Introduction
Above 500°C, heat exchangers stop behaving like engineered systems and start behaving like consumables — unless the right materials and protections are in place. Standard designs fail under extreme thermal stress, aggressive chemical attack, and relentless oxidation. Creep deformation alone accounts for approximately 30% of all tube failures in high-temperature boilers and reformers, while oxidation, sulfidation, and thermal cycling compound the damage. In petrochemical plants, gas turbines, and industrial furnaces, heat exchangers must transfer enormous energy while surviving conditions that would destroy conventional equipment within weeks.
This guide breaks down what separates high-temperature heat exchangers from standard equipment — covering the failure mechanisms that shorten service life, the alloys and ceramics built to survive extreme conditions, and the diffusion coating strategies that dramatically extend component longevity.
TLDR
- High-temperature heat exchangers operate above 500°C where standard materials fail rapidly
- Creep, oxidation, and thermal fatigue are the dominant failure mechanisms at elevated temperatures
- Nickel superalloys cost 10-50x more than standard stainless steel, making material selection critical
- Ceramic materials like silicon carbide enable operation above 1000°C where metals cannot survive
- Diffusion coatings (aluminizing and boronizing) extend component life at a fraction of exotic alloy costs
What Is a High-Temperature Heat Exchanger?
High-temperature heat exchangers are specialized units engineered for continuous or intermittent operation above approximately 500°C (932°F). While engineering standards generally define the high-temperature threshold at 600°C, the transition begins around 500°C where ASME Section VIII requires special design considerations for ferritic and austenitic materials.
These units transfer heat between fluid streams—gas-to-gas, gas-to-liquid, or liquid-to-liquid—in environments where temperatures would rapidly destroy standard equipment. They appear across industrial furnaces, combustion systems, chemical reactors, and gas turbines — anywhere sustained extreme heat is part of the process.
What Makes High-Temperature Service Different
Standard heat exchangers typically operate below 300°C using common carbon steels or 304/316 stainless steel. Above that threshold, the engineering challenges don't just scale — they change in kind:
- Compound loading: Higher pressure differentials and corrosive process streams arrive alongside the elevated temperatures — not as separate problems, but simultaneously
- Thermal cycling damage: Each startup and shutdown cycle drives expansion and contraction stresses that accumulate as fatigue at welds and tube-to-tubesheet joints
- Radiation dominates heat transfer: Above 600°C, radiation becomes the primary heat transfer mechanism due to the Stefan-Boltzmann fourth-power law
- Time-dependent material behavior: Allowable stresses transition from static yield/tensile strengths to time-dependent creep properties

Unique Challenges of High-Temperature Heat Exchangers
Thermal Stress and Creep
Creep is time-dependent, irreversible deformation that develops under constant load at elevated temperatures. Creep fractures cause an estimated 10% of all power-plant breakdowns and 30% of all tube failures in boilers and reformers.
Thermal cycling creates additional stress through differential expansion and contraction. Tubes, tube sheets, and welded joints expand at different rates, generating stress concentrations that lead to cracking.
The ASME Boiler and Pressure Vessel Code limits allowable stresses based on criteria such as 1% creep strain in 100,000 hours or 67% of the minimum stress to rupture.
Oxidation and High-Temperature Corrosion
Above 600°C, oxygen, sulfur compounds, and chlorides attack metal surfaces at accelerated rates. The result: scale formation, pitting, and intergranular corrosion that rapidly reduces wall thickness and structural integrity.
Hydrogen sulfide (H₂S) corrosion rates accelerate with temperature and pressure, rendering low-chromium steels inadequate. The low melting point of nickel/nickel sulfide eutectics can cause catastrophic destruction of austenitic stainless steels containing more than 25% nickel in sulfur-bearing environments.
Fouling and Scaling at Elevated Temperatures
At high temperatures, dissolved minerals, carbonaceous deposits, and reaction byproducts precipitate faster onto heat transfer surfaces. This increases thermal resistance, reduces efficiency, and creates hotspots that accelerate localized corrosion.
In delayed coking processes operating above 450°C, asphaltene solubility actually decreases with rising temperature, leading to rapid formation of porous coke deposits on tubes. A fouling factor increase of just 0.0002 m²·K/W can raise energy consumption by 10-15% in typical industrial heat exchangers.
Key consequences of high-temperature fouling include:
- Reduced heat transfer coefficients, forcing higher fuel consumption to maintain output
- Localized hotspots that accelerate corrosion and shorten tube service life
- Unplanned shutdowns for mechanical cleaning or chemical treatment
- Accelerated deposit formation in sulfur-rich or hydrocarbon-heavy process streams
The 2/3 Rule: Strength Degradation
Metals begin to lose significant mechanical strength when operating temperatures approach two-thirds of their absolute melting point (measured in Kelvin). Creep deformation becomes significant at temperatures above 0.4 to 0.5 times the absolute melting temperature, with the 0.67 Tm (2/3 rule) marking the onset of severe creep-limited design behavior.
This threshold is critical for material selection. Above 500°C, standard yield-strength calculations no longer apply: engineers must design for time-dependent creep properties instead.
Pressure and Thermal Fatigue Interaction
High-temperature environments are rarely static. Startup/shutdown cycles combined with high-pressure differentials compound fatigue at welds and tube-to-tubesheet joints. This interaction makes design and material choices far more consequential than in ambient-temperature applications.
Materials Used in High-Temperature Heat Exchangers
Nickel-Based Superalloys (Inconel, Hastelloy)
Nickel-based alloys dominate extreme high-temperature service for one reason: their simultaneous oxidation resistance, creep resistance, and strength retention above 800°C.
Key alloys include:
- Inconel 625: Service temperatures up to 982°C (1800°F), with outstanding resistance to oxidation, carburization, and chloride-ion stress-corrosion cracking
- Hastelloy X: Exceptional oxidation resistance and ductility after prolonged exposure at 870°C (1600°F), with maximum service temperatures reaching 1177°C (2150°F)
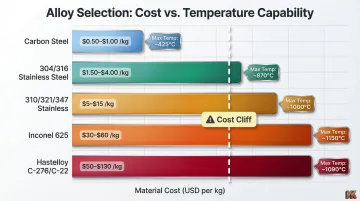
The cost cliff: While standard 304/316 stainless steels cost approximately $1.50–$4.00/kg, Hastelloy C-276 and C-22 command $50–$130/kg, a 10x–50x premium justified by the consequence of material failure in aerospace ducting, chemical