Introduction
Pick the wrong coating method and you'll find out quickly — through shortened component life, unplanned shutdowns, and maintenance budgets that never seem to close. Engineers and procurement managers across manufacturing, oil and gas, and aerospace face this choice constantly: PVD or CVD?
Both are vapor deposition processes. Both protect against wear and corrosion. But they work differently, suit different applications, and carry different cost profiles.
The stakes are real. The annual cost of corrosion in oil and gas production alone is estimated at $1.372 billion; globally, corrosion costs reach $2.5 trillion. Specifying the right coating directly impacts profitability and safety.
This guide breaks down how each method works, where each performs best, and how to match the right process to your component requirements.
Key Takeaways
- PVD uses physical vaporization in a vacuum; CVD uses chemical reactions to grow coatings into the substrate
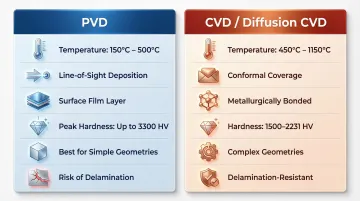
- CVD requires 450°C–1,150°C and creates deeper, harder surfaces; PVD stays below 500°C for temperature-sensitive parts
- Boronizing and aluminizing form intermetallic compounds at the surface — delivering superior wear and corrosion resistance
- PVD dominates cutting tools and decorative coatings; CVD excels in high-abrasion petrochemical, mining, and oil & gas environments
- Match the process to your substrate's temperature limit, part geometry, operating environment, and target hardness
PVD vs CVD: Quick Comparison
Process Mechanism
PVD: A solid source material is vaporized via sputtering, arc, or evaporation in a vacuum chamber and condenses as a thin film onto the substrate surface; no chemical reaction occurs. The coating sits on top of the substrate rather than integrating into it.
CVD: Vaporized gases or chemical precursors react at or near the substrate surface to deposit a solid coating. In diffusion-based CVD, the coating bonds at a molecular level, forming an intermetallic compound that becomes part of the metal itself.
Operating Temperature
PVD: Typically 150°C–500°C, making it suitable for heat-sensitive substrates and tight-tolerance precision parts. Cathodic arc deposition operates between 200°C and 550°C, and can even be performed at room temperature for specific applications.
CVD: Ranges from ~450°C for PECVD to over 1,000°C for thermal CVD. Diffusion CVD (boronizing/aluminizing) requires elevated temperatures, typically 800°C–1,150°C, to drive the chemical reaction deep into the substrate.
Coating Adhesion & Depth
PVD: Creates a surface film with good adhesion, but the coating remains a separate layer on top of the substrate. Extreme mechanical stress can cause delamination.
CVD: Diffusion-based CVD forms a coating that is metallurgically bonded to the substrate, creating an intermetallic zone that grows inward rather than outward. This prevents delamination under extreme stress, making it ideal for high-impact, abrasive environments.
Substrate Geometry Compatibility
PVD: Best for flat or simple geometries. Because it's a line-of-sight deposition process, complex internal surfaces or deep recesses may receive uneven coverage. Uniform deposition requires complex fixturing or multi-axis rotation.
CVD: Highly conformal. Chemical reactions occur uniformly across the entire substrate surface, including internal passages, recesses, and irregular profiles — making it the practical choice for complex shapes and large components like long pipes or valve internals.
Typical Hardness Output
| Coating Type | Process | Hardness (Vickers) | Key Characteristics |
|---|---|---|---|
| TiN | PVD | 2200–2800 HV | Golden color; general-purpose wear resistance |
| TiAlN | PVD | 2800–3300 HV | High thermal stability for high-heat machining |
| CrN | PVD | 1800 HV | Silver color; prevents galling in non-ferrous materials |
| FeB/Fe₂B | CVD (Boronizing) | 1500–2231 HV | Metallurgically bonded; extreme abrasion/erosion resistance |
PVD coatings like TiAlN reach higher peak hardness numbers, but that advantage is confined to a thin surface film. Boronized layers achieve 1500–2231 HV across a structurally bonded zone — so in high-abrasion or impact environments, the depth and adhesion of the coating matter more than the peak hardness figure alone.
What is PVD?
PVD (Physical Vapor Deposition) is a family of vacuum-based processes where a solid material is converted to vapor through physical means—sputtering, electron beam, or thermal evaporation. The vapor then deposits as a thin film on the substrate, with no chemical reaction between the coating material and the part.
Key PVD subtypes include:
- Cathodic arc evaporation: Common for tool coatings like TiN and TiAlN
- Magnetron sputtering: Used for thin films and decorative finishes
- Thermal/e-beam evaporation: Applied in optics and electronics
Each subtype operates within a vacuum chamber at low temperatures—the defining characteristic that makes PVD suitable for precision substrates.
Core operational benefits:
- Tight dimensional tolerances are preserved (coatings are typically 1–5 microns thick)
- Broad material compatibility
- Clean process with no hazardous chemical byproducts
- Sub-500°C processing protects pre-hardened tool steels from annealing
Use Cases of PVD
PVD is the standard coating method for cutting tools—end mills, drills, and inserts—due to its ability to deposit hard wear-resistant films like TiN, TiAlN, and CrN at temperatures that don't alter tool geometry or substrate hardness. Major OEMs including Sandvik, Kennametal, and Seco standardize PVD coatings for high-heat milling applications.
