Introduction
Industrial components fail for predictable reasons. Untempered hardened steel shatters under impact. Improperly quenched parts develop stress cracks. Components that skip critical thermal processing steps fail prematurely, costing operations hundreds of thousands in unplanned downtime and emergency replacements.
Heat treatment is a controlled process of heating and cooling metal to alter its microstructure and mechanical properties. Tempering is the follow-up step that converts brittle hardened steel into a usable, durable component. According to Grand View Research, the global heat treating market reached $110.68 billion in 2024 and is projected to hit $152.51 billion by 2033, driven primarily by the steel segment's 79.9% market share.
This guide is for engineers, metallurgists, and operations teams in aerospace, petrochemical, oil and gas, and mining sectors who need to understand both processes as a system, not in isolation. Treating them separately leads to failures like the documented rocker arm shaft fracture at 40,626 km, where untempered martensite caused rapid crack propagation due to low fracture toughness.
What follows covers the full picture: how hardening and tempering work, how to select the right parameters for your alloy and application, and how thermal processing integrates with surface treatments to maximize component life.
Key Takeaways
- Heat treatment modifies metal microstructure through controlled heating and cooling to achieve specific mechanical properties
- After hardening, tempering reduces brittleness and restores toughness — without sacrificing the hardness you just built in
- Temperature precision, quenching media selection, steel grade, and component geometry determine final outcomes
- Skipping tempering leaves components dangerously brittle and prone to cracking under load
- Most industrial specs require documented proof of both hardening and tempering cycles before a component enters service
What Are Heat Treatment and Tempering?
ASTM A941 defines heat treatment as heating and cooling a steel object to obtain desired conditions or properties. The category covers several controlled thermal processes:
- Hardening - Heating and rapid cooling to increase hardness and strength
- Annealing - Heating and slow cooling to soften metal and improve machinability
- Normalizing - Heating above the transformation range and air cooling to refine grain structure
- Stress Relieving - Heating below the critical temperature to reduce internal stresses
Tempering is a specific secondary heat treatment applied after hardening. The ASM Handbook defines it as heating hardened or normalized steel to a temperature below the lower critical point (Ac1), holding it, and cooling at a suitable rate. This reduces the brittleness of martensite while preserving enough hardness for the part to remain functional — which is what makes tempering critical for most hardened industrial components.
How Tempering Differs from Annealing
Ac1 is the lower critical temperature at which austenite begins to form during heating — tempering must stay strictly below this point to prevent austenite reformation.
Key differences:
- Annealing heats steel above the transformation range and cools slowly to reduce hardness, improve machinability, and facilitate cold working
- Tempering heats below Ac1 and only partially relieves internal stress, balancing hardness with toughness without undoing the hardening effect
- Annealing prepares metal for machining or forming, while tempering makes already-hardened parts functional and safe for industrial use
How the Heat Treatment and Tempering Process Works
The complete process flows through three sequential stages: austenitizing (hardening heat), quenching (rapid cooling to form martensite), and tempering (controlled reheating to stabilize structure). Each stage builds on the previous one and cannot be skipped without compromising results.

Pre-Heating and Austenitizing
Pre-heating reduces thermal shock by bringing metal to an intermediate temperature before final heating. For many tool steels, this means heating to approximately 500–600°C initially.
The metal then moves to the austenitizing range where the crystalline structure becomes austenite—the phase required before hardening can occur. Austenitizing temperatures vary significantly by steel grade:
- Tool steels: 1000–1050°C (AISI D2 requires 1000–1040°C, AISI H13 requires 1020–1050°C)
- Medium-carbon steels: 802–857°C (AISI 4340)
- High-carbon steels: 801–802°C (AISI 1095)
For highly alloyed tool steels, staged pre-heating is mandatory. Uddeholm recommends two hold points to equalize temperatures between surface and core:
- First hold: 600–650°C
- Second hold: 800–850°C
Heat slowly enough that surface and core temperatures stay matched throughout — uneven heating at this stage causes warping and inconsistent hardness.
