Introduction
Unplanned downtime in oil & gas operations costs $500,000+ per hour. In automotive manufacturing, that figure climbs to $2.3 million per hour. For mid-size refineries, unplanned outages translate to lost profit opportunities of $20 million to $50 million annually. Equipment failure, accelerated wear, and corrosion drive most of these losses — and selecting the right coating deposition technique is one of the most direct ways to prevent them.
Coating deposition encompasses a wide range of methods—from physical and chemical vapor deposition to diffusion coating—each suited for different performance requirements, substrates, and operating conditions. This guide breaks down each techniqueso you can compare approaches, understand trade-offs, and choose the method that fits your operating environment.
Key Takeaways
- Three primary coating families — PVD, CVD, and diffusion coating — each use different mechanisms, produce different thicknesses, and suit different applications
- PVD produces thin films (0.5–5 µm); CVD builds thicker coatings (5–20+ µm); diffusion coating penetrates the base metal itself (20–300+ µm), forming metallurgically bonded intermetallic layers
- Diffusion coatings consistently outperform surface-only treatments in high-wear, high-temperature environments where extreme hardness and corrosion resistance matter most
- Selection depends on required hardness, coating thickness, operating environment, component geometry, substrate material, and total cost of ownership
What Are Coating Deposition Methods? A Category Overview
Coating deposition refers to the broad family of processes that apply a material layer to a substrate surface to enhance functional properties—hardness, corrosion resistance, wear resistance, thermal protection, or conductivity. The choice of method directly determines the coating's adhesion strength, thickness uniformity, microstructure, and performance longevity.
Three Major Deposition Categories
These categories differ in process chemistry, operating temperature, and the types of components they protect best:
Physical Vapor Deposition (PVD): Vacuum-based processes where solid materials are vaporized and condensed onto substrates without chemical reaction. Operating at relatively low temperatures (150–500°C), PVD preserves substrate temper while delivering thin, ultra-hard coatings.
Chemical Vapor Deposition (CVD): Reaction-based gas-phase processes where chemical precursors decompose or react at the substrate surface. CVD operates at higher temperatures (720–1050°C for traditional processes) and coats complex geometries uniformly, including deep recesses and internal channels.
Diffusion Coating: Thermochemical processes that integrate coating elements (boron, aluminum, chromium) directly into the base metal at elevated temperatures (800–1100°C), forming intermetallic compound layers that resist delamination under impact loading.
Industrial applications with stringent performance demands generally require vapor or diffusion-based methods rather than solution-based techniques such as electroplating or spray coating. Components operating under abrasion, high heat, or corrosive media benefit from the superior adhesion, coating density, and hardness values that these processes deliver.
Physical Vapor Deposition (PVD): Techniques and Applications
PVD is a vacuum-based process in which a solid or liquid source material is vaporized and then condensed as a thin film onto the substrate surface. No chemical reaction occurs; the transformation is purely physical (solid → vapor → film). PVD operates at lower operating temperatures than CVD — making it compatible with temperature-sensitive substrates like certain alloys and plastics.
Thermal Evaporation
The source material is heated via resistive heating or electron beam until it vaporizes in a high-vacuum chamber (typically 10⁻⁶ to 10⁻⁹ Torr), then condenses onto the cooler substrate. This method excels at depositing pure metals and oxides but is limited by its line-of-sight transfer nature, making complex geometry coverage challenging.
Common applications:
- Solar cells
- OLED displays
- Thin-film transistors
- Optical coatings
Sputter Deposition
Ionized argon gas bombards a negatively charged target material, ejecting atoms that travel to and deposit on the substrate. Key variants include:
- Magnetron sputtering — Uses magnetic fields to increase plasma density and deposition rate
- Reactive sputtering — Introduces reactive gas (nitrogen or oxygen) to form compounds like TiN or CrN during deposition
Applications:
- Cutting tools
- Anti-reflective coatings
- Integrated circuits
- Decorative finishes
PVD Performance Characteristics
| Coating Type | Microhardness | Friction Coefficient | Primary Application |
|---|---|---|---|
| Titanium Nitride (TiN) | ~2,300 HV | 0.40 | General wear protection, cutting tools |
| Chromium Nitride (CrN) | ~1,750 HV | 0.50 | Heavy loads, corrosion resistance, hydraulics |
| Titanium Aluminum Nitride (TiAlN) | ~3,300 HV | 0.40 | High-heat oxidation resistance, aerospace |
| Diamond-Like Carbon (DLC) | >2,000 HK (15-80 GPa) | 0.10-0.20 | Starved lubrication, extreme sliding friction |

Key Advantages:
- High hardness in ultra-thin profiles
- Preserves dimensional tolerances (no post-coating machining required)
- Fewer hazardous byproducts than wet plating processes
- Low processing temperatures protect substrate temper
Limitations:
- Primarily line-of-sight coverage (challenges with complex geometries)
- Relatively thin coating layers (typically under 5 µm)
- Limited penetration into internal passages or blind holes
In heavy-duty applications, DLC coatings reduced frictional power consumption by 400-600W in truck engines — a measurable gain in components operating under starved lubrication, where every friction reduction directly translates to fuel savings and extended service intervals.
