houston protects your critical equipment investments and prevents costly downtime. Prioritize providers with proven technical capability, appropriate processing capacity, standards compliance, and comprehensive metallurgical certification. VaporKote has served Houston's oil and gas, petrochemical, and aerospace industries since 1987 with boronizing and aluminizing services built to ASTM, ASME, SAE, and API standards. Contact VaporKote at (714) 632-8607 or sales@vaporkote.com to discuss your specific coating requirements.