Additional industries where PVD dominates:
- Architectural and industrial hardware finishes that pass 200–240 hour ASTM B117 salt spray tests, correlating to 15–20 years of service life
- Medical devices, where biocompatible thin films improve osseointegration and resist corrosion in simulated body fluid for 25+ years
- Semiconductor and optics manufacturing, where precision thin films serve as diffusion barrier layers for advanced integrated circuits
VaporKote's PVD services cover CrN (Chromium Nitride), TiN (Titanium Nitride), AlN (Aluminum Nitride), and ZrN (Zirconium Nitride). Their specialists evaluate each application against wear resistance, corrosion protection, and thermal conductivity requirements to select the right coating for the job.
What is CVD?
CVD (Chemical Vapor Deposition) is a process in which vaporized chemical precursors are introduced into a chamber where they react at or near the heated substrate surface to form a solid coating. The coating is chemically grown rather than physically deposited.
For heavy industrial applications, diffusion-based CVD—including boronizing and aluminizing—goes a step further: the process drives elements deep into the substrate surface to form an intermetallic compound. The coating is not a separate layer but part of the metal itself, resulting in exceptional adhesion, hardness, and resistance to delamination.
Main CVD subtypes for industrial coatings:
- Thermal CVD: High-temperature (700°C–1,050°C), used for tool coatings like Al₂O₃ and TiCN on carbide inserts
- PECVD (Plasma-Enhanced CVD): Lower temperature (150°C–490°C), used for DLC coatings on heat-sensitive substrates
- Diffusion CVD: Pack cementation/chemical vapor infiltration for boronizing and aluminizing large industrial parts
The most widely employed method for large industrial components is pack cementation, a solid-state diffusion process where a component is buried in a powder mixture containing a donor metal (aluminum, chromium, or boron), a halide activator, and an inert filler.
When heated to 850°C–1,150°C, volatile halide gases form and deposit the donor metal onto the surface, where it diffuses into the base alloy.
Core benefits for industrial operations:
- Extreme surface hardness (1500–2231 HV in diffusion CVD)
- Superior corrosion resistance in aggressive chemical environments
- Thermal stability for high-heat operations
- Conformal coverage for complex part geometries
- Metallurgical bonding that prevents delamination
In practice, those properties reduce downtime and stretch component replacement intervals significantly—as the use cases below demonstrate.
Use Cases of CVD
CVD fits heavy industrial processes where components face abrasive slurries (mining), high-temperature corrosive gases (petrochemical and oil refining), erosion from drilling (oil & gas), and chemical attack (pulp & paper). These environments demand coatings that won't delaminate under extreme stress—precisely where diffusion CVD excels.
Quantified performance improvements:
| Sector | Component | Coating | Results |
|---|---|---|---|
| Oil & Gas | Production tubing (corrosive brines, H₂S, CO₂) | Boronizing | Extended run life by 3–10x; saved $355,565 across four wells by avoiding interventions |
| Petrochemical | Reformer tubes (1100°C cyclic oxidation) | Aluminizing | Reduced oxide scale thickness by 72% (from 22 µm to 6 µm after 100 hours) |
| Mining/Drilling | Fluid pump cylinder and piston rod (abrasive mud at 205°C) | Boronizing | Reduced wear rate by ~5x; passed 90h indoor and 60h field tests without obvious wear |

VaporKote's CVD diffusion coating services—boronizing and aluminizing—are engineered for exactly these industries. The company processes large components up to 68 inches in diameter using industrial-grade furnaces and formulates powder mixes on-site, so each coating is tuned to the part's specific alloy, geometry, and operating environment.
PVD vs CVD: Which Should You Choose?
The right choice is driven by four key factors: substrate temperature tolerance, required hardness/wear performance, component geometry complexity, and operating environment (corrosive, abrasive, high-heat, or decorative).
Choose PVD When:
- The substrate is temperature-sensitive or precision-ground (cannot tolerate 800°C+ processing)
- The application requires thin, precise coatings on cutting tools or decorative components
- The geometry is relatively simple with line-of-sight surfaces
- Processing cost per part is critical (PVD batch costs are $0.09–$0.15 per small part)
- Cycle time is important (1–3 hours for most PVD coatings)
Example: A manufacturer of carbide end mills needs TiAlN coatings for high-heat machining. PVD applies the coating at 200°C–500°C, preserving the tool's hardened substrate and tight tolerances. Tool life improves by 60% compared to uncoated inserts.
Choose CVD (Especially Diffusion CVD) When:
- The component operates under extreme wear, erosion, or corrosion
- The substrate can tolerate process temperatures (800°C–1,150°C)
- The geometry is complex or includes internal surfaces that need uniform coverage
- Maximum surface hardness and coating bond strength are non-negotiable
- Coating cost is a fraction of unplanned replacement or downtime
Example: An oil production company experiences premature failure of production tubing in corrosive wells with H₂S and CO₂. Switching to boronized tubing extends run life by 3–10x and saves $355,565 by avoiding unplanned workovers.