Chemical Vapor Deposition (CVD): How It Works and Its Variants
CVD involves introducing gaseous or vapor-phase chemical precursors into a reaction chamber where they undergo chemical reactions at or near the substrate surface, depositing a solid coating. Unlike PVD, the coating material forms in situ through chemistry, allowing conformal coverage of complex geometries including interior surfaces, holes, and irregular shapes—a key industrial advantage.
Thermal CVD and Low-Pressure CVD (LPCVD)
Thermal CVD uses elevated temperatures (typically 400-1000°C) to drive the decomposition or reaction of precursor gases. LPCVD operates at reduced pressures (0.1-10 Torr) for improved uniformity and step coverage.
Applications:
- Semiconductor fabrication (capacitor dielectrics, resistors)
- MEMS devices
- Hard coatings for metal forming tools
- Cemented carbide cutting inserts
CVD Titanium Carbide (TiC) achieves hardness levels of 3,000 to 3,700 HV, with coating thicknesses ranging from 5 to 20+ µm—significantly thicker than PVD. Multilayer architectures (TiN/TiC/TiN or TiCN/Al₂O₃) are widely used in cold forging and extrusion dies to prevent galling and withstand extreme impact fatigue.
Plasma-Enhanced CVD (PECVD) and Atomic Layer Deposition (ALD)
PECVD uses plasma energy to drive chemical reactions at lower substrate temperatures (200-400°C), enabling coating of heat-sensitive components while still achieving good film quality.
ALD is a precision CVD variant that uses sequential, self-limiting surface reactions to deposit material one atomic layer at a time. This delivers precise thickness control and conformality, coating ultra-high-aspect-ratio structures (demonstrated up to 60,000:1 in aerogel monoliths) without gaps or voids.
Across all CVD variants, several strengths make the process well-suited for demanding industrial work:
Industrial Strengths:
- Excellent step coverage and conformality on complex part geometries
- Strong film adhesion due to in-situ formation
- Ability to deposit hard nitride and carbide compounds
- Scalability for batch processing of production parts
- Thicker coatings than PVD (5-75 µm for heavy-duty applications)
In petrochemical hot-gas expanders operating up to 760°C, CVD Silicon Carbide coatings (28.11 GPa hardness) resist corrosion by forming thermodynamically stable protective oxide layers. Those layers sharply cut corrosion rates on superalloys, extending service life in high-temperature gas environments.
Diffusion Coating: The Industrial Standard for Extreme Performance
Diffusion coating (thermochemical diffusion) differs fundamentally from surface deposition. Coating elements are introduced at elevated temperatures and thermally diffuse into the base metal's surface, forming an intermetallic compound layer that is metallurgically bonded to the substrate, not merely adhered on top.
This distinction matters under load. The coating cannot delaminate or spall under impact the way thin PVD or CVD surface films can, making it the preferred choice for high-stress industrial components.
Boronizing
Boron atoms are diffused into a metal substrate (typically steel, cobalt alloys, nickel alloys) at temperatures of 800-1100°C, forming iron boride (FeB/Fe₂B) or equivalent intermetallic phases. This produces surface hardness values reaching 1,500 to 2,200 HV (RC75+ equivalent)—harder than tungsten carbide cutting tools.
Performance characteristics:
- Diffusion depth: 20-100 µm (standard), up to 300+ µm (deep-case boriding)
- Exceptional resistance to abrasive wear, erosion, and corrosion
- Metallurgically integrated—cannot delaminate under impact
In oil and gas applications, 17-4PH steel fluid pump cylinders treated with boronizing (60 µm thickness, 980 HV) saw wear rates drop from 16.4 × 10⁻⁵ mm³/Nm to 3.3 × 10⁻⁵ mm³/Nm, extending service life by nearly 5×.

