Introduction
Annealing and tempering rank among the most commonly specified heat treatments in industrial manufacturing. Both involve controlled heating and cooling of steel, but they produce fundamentally opposite outcomes. Annealing softens metal to prepare it for machining or forming; tempering toughens previously hardened steel to prevent brittle failure under load.
Choosing incorrectly carries real operational consequences. Components left too brittle can fracture catastrophically in oil drilling tools or mining equipment; components left too soft fail to hold dimensional tolerances, driving up maintenance costs and downtime.
The stakes are high enough that aerospace standard SAE AMS 2759/2 mandates tempering high-strength steels within 2 hours of quenching to prevent delayed hydrogen cracking.
This article covers definitions, key process differences, temperature and cooling rate distinctions, industry applications, and a practical framework for selecting the right treatment.
TL;DR
- Annealing heats metal above its recrystallization temperature and cools it slowly, maximizing softness and ductility for machining or cold working
- Tempering reheats hardened steel below its critical point, reducing brittleness while preserving useful hardness
- Annealing is a pre-processing treatment; tempering is a post-hardening treatment for components facing mechanical stress in service
- Neither process is inherently better; the right choice depends on the component's production stage and in-service demands
- Many high-performance components undergo both: annealed first for machining, then hardened and tempered for service
Annealing vs. Tempering: Quick Comparison
Purpose:
- Annealing: Soften metal, restore ductility, relieve residual stress, and improve machinability before further processing
- Tempering: Reduce brittleness in hardened steel while preserving sufficient hardness and strength for load-bearing performance
Temperature Range:
- Annealing: Typically 800°C to 900°C (1470°F to 1650°F) for carbon steels, about 50°C above the A3 temperature (ASM Metals Handbook, Vol. 4)
- Tempering: Performed below the critical point: 150°C to 700°C (300°F to 1290°F), with properties varying across this range
Cooling Method:
- Annealing: Slow, controlled cooling (furnace, sand, or ash burial) to maximize softness and grain refinement
- Tempering: Faster cooling in still air or a controlled atmosphere (air, vacuum, or inert gas)
Resulting Material Properties:
- Annealing: Increased ductility, lower hardness, improved machinability, and reduced internal stress
- Tempering: Increased toughness and impact resistance, reduced brittleness, hardness retained at a controlled level
When It Is Used in the Production Sequence:
- Annealing: Early-stage or intermediate treatment, applied before cold working, machining, or forming
- Tempering: Always a post-quench treatment, performed after hardening and before the part enters service
What is Annealing?
Annealing is a heat treatment process in which metal is heated to a specific temperature, held there for a controlled period, and then cooled very slowly. This slow cooling is what distinguishes annealing and drives its characteristic softening effect.
The Three Metallurgical Stages
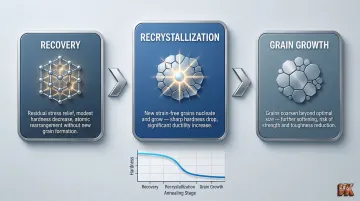
During annealing, steel undergoes three distinct metallurgical stages:
Recovery: Internal stresses relax as atomic mobility diminishes point defects and allows dislocations to move to lower-energy positions. This stage produces a modest decrease in hardness.
Recrystallization: New, strain-free, equiaxed grains nucleate and replace the deformed matrix. This substantially decreases dislocation density, resulting in a sharp drop in hardness and a significant increase in ductility. Recrystallization typically occurs between 1/3 and 1/2 of the absolute melting point—approximately 700°C for common steels.
Grain Growth: If held above the recrystallization temperature, newly formed strain-free grains continue to grow and coalesce. While this further softens the material, excessive grain growth reduces mechanical strength.
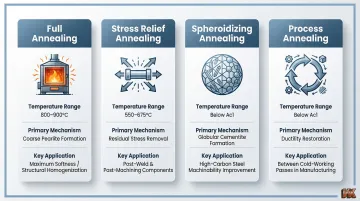
Main Types of Annealing
Full Annealing: Steel is heated 50°C (90°F) above the A3 temperature to achieve full austenitization, then furnace-cooled very slowly. This produces a coarse pearlite structure with maximum softness—used when complete softening and homogenization are required.
Stress Relief Annealing: Removes residual stress at lower temperatures without changing grain size. This treatment runs 10°C to 20°C below the Ac1 temperature, typically between 550°C and 675°C (1020°F to 1250°F) for unalloyed and low-alloy carbon steels.
Spheroidizing Annealing: Improves machinability of high-carbon steels. Prolonged heating just below the Ac1 temperature causes lamellar cementite to break apart and coalesce into rounded, globular spheroids embedded in a soft ferrite matrix.
Process/Intermediate Annealing: Used between cold-working passes to restore ductility and prevent cracking. This subcritical treatment is performed below the Ac1 temperature without inducing a phase transformation.
