Introduction
Steel components fail when you least expect them—and the cost is staggering. Unplanned downtime now costs the world's 500 largest companies $1.4 trillion annually, equivalent to 11% of revenues. In the automotive sector alone, an idle production line loses $2.3 million per hour. Equipment failure is a primary driver, and at the heart of many failures lies a single root cause: improper heat treatment.
Heat treatment is the controlled heating and cooling of steel to alter its mechanical properties — hardness, strength, toughness, and wear resistance. These aren't surface-level adjustments; they determine how a component behaves under real operating stress. Get it right, and parts last. Get it wrong, and failure is a matter of when, not if. From aerospace turbine blades to oil drilling equipment, proper heat treatment is what separates reliable components from expensive replacements.
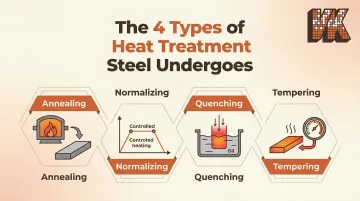
This article covers the four primary types of heat treatment steel undergoes — annealing, normalizing, hardening (quenching), and tempering. For each, you'll learn how it works at the microstructural level and when to apply it based on your specific requirements.
Key Takeaways
- Heat treatment manipulates steel's microstructure through controlled heating and cooling to achieve targeted mechanical properties
- The four main types: annealing softens steel, normalizing refines grain structure, hardening maximizes hardness, and tempering reduces brittleness
- Choosing the wrong type leads to premature failure, excessive wear, or brittle fracture under load
- In high-wear or corrosive environments, boronizing complements heat treatment with intermetallic surface layers reaching RC75+ equivalency
What Is Heat Treatment for Steel?
Heat treatment is a family of controlled thermal processes—involving precise heating, holding at temperature (soaking), and cooling—used to intentionally alter steel's internal microstructure without changing its shape. It's not a single operation but a suite of techniques, each targeting a specific mechanical outcome.
The process works by manipulating steel's grain structure and carbon phase states. When you heat steel above its critical transformation temperature (Ac3), the room-temperature phases—ferrite and pearlite—transform into austenite, a high-temperature phase where carbon dissolves uniformly throughout the iron lattice.
Upon cooling, that austenite decomposes into one of several structures, depending on how fast you cool the steel:
- Coarse pearlite — slow furnace cooling, soft and machinable
- Fine pearlite — moderate cooling, improved strength
- Bainite — intermediate cooling rate, good toughness-strength balance
- Martensite — rapid quenching, hard and brittle without further treatment
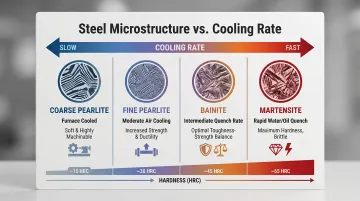
The cooling rate is the control lever. Slow cooling produces soft, ductile structures. Rapid cooling traps carbon atoms in place, forming hard, brittle martensite. The rate of heating and the hold time at temperature also matter—they determine whether the transformation is complete and uniform throughout the part.
Selecting the wrong heat treatment doesn't just compromise performance—it introduces new failure modes. A gear that's hardened without tempering shatters under cyclic load. Anneal a wear surface meant for abrasive service, and what should last years erodes in weeks.
Why Heat Treatment Matters in Steel Fabrication
Untreated or improperly treated steel carries hidden liabilities: residual stresses from welding and forming, inconsistent grain structures from casting, or insufficient hardness for the intended service environment. These defects lead to premature failure, increased downtime, and compounding maintenance costs in demanding industrial environments.
The stakes are highest in sectors like oil refining, mining, aerospace, and heavy manufacturing. A failed pump impeller in a petrochemical plant doesn't just stop production: it triggers emergency shutdowns, safety investigations, and unplanned capital expenditures. A cracked fastener in an aerospace assembly can ground an entire fleet.
The global heat treating market is projected to grow from $110.68 billion in 2024 to $152.51 billion by 2033, driven by industries where component failures carry severe operational consequences.
In heavy industry, where components face extreme wear, corrosion, and thermal cycling simultaneously, the cost of getting heat treatment wrong is measured in millions. Understanding the four core heat treatment processes helps engineers and procurement teams specify the right treatment for each application — before failure becomes the teacher.
The 4 Types of Heat Treatment Steel Undergoes
Heat treatment is not one-size-fits-all. The right process depends on the steel grade, the part's function, and the mechanical properties required. Each of the four primary types addresses a different set of needs — choosing the wrong one means scrapped parts, wasted machining time, or components that fail in service.
Annealing
Annealing is a softening process where steel is heated above its critical transformation temperature (typically 30–50°C above Ac3), held at temperature to ensure uniform microstructural change, then cooled very slowly — usually inside the furnace. This slow cooling allows carbon to precipitate into coarse pearlite structures, erasing prior cold-worked hardness and relieving internal stresses.
It's the only heat treatment type primarily aimed at softening steel, and the slow furnace cooling is what sets it apart. Other processes use faster cooling rates that preserve or increase hardness.
Common applications include:
- Preparing steel before machining or cold forming, where workability and ductility are essential
- Automotive parts, tools, and structural components that need shaping before final hardening
- Reducing cutting forces and tool wear during machining operations
- Applications requiring low electrical resistivity
The trade-off is significant: annealing reduces hardness and tensile strength, making it unsuitable as a final treatment for wear-facing parts. It's also time- and energy-intensive. AISI 1045 steel fully annealed measures just 56.4 HV hardness with coarse pearlite — far too soft for any service application involving wear or impact.
Normalizing
Where annealing requires furnace cooling, normalizing steps up the pace: steel is heated approximately 40°C above its upper critical temperature, held briefly, then cooled in still air. That faster cooling produces a finer, more uniform grain structure — a mix of fine pearlite and sometimes bainite or martensite, depending on the alloy.
The result is a harder, stronger outcome than annealing, though slightly less ductile. It's often used as a conditioning treatment to homogenize microstructure after forging, rolling, or casting.
Normalizing is well-suited for:
- Large forgings and castings requiring grain uniformity before further processing
- Applications where moderate hardness with good toughness is the target
- Structural steels and pressure vessels as a standard preparatory step
- Achieving more consistent mechanical properties than as-cast or as-rolled steel
Normalized AISI 1045 steel reaches 202 HV hardness with fine pearlite — a 258% increase over fully annealed hardness — while maintaining reasonable toughness. That said, air cooling gives less control over final hardness than quenching, and normalizing is the wrong choice when the goal is either maximum softness or maximum hardness.
Hardening (Quenching)
Hardening pushes steel to its maximum hardness. Steel is heated above its austenitizing temperature (typically 815–900°C), then rapidly quenched in oil, water, brine, or forced air. The sudden cooling traps carbon atoms in the iron lattice, forming martensite — a hard but brittle body-centered tetragonal (BCT) crystalline structure.
Quench medium and speed directly shape the outcome. Faster quenching produces harder steel but raises the risk of cracking. The right medium depends on the alloy:
- Brine/caustic soda: Most severe (H-value 2.0). Used for simple, low-hardenability plain carbon steels
- Water: Severe (H-value 0.9–1.0). Used for plain carbon steels; high risk of distortion in complex parts
- Oil: Moderate (H-value 0.25–0.30). Standard for alloy steels (4340, 8620) and gears/bearings
- Air: Slowest (H-value 0.02). Used for highly alloyed air-hardening tool steels (H13 dies)

Hardening is essential for cutting tools, dies, gears, bearings, and components in oil drilling, mining, and aerospace that must resist wear and surface deformation under load. It achieves maximum hardness for a given steel grade.
The critical limitation: quenched martensite is extremely brittle and not usable in this state. Parts are highly susceptible to cracking and distortion, especially with complex geometry or overly rapid cooling. Using water on a high-hardenability alloy steel, for instance, will almost certainly result in quench cracking. Because of this, hardening nearly always requires a tempering step before the part can enter service.
Tempering
Tempering follows hardening directly. Steel is reheated to a temperature below its lower critical point (typically 200°C–595°C), held, then cooled. This lets some of the trapped martensite decompose, releasing internal stresses and improving toughness without fully sacrificing hardness.
The tempering temperature controls where the hardness-toughness balance lands:
- Lower temperatures (150–250°C): Preserve more hardness; minimal toughness improvement
- Higher temperatures (400–600°C): Improve ductility and impact resistance; greater hardness loss
Visible oxide films form during tempering, creating "temper colors" that indicate temperature range:
| Temper Color | Temperature | Typical Application |
|---|---|---|
| Light yellow | 176°C–216°C | Scrapers, knives, razors |
| Dark yellow/straw | 227°C–240°C | Milling cutters, reamers |
| Brown/red brown | 260°C | Taps, dies, drill bits |
| Purple | 270°C–282°C | Surgical tools, punches |
| Dark blue | 290°C–310°C | Screwdrivers, wrenches, springs |
Tempering is used for springs, structural components, knives, and hardened parts that must absorb impact or cyclic loading without fracturing. It also appears in normalized-and-tempered combinations for pressure vessel and structural applications.
The inevitable trade-off: some hardness and yield strength gained from quenching is lost. Precise temperature control is non-negotiable. Hitting the wrong range in certain alloy steels causes temper embrittlement:
- Type I (irreversible) embrittlement: Occurs between 250–400°C. Caused by carbide precipitation at grain boundaries. Cannot be fixed by reheating
- Type II (reversible) embrittlement: Occurs between 450–650°C. Caused by impurity segregation. Can be reversed by heating above 600°C and rapid quenching
How to Choose the Right Heat Treatment for Steel
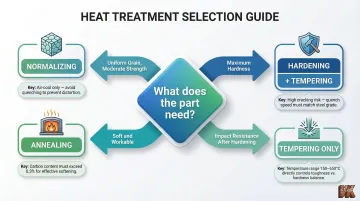
The right choice is driven by the part's end-use requirements—not by which process is most familiar or most common. Start by identifying the primary performance need:
- Does the part need to be soft and workable? → Annealing
- Does it need uniform grain structure and moderate strength? → Normalizing
- Does it need maximum hardness for wear resistance? → Hardening + Tempering
- Does it need impact resistance after hardening? → Tempering (after hardening)
Key decision factors:
- Steel grade and carbon content: Low-carbon steels (<0.25% C) cannot be effectively through-hardened. Medium-carbon steels (0.25–0.60% C) respond excellently to quenching and tempering. High-carbon steels (>0.60% C) achieve extreme hardness but face significantly higher cracking risks
- Part's function and operating environment: Wear-facing surfaces need hardening and tempering. Structural members may need normalizing. Components with tight tolerances or complex geometry often need normalizing to relieve internal stress
- Subsequent manufacturing steps: Parts that will be machined should be annealed first to reduce tool wear
- Acceptable balance between hardness and toughness: High hardness means low toughness. Tempering adjusts this trade-off
In petrochemical, mining, oil drilling, or aerospace environments where components face simultaneous wear and corrosion, heat treatment alone may not be enough. Diffusion coating processes like VaporKote's boronizing and aluminizing can complement heat-treated steel, adding an intermetallic surface layer with hardness exceeding RC75 (1500 Knoop) — a level of wear and corrosion protection no heat treatment process reaches on its own.
Common Mistakes to Avoid When Selecting a Heat Treatment
Hardening before machining or forming:
Applying hardening before secondary operations leads to cracking, excessive tool wear, and dimensional issues. Annealing or normalizing should come first. A documented failure involved 8620 steel gears that were carburized and oil quenched before final machining—the severe thermal gradients caused massive distortion, requiring expensive hard machining to correct gear tooth geometry.
Skipping the tempering step:
Untempered martensitic steel is too brittle for most real-world applications. A fastener failure investigation revealed that Class 10 steel nuts cracked during assembly because they were tempered at 316°C—landing directly in the irreversible Type I embrittlement zone. The drawing required tempering at a minimum of 425°C.
Defaulting to a familiar process:
Choosing a treatment without evaluating the steel grade, geometry, and service conditions results in parts that are over- or under-treated. Both outcomes carry real costs in industrial environments. A documented case involved AISI 1045 steel annealed in a nitrogen environment, which formed aluminum nitrides that blocked full hardening. The heat treater tried to compensate with carbonitriding, causing severe brittleness and persistent cracking.
Frequently Asked Questions
What are the stages of heating steel?
Heat treatment involves three core stages: heating the steel to a specified temperature, soaking (holding it at that temperature to ensure uniform microstructural change throughout the material), and cooling at a controlled rate that determines the final properties.
Does heating steel make it brittle?
Rapid heating followed by quenching (hardening) produces a brittle martensitic structure—which is why tempering is always applied after hardening to restore toughness. Slow cooling methods like annealing actually reduce brittleness and soften the steel.
What is tempering steel called?
Reheating hardened steel to a sub-critical temperature to reduce brittleness is called tempering (or drawing). It's a required follow-up to hardening—skipping it leaves the steel too brittle for most structural applications.
What is the difference between annealing and normalizing?
Both processes involve heating steel above its critical temperature, but annealing uses slow furnace cooling to maximize softness and ductility, while normalizing uses faster air cooling to produce a finer, more uniform grain structure with moderately higher hardness and strength.
What type of heat treatment makes steel the hardest?
Hardening (quenching) produces the highest hardness by heating steel to the austenitizing temperature and rapidly cooling it to form martensite. The resulting hardness depends on the steel's carbon and alloy content and the quench medium used.
Can heat treatment be combined with surface coating for greater performance?
Yes, the two approaches are complementary. Heat treatment modifies the steel's bulk properties, while diffusion coatings like boronizing or aluminizing add an ultra-hard intermetallic surface layer—delivering wear and corrosion resistance that heat treatment alone cannot achieve.