Ideal applications:
- Mining equipment
- Oil drilling components
- Pumps and valves
- Agricultural equipment
- High-temperature nozzles
VaporKote formulates on-site powder mixes to match each component's material and service requirements, controlling both hardness profile and diffusion depth for the target operating environment.
Aluminizing
Aluminum is diffused into the surface of base metals (carbon steels, stainless steels, nickel superalloys) to form aluminum-rich intermetallic layers (such as β-NiAl) that provide exceptional oxidation resistance and high-temperature corrosion protection. Governed by standards such as ASTM B875, the process typically yields diffusion depths of 75 to 125 µm (0.003 to 0.005 inches).
In petrochemical reformer tubes (HP-MA steel) exposed to 1100°C, gas-phase aluminizing reduced oxide scale thickness from 22 µm (uncoated) to 6 µm after 100 hours of cyclic oxidation, preventing catastrophic chromium depletion.
Key benefits:
- Regenerative Al₂O₃ oxide scales block further degradation
- Cost-effective service life extension
- Superior performance in sustained elevated temperatures
- Effective in corrosive petrochemical media
VaporKote's furnaces are capable of processing large components up to 68 inches in diameter, a capacity that most conventional coating providers cannot match.
The Duplex Coating Advantage
Applying ultra-hard, thin PVD/CVD coatings directly onto soft steel substrates can result in the "eggshell effect"—where the substrate deforms under load, causing the coating to fracture. For high-impact applications like hydraulic fracture pump plungers, a duplex treatment (plasma nitriding creating a 320 µm support zone, followed by 3-4 µm CrAlN PVD coating) reduced abrasive mass loss by 30 times compared to standard thermal spray coatings.
When impact resistance and surface hardness are both critical requirements, duplex treatment is worth evaluating before committing to a single-layer approach.
PVD vs. CVD vs. Diffusion Coating: A Practical Comparison
| Selection Criteria | Physical Vapor Deposition (PVD) | Chemical Vapor Deposition (CVD) | Thermochemical Diffusion |
|---|---|---|---|
| Primary Mechanism | Vacuum condensation of vaporized metals | Chemical reaction of precursor gases | Element (B, Al) diffuses into substrate lattice |
| Process Temperature | Low (150-500°C) | High (720-1050°C)* | High (800-1100°C) |
| Typical Thickness | 0.5-5 µm | 5-20+ µm | 20-300+ µm (diffusion depth) |
| Achievable Hardness | 1,750-3,300 HV (RC60-65 equivalent) | 3,000-3,700 HV | 1,500-2,200 HV (RC75+ equivalent) |
| Geometric Coverage | Line-of-sight (poor for deep holes) | Excellent (complex 3D shapes) | Excellent (conformal diffusion) |
| Substrate Impact | Preserves temper/dimensions | Requires post-coating heat treatment | Alters surface metallurgy permanently |
| Primary Industrial Use | Precision finished parts, cutting tools, sliding friction | Heavy metal forming dies, extrusion, complex geometries | Extreme abrasive wear, high-impact mining, O&G plungers |
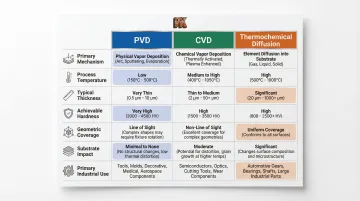
*Note: PECVD operates at lower temperatures (50-400°C) but yields different film structures.
Why Diffusion Coating Outlasts Surface Films Under Impact
While PVD and CVD produce surface films that remain at the substrate surface (even at high hardness), diffusion coating creates an integrated alloy layer, meaning the protective properties extend into the material itself. Under impact or abrasive loading, that bond prevents the delamination and spalling that eventually limit surface-film coatings.
Cost and Scalability Considerations
A 2024 lifecycle analysis comparing PVD to traditional chrome plating revealed:
| Cost Metric | PVD System | Traditional Chrome Plating |
|---|---|---|
| Initial Equipment Cost | $400,000 | $120,000 |
| Coating Cost per Piece | $0.22 | $0.28 |
| Annual Environmental Compliance | $3,000 | $40,000 |
| 5-Year Lifecycle Cost | $1.56 million | $2.87 million |
Despite 3.3x higher initial equipment cost, PVD delivers a 5-year cost reduction of over 45% due to lower per-piece costs, reduced maintenance, and elimination of toxic chemical compliance overhead.
These cost dynamics directly inform process selection. PVD and ALD-type CVD suit precision, small-to-medium components in electronics and tooling. Diffusion coating is the more cost-effective choice at scale for large or complex industrial parts where coating failure translates directly into unplanned downtime.
How to Choose the Right Coating Deposition Method
Technical Selection Criteria
1. Required Surface Hardness and Wear Resistance
- For extreme abrasion and impact: Diffusion coating (RC75+ equivalent)
- For precision cutting tools: CVD TiC/TiN (3,000-3,700 HV)
- For sliding friction reduction: PVD DLC (0.1-0.2 friction coefficient)
2. Operating Temperature and Chemical Environment
- High-temperature oxidation (760-1100°C): Aluminizing
- Moderate heat with corrosion: PVD CrN or TiAlN
- Extreme thermal cycling: CVD SiC
3. Substrate Material and Thermal Sensitivity
- Heat-sensitive alloys/plastics: PVD (150-500°C)
- Cemented carbides: High-temperature CVD (900-1050°C)
- Industrial steels: Diffusion coating or medium-temperature CVD
4. Component Geometry and Size
- Complex internal features: CVD or ALD (excellent conformality)
- Large industrial components (up to 68" diameter): Diffusion coating
- Precision finished parts: PVD (preserves dimensions)
5. Required Coating Thickness
- Nanometer-scale precision: ALD
- Thin films (0.5-5 µm): PVD
- Medium thickness (5-20 µm): CVD
- Deep diffusion (20-300+ µm): Thermochemical diffusion
Business-Side Selection Criteria
Technical fit narrows your options — commercial factors determine the final call.
- Total cost of ownership: Weigh coating cost against extended service life and reduced downtime. The average large industrial plant loses $129 million annually to unplanned downtime — a 65% increase since 2019.
- Regulatory compliance: Confirm alignment with ASTM, ASME, SAE, and API standards. The industrial PVD market is growing at 7.6% CAGR (projected to reach $4.99 billion by 2030), driven by environmental bans on hexavalent hard chrome plating.
- Batch volume and turnaround: Factor in production capacity, furnace availability, and processing lead times before committing to a method.
- Metallurgical certification: For oil & gas, petrochemical, mining, and aerospace applications, work with a coating specialist who adheres to engineering codes and can provide metallurgical analysis and certification. Component failures in these environments carry costs far beyond the coating itself.
Frequently Asked Questions
What are the methods of coating deposition?
The three main categories are Physical Vapor Deposition (PVD), which vaporizes solid materials in vacuum to deposit thin films; Chemical Vapor Deposition (CVD), which uses gaseous precursor reactions to form coatings; and diffusion coating, which drives alloying elements into the base metal to form intermetallic layers. Solution-based methods such as electroplating also exist for lower-precision applications.
What are the different PVD techniques?
The main PVD subtypes are thermal evaporation, electron beam evaporation, sputtering (magnetron and reactive), pulsed laser deposition, and cathodic arc deposition. Each vaporizes a solid source material in vacuum and deposits a film through physical condensation, with no chemical reaction involved.
What is the key difference between PVD and CVD techniques?
PVD relies on physical vaporization and condensation without chemical reaction, while CVD relies on chemical reactions of gaseous precursors to form the film at the substrate surface. CVD generally achieves better conformality on complex geometries, while PVD operates at lower temperatures (150-500°C vs. 720-1050°C), preserving substrate temper.
What is diffusion coating and how does it differ from surface coating techniques?
Diffusion coating drives alloying elements such as boron or aluminum into the base metal at elevated temperatures (800-1100°C), forming an intermetallic compound rather than a surface layer. Unlike PVD and CVD, the coating is metallurgically integrated into the substrate, making it resistant to delamination under impact or thermal cycling.
Which coating deposition technique offers the best wear resistance for industrial components?
Diffusion coating processes like boronizing achieve the highest surface hardness values (up to RC75+ equivalent / 1,500-2,200 Knoop hardness) and are favored for heavy industrial applications involving abrasion, erosion, and impact. PVD coatings like TiN are effective for cutting tools but deliver lower hardness at thinner profiles (typically under 5 µm).
What factors should guide the selection of a coating deposition method?
Primary factors include required hardness, wear and corrosion resistance, substrate temperature sensitivity, component geometry, and expected operating environment. Long-term costs, service life extension, and compliance with engineering standards (ASTM, ASME, API) — including availability of metallurgical certification — are equally important for critical industrial applications.