Operational Benefits
Annealing delivers tangible manufacturing advantages:
- Enables cold working without cracking risk by restoring ductility in work-hardened components
- Improves machinability to reduce tool wear—spheroidizing annealing of AISI 4140 steel yields up to a 40% increase in tool life
- Restores ductility after strain hardening from previous forming operations
- Restores electrical conductivity in copper and aluminum alloys after cold working
Use Cases of Annealing
Annealing fits into the production workflow primarily as a pre-processing step before cold drawing, stamping, deep forming, or precision machining—and as an intermediate step when multiple cold-working passes are needed.
Industries Where Annealing Is Most Frequently Specified:
- Steel wire and rod drawing: Cold drawing requires multiple anneal cycles to prevent delamination and wire breaks
- Automotive sheet metal forming: Enables deep drawing without cracking
- Precision machined components for oil and gas equipment
- Electrical copper conductors: Restores conductivity after cold working
- Structural steel fabrication: Prepares material for welding and forming
Performance Data:
In multi-pass cold drawing of steel wire, integrating subcritical process annealing between passes enables area reductions exceeding 40% without delamination or cracking. Spheroidizing annealing of the same steel grades also cuts cutting forces by up to 25%, compounding the tool life gains noted above.
What is Tempering?
Tempering is a heat treatment performed on previously hardened (quenched) steel that reheats the metal to a temperature below its critical point. Untempered, quenched steel is extremely hard but dangerously brittle and will fail under impact or cyclic loading — making tempering an essential follow-up for any hardened component that will see real service stress.
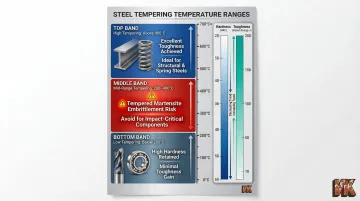
Three Main Types of Tempering by Temperature Range
Low-Temperature Tempering (Below 200°C / 392°F): Relieves quench stress and retains high hardness with only a slight reduction. Carbon precipitates into ε-carbon. Used for cutting tools and bearings where maximum hardness is critical.
Mid-Range Tempering (200°C - 400°C / 392°F - 752°F): Retained austenite transforms into lower bainite. However, tempering low-alloy steels between 260°C and 340°C (500°F - 644°F) causes Tempered Martensite Embrittlement (TME)—a severe drop in impact toughness and increase in brittleness. This range should be avoided for impact-loaded components.
High-Temperature Tempering (Above 400°C / 752°F): Produces excellent toughness and impact resistance at the expense of some hardness. The martensite becomes fully ferritic and cementite coarsens. Used for structural components, spring steels, and impact-resistant parts.
Visual Temper Colors
During low-temperature tempering in air, a thin oxide film forms on the steel surface, producing distinct colors:
- 221°C (430°F): Straw/Light Yellow
- 260°C (500°F): Red Brown/Brown
- 282°C (540°F): Purple/Violet
- 310°C (590°F): Light Blue
- 337°C (639°F): Grey-Blue/Dark Blue
While historically used by blacksmiths, temper colors are highly dependent on steel alloy composition, surface finish, and oxygen content. They are not dependable for modern industrial process control and should only be used as secondary visual indicators.
Key Process Controls
Strict Time Controls: Aerospace standard AMS 2759/2 mandates that high-strength steels must be tempered within 2 hours of quenching. If a delay is unavoidable, a "snap temper" at 204°C (400°F) for two hours is required to prevent delayed hydrogen cracking.
Hold Time Guidelines: The traditional "1 hour per inch" rule is superseded by modern standards. AMS 2759 requires a baseline 2-hour soak plus 1 hour per additional inch of thickness. However, using load thermocouples reduces the minimum required soak time to just 1 hour.
Multiple Tempers for Tool Steels: High-alloy tool steels retain austenite after quenching. Research shows that triple-tempering H13 steel at 538°C (1000°F) increases Charpy impact toughness by 25% compared to double-tempering, without a significant drop in hardness.
Operational Benefits and Use Cases
Tempering is applied immediately after quench hardening, before any component enters service. It delivers four core performance advantages:
- Prevents sudden brittle fracture in hardened parts under impact or cyclic loading
- Reduces stress cracking risk after hardening, especially in high-carbon steels
- Adjusts the hardness-to-toughness ratio for the specific service environment
- Extends fatigue life by improving ductility without excessive hardness loss
These advantages matter across a wide range of industries. Common tempered steel applications include:
- Construction and heavy structural engineering — beams, bolts, fasteners
- Industrial machinery — drive shafts, gears
- Automotive powertrains — transmission components, crankshafts
- Oil and gas drilling equipment — drill collars, tool joints
- Aerospace structural components — landing gear, structural fasteners
Performance Data:
Research on AISI 4340 steel demonstrates that tempering above 400°C (750°F) avoids Tempered Martensite Embrittlement, ensuring ductile fracture modes and high impact resistance in heavy machinery. Specimens tempered at 350°C (660°F) exhibited pronounced intergranular fracture and performed worse than specimens tempered at lower or higher temperatures.
Annealing vs. Tempering: Which Process is Right for Your Application?
The choice between annealing and tempering is rarely a direct either/or. In many production sequences, both treatments are used at different stages.
Selection Framework
Choose annealing when:
- The priority is workability, formability, or machinability before the component reaches its final form
- The component will undergo cold working, precision machining, or deep forming
- Ductility is the critical requirement
- The material has been work-hardened and needs ductility restoration
Choose tempering when:
- The priority is in-service toughness and crack resistance after hardening
- The component has been quench-hardened and will bear cyclic loads, impact forces, or operate in environments where brittle fracture would cause catastrophic failure
- Applications include oil drilling tools, mining equipment, or aerospace structural parts
Common Production Sequence Using Both
For high-performance tool and die steels, manufacturing follows this sequence:
- Soft Annealing: Raw bar stock is heated to 850°C (1560°F) and cooled slowly to achieve a soft, spheroidized structure (approx. 185-215 HB)
- Machining: The softened material is CNC machined to near-net shape
- Stress Relieving: The part is heated to 650°C (1200°F) to remove residual machining stresses
- Hardening: The component is heated to 1020°C-1030°C (1870°F-1885°F) and quenched to form martensite
- Multiple Tempering: Tempered two to three times at 538°C+ (1000°F+) to achieve final working hardness (44-52 HRC) and maximum toughness

This sequence is standard practice for high-performance tool steels, die steels, and precision engineering components.
Advanced Surface Protection for Demanding Environments
For components operating in high-wear or high-corrosion environments—petrochemical processing, mining, oil production—heat treatment alone often cannot protect surface integrity through the full service life. Diffusion coatings applied after final heat treatment add a layer of defense that heat treatment cannot.
Technologies like boronizing and aluminizing form an intermetallic compound at the metal surface, reaching 1500 Knoop hardness (RC75+ equivalency)—harder than tungsten carbide cutting tools. VaporKote applies these thermal diffusion processes to components that have already completed heat treatment, extending service life in conditions where conventionally treated parts wear out prematurely. For applications requiring both heat treatment sequencing and advanced surface protection, contact VaporKote to discuss a customized strategy.
Conclusion
Annealing and tempering are complementary tools, each solving a distinct problem at a specific point in the component's lifecycle. Annealing prepares metal for processing; tempering prepares it for service. The right choice is determined by the component's production stage and its in-service demands.
For manufacturers, procurement engineers, and maintenance decision-makers in sectors like oil and gas, mining, and petrochemical processing, selecting the correct heat treatment directly affects:
- Component lifespan — matched hardness and ductility reduce premature failure
- Maintenance frequency — properly tempered parts hold up longer under cyclic stress
- Total cost of ownership — fewer replacements and less unplanned downtime
In the most demanding applications — high-abrasion drilling components, refinery valve seats, mining wear parts — heat treatment alone often isn't enough. Combining the right thermal process with a diffusion coating like boronizing can push surface hardness beyond RC75, extending service life well past what either approach achieves on its own.
Frequently Asked Questions
What is the difference between tempered and annealed?
Annealing uses higher temperatures with very slow cooling to soften metal and restore ductility, while tempering uses lower temperatures with air cooling on already-hardened steel to reduce brittleness while maintaining strength.
Does annealing soften or harden?
Annealing softens metal by allowing slow, controlled cooling that promotes grain growth and relieves internal stress. This makes the material more ductile and easier to machine or form.
Does tempering soften metal?
Tempering does reduce hardness compared to the fully quench-hardened state, but its primary goal is increasing toughness and reducing brittleness — not achieving maximum softness. The result is a controlled balance between hardness and impact resistance.
At what temperature does annealing take place?
Full annealing of carbon steel typically occurs at 800°C–900°C (1470°F–1650°F), roughly 50°C above the A3 temperature, though exact values vary by alloy and annealing type. Stress-relief annealing runs lower — between 550°C and 675°C (1020°F–1250°F) — followed by slow furnace cooling.
Do you quench steel after annealing?
No. Quenching is the opposite of the annealing cooling method. Annealing deliberately uses slow cooling (furnace cooling or immersion in low-conductivity material) to achieve softness, while quenching is rapid cooling used in hardening to lock in a hard martensitic structure.
What are the three types of tempering?
The three ranges differ significantly in outcome:
- Low-temperature tempering (below 200°C) — retains hardness while relieving quench stress
- High-temperature tempering (above 400°C) — significantly improves toughness at the cost of some hardness
- Mid-range tempering (200°C–400°C) — should be avoided for structural components due to Tempered Martensite Embrittlement, which causes severe drops in impact toughness