Cost Considerations
Beyond technical fit, cost structure often tips the final decision. PVD equipment requires high initial capital investment but delivers low per-part costs for high-volume applications. A typical PVD batch costs $14–$22 to run; when loading hundreds of small parts, the cost drops to $0.09–$0.15 per part.
CVD diffusion coatings involve more process intensity (16+ hours at 1,050°C for pack cementation). However, the ROI is driven by dramatically extended component service life and reduction in maintenance costs. In the mining sector, unplanned downtime costs an average of $180,000 per incident. By using boronized or aluminized components that last 3–10x longer, operators eliminate multiple six-figure shutdown events over the lifecycle of a facility.

Real-World Applications: CVD Diffusion Coatings in Heavy Industry
The Challenge
A component in a petrochemical or mining application experiences premature failure due to abrasive wear or corrosive attack, forcing costly unplanned shutdowns and parts replacement. In oil & gas production tubing, for example, rod-pumped wells with corrosive brines, H₂S, CO₂, and rod wear destroy standard steel tubing in months.
The Decision to Switch to CVD Diffusion Coating
Triggering factors include:
- Total cost of frequent replacement (material + labor)
- Equipment downtime costs ($180,000 per incident in mining)
- Search for a surface treatment harder than tungsten carbide alternatives
Quantified Outcomes
Oil & Gas Production Tubing
Field trials show boronized production tubing extends run life by 3 to 10 times compared to uncoated steel. In one field trial, boronized tubing avoided 3 interventions on average, saving $355,565 across four wells.
Petrochemical Reformer Tubes
Gas-phase aluminizing of HP-MA heat-resistant steel reformer tubes reduced oxide scale thickness by 72% (from 22 µm to 6 µm after 100 hours at 1100°C), halting metal dusting and degradation.
Mining/Drilling Fluid Pumps
Boronizing 17-4PH fluid pump cylinders and piston rods reduced wear rate by ~5x (from 16.4 × 10⁻⁵ to 3.3 × 10⁻⁵ mm³/Nm). Components passed 90-hour indoor durability tests and 60-hour abrasive field tests without measurable wear.
The Takeaway
When the operating environment is severe and component failure is expensive, CVD diffusion coatings consistently outperform PVD and other surface treatments. The right process—boronizing or aluminizing—depends on your base material and failure mode.
Ready to identify which CVD diffusion coating fits your component? Contact VaporKote at (714) 632-8607 or sales@vaporkote.com.
Conclusion
The right coating process comes down to what your components actually face in service:
- PVD suits precision, temperature-sensitive parts requiring thin, hard surface films—primarily tooling and light industrial applications
- CVD diffusion processes (boronizing, aluminizing) are the better fit when components face extreme wear, corrosion, or high-heat environments where long-term bond integrity is non-negotiable
That distinction drives a real cost decision. For industries like petrochemical, mining, and oil & gas, choosing the correct CVD diffusion coating upfront can save hundreds of thousands of dollars in annual maintenance costs while preventing the component failures that cause costly production stoppages. VaporKote's thermal diffusion services are built specifically for these high-stakes environments—helping engineers extend component life and reduce unplanned downtime.
Frequently Asked Questions
What is the difference between CVD and PVD coating?
PVD uses physical vaporization (no chemical reaction) to deposit a thin film at low temperatures (150°C–500°C), while CVD uses chemical reactions between vapor-phase precursors and the substrate to grow the coating. In diffusion CVD, this creates a metallurgically bonded intermetallic compound for superior hardness and adhesion.
What is a CVD coating?
In industrial diffusion CVD, elements like boron or aluminum are driven into the substrate metal, forming a hard intermetallic compound rather than a deposited surface layer. This differs from standard CVD, where vaporized chemical compounds simply react at the surface to build a solid film.
When to use CVD vs PVD?
Use PVD for precision, temperature-sensitive parts like cutting tools and decorative components. Use CVD (especially diffusion CVD) when components face extreme wear, abrasion, or corrosion in heavy industrial environments and maximum surface hardness with metallurgical bonding is required.
How long will PVD last?
Lifespan depends on the operating environment, but results in industrial applications are well-documented. TiN-coated carbide cutting inserts show a 60% improvement in tool life compared to uncoated versions. In high-wear industrial settings, PVD-coated components routinely outperform uncoated counterparts across thousands of machining cycles.
What is the difference between physical and chemical vapor deposition?
Physical vapor deposition converts a solid source into vapor through physical energy (heat, arc, or sputtering) and condenses it onto the substrate. Chemical vapor deposition relies on chemical reactions between gaseous precursors and the substrate surface, making the fundamental distinction one of mechanism: physical transfer vs. chemical bonding.
What is the difference between CVD and PECVD?
PECVD (Plasma-Enhanced CVD) uses plasma to activate chemical reactions at much lower temperatures (150°C–490°C) compared to standard thermal CVD which requires 700°C–1,050°C+. PECVD is commonly used for DLC coatings on heat-sensitive substrates, while thermal and diffusion CVD remain preferred for high-hardness industrial coatings.