Quenching
Quenching rapidly cools austenitized metal to convert austenite into martensite (a very hard but brittle phase with a body-centered tetragonal [BCT] structure). The quenching medium determines cooling rate, final hardness level, and internal stress distribution.
Quenching media comparison:
| Media | Cooling Severity (H-Value) | Application | Cracking Risk |
|---|---|---|---|
| Brine | Highest (2.0–5.0) | Low-hardenability plain carbon steels | Extreme |
| Water | High (0.9–2.0) | Medium-carbon steels, simple geometries | High |
| Oil | Moderate (0.25–0.8) | Alloy/tool steels, complex parts | Low to Moderate |
| Air | Lowest (0.02–0.05) | High-alloy air-hardening steels | Minimal |
Water and brine produce maximum hardness but risk cracking in complex shapes or thin sections. Oil is the standard choice for most tool steels and machined components where surface integrity matters. Choosing the wrong medium — even with correct temperatures — is a direct cause of cracking and distortion.
Tempering
Tempering occurs in three distinct stages:
1. Heating - The hardened steel is slowly and uniformly reheated to a temperature below the lower critical point:
- Tool steels: 200–300°C
- Spring steels: 300–400°C
- Structural steels: 450–650°C
2. Dwelling - The part is held at temperature long enough for the core to reach the same temperature as the surface. This stage involves three overlapping microstructural changes:
- Stage I (100–250°C): Precipitation of transition carbides and reduced carbon in martensite matrix
- Stage II (200–300°C): Decomposition of retained austenite into ferrite and cementite
- Stage III (250–350°C): Replacement of transition carbides by stable cementite, reducing tetragonality
3. Cooling - Typically in still air at a controlled rate to avoid re-introducing thermal stress.
Tempering colors — the oxide layer color as steel reheats — can serve as rough visual guides:
- Pale yellow: ~216°C
- Brown: ~260°C
- Purple: ~282°C
- Blue: ~310°C
Critical warning: These colors are highly approximate and affected by steel composition, time at temperature, and surface condition. They are not dependable for modern industrial quality control. Precision furnace control with calibrated thermocouples is always preferred for industrial work.
Key Factors That Affect Heat Treatment and Tempering Outcomes
Steel Grade and Carbon Content
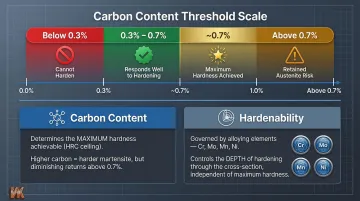
Carbon content is the single most important material variable. It creates severe lattice distortion when trapped in the iron matrix during quenching, producing hardness.
Carbon thresholds:
- Below 0.3% carbon: Cannot be hardened effectively via standard quenching
- 0.3–0.7% carbon: Responds well to hardening
- ~0.7% carbon: Maximum hardening effect typically achieved
- Above 0.7%: Retained austenite becomes significant
Carbon dictates maximum achievable hardness, but hardenability — the depth to which steel can be hardened — depends on alloying elements like Cr, Mo, Mn, and Ni. Plain carbon steels exhibit poor hardenability and require severe water quenching, whereas alloy steels achieve deep hardening even with milder oil quenching.
Temperature Precision During Hardening and Tempering
Even minor deviations from target temperature windows (often as narrow as ±15°C) produce significant variation in final hardness and toughness. SAE AMS2750H specifications mandate strict pyrometric requirements for thermal processing equipment:
| Furnace Class | Temperature Tolerance |
|---|---|
| Class 1 | ±3.0°C (±5.0°F) |
| Class 2 | ±6.0°C (±10.0°F) |
| Class 3 | ±8.0°C (±15.0°F) |
| Class 4 | ±10.0°C (±20.0°F) |
| Class 5 | ±14.0°C (±25.0°F) |
Consequences of thermal deviation:
- Overshooting: Irreversible austenite grain growth, surface decarburization, and potential incipient melting at grain boundaries
- Undershooting: Incomplete austenite formation and undissolved carbides, leading to soft spots and reduced mechanical strength
Industrial furnaces with digital microprocessor controls are essential for repeatable outcomes. Class 1 and 2 furnaces are typically required for sensitive aerospace components.
Quenching Media and Rate of Cooling
Quenchant selection must be matched to steel grade, component geometry, and desired hardness. Water and brine produce maximum hardness but risk cracking in complex shapes or thin sections. Oil is the standard choice for most tool steels and machined components where surface integrity is critical.
The Grossmann H-value quantifies quenching severity and predicts the maximum bar diameter that will achieve 50% martensite at its core in a specific quenchant. How a part actually experiences that quench rate, however, depends heavily on its geometry and cross-section.
Component Geometry, Mass, and Cross-Section
Thick sections cool more slowly at the core than at the surface during quenching, creating a hardness gradient—a harder martensitic shell and a softer core (often pearlite or bainite). The Jominy end-quench test (ASTM A255) quantitatively measures this effect.
High-risk areas for cracking or distortion:
- Sharp corners
- Thin webs
- Abrupt thickness transitions
- Varying wall thicknesses
These features act as stress concentrators during rapid cooling. Because the austenite-to-martensite transformation involves volumetric expansion, uneven cooling across varying wall thicknesses causes localized transformation stresses. If these stresses exceed the material's tensile strength, quench cracking occurs.
Design mitigations: Use generous fillets and avoid abrupt cross-sectional changes. Proper pre-heating reduces these risks, though part geometry remains the primary driver.
Dwell Time and Furnace Atmosphere
The duration of both hardening soak and tempering hold must account for total part mass. Insufficient dwell time means the core does not fully transform.
Furnace atmosphere affects surface condition:
- Inert gas/vacuum: Prevents oxidation and decarburization
- Endothermic atmosphere: Controlled carbon potential
- Air: Risk of surface oxidation and decarburization
Precision industrial applications typically require controlled atmosphere furnaces. High-alloy tool steels often require double or triple tempering to ensure complete transformation of retained austenite.
Where Heat Treatment and Tempering Are Applied
Heat treatment and tempering are used across industries where steel parts must resist wear, fatigue, or impact loading:
Primary industries and component types:
- Aerospace — Turbine components, fasteners, steam turbine rotors and shafts (ASTM A470), high-strength plated carbon steel fasteners
- Oil & Gas — Drill collars (AISI 4145H per API SPEC 7-1), valve components, wellhead fittings
- Automotive — Transmission gears, bearings, axles, and springs — components where fatigue resistance directly affects service life
- Mining — Cutting tools, wear plates (e.g., Hardox), abrasion-resistant components
- Agricultural Machinery — Blades and tillage components exposed to continuous abrasion and impact loads
Typical Lifecycle Trigger Points
Hardening and tempering most commonly occur:
- After final or near-final machining (to avoid distortion affecting critical dimensions)
- Before assembly into larger systems
- As part of refurbishment or maintenance cycles for worn components
Beyond Conventional Heat Treatment
For components operating in extreme wear or corrosion environments — such as those used in petrochemical processing or heat exchangers — diffusion surface treatments can be applied after heat treatment. VaporKote's boronizing process, for example, achieves surface hardness exceeding RC75 (1,500 Knoop equivalency) — well above what standard tempering produces.
This treatment is well-suited for pump wear rings, impellers, valve components, and high-temperature nozzles where both wear resistance and corrosion resistance are required simultaneously.
Common Issues and Misconceptions About Heat Treatment and Tempering
The Fatal Cost of Skipping Tempering
The most dangerous misconception is that skipping tempering maximizes hardness for better performance. In reality, untempered hardened steel retains high hardness but is extremely brittle—prone to cracking, shattering under impact, or failing without warning.
Documented failures:
- A passenger car rocker arm shaft failed catastrophically at 40,626 km. Failure analysis revealed excessive heating during manufacturing created untempered martensite near supporting holes, leading to rapid crack propagation due to low fracture toughness
- Heavy-duty cutting tools fractured prematurely because uncontrolled thermal cycling formed untempered martensite, which developed microcracks under minimal load
Tempered hardness is always preferable to untempered hardness for any real-world application. The reason: carbon supersaturation in the body-centered tetragonal lattice leaves martensite highly strained and brittle — a structural liability in any load-bearing component.
Over-Tempering vs. Annealing Confusion
Raising the tempering temperature too high or holding too long reduces hardness well below the useful range for the application. This produces similarly softened results to annealing but is not the same process. Engineers often do this unintentionally when trying to increase ductility without understanding the temperature-hardness relationship.
Key distinction: Over-tempering and annealing both soften steel, but through different mechanisms — confusing the two leads to incorrect process selection and wasted cycles.
Not All Steels Respond to Heat Treatment
Low-carbon steels, stainless steels, and many non-ferrous alloys do not harden meaningfully through the martensitic mechanism:
- Low-carbon steels (below 0.3% C): Lack the interstitial carbon necessary to create the highly strained BCT lattice required for hard martensite
- Austenitic stainless steels (300-series): High nickel content stabilizes face-centered cubic austenite down to room temperature. No phase change occurs upon cooling, so they are not hardenable by heat treatment
- Non-ferrous alloys (aluminum, copper): Do not undergo diffusionless shear transformation to form martensite; they rely on precipitation (age) hardening or work hardening instead
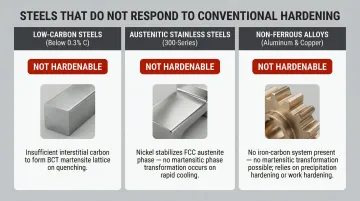
Applying a standard hardening and tempering cycle to the wrong material wastes time, can damage the component, and produces no useful change in mechanical properties.
Conclusion
Heat treatment and tempering are not independent steps but a tightly sequenced system. Hardening builds the mechanical strength and wear resistance needed for industrial applications. Tempering converts that brittle hardened state into a reliable, shock-resistant component. Both must be executed with precision — miss either step, and the component will fail to meet engineering specifications.
Process selection determines results. The right steel grade, temperature profile, quench media, and temper cycle each influence the final mechanical properties — getting any one wrong shifts the outcome.
When wear demands exceed what conventional heat treatment can deliver, diffusion coatings are worth evaluating. VaporKote's boronizing and aluminizing services produce surface hardness of 1,500 Knoop (RC75+ equivalency) — harder than tungsten carbide cutting tools. That level of protection is relevant for components in petrochemical processing, oil drilling, aerospace, and other high-abrasion environments where heat treatment alone falls short.
Frequently Asked Questions
Is temper the same as heat treat?
No. Tempering is one specific type of heat treatment, not a synonym for it. Heat treatment is the broader category encompassing hardening, annealing, normalizing, and stress relieving. Tempering is specifically the reheating step applied after hardening to reduce brittleness.
What are the three stages of tempering?
The three stages are heating (bringing the hardened part to the target tempering temperature), dwelling (holding at that temperature until the core reaches equilibrium), and cooling (typically in still air).
What is the difference between annealing and tempering?
Annealing fully softens metal to improve machinability and relieve internal stress; tempering only partially reduces hardness to improve toughness. Use annealing before machining or forming, and tempering after hardening to make a part suitable for load-bearing applications.
What happens if steel is not tempered after hardening?
Untempered hardened steel retains high hardness but is extremely brittle. It is susceptible to cracking, shattering under impact, or failing without warning, making it unsuitable for any load-bearing or dynamic application.
What temperature is used for tempering steel?
Tempering temperature varies by steel type and application:
- Tool steels: 200–300°C
- Spring steels: 300–400°C
- Structural steels: 450–650°C
Higher temperatures produce greater toughness and ductility but reduce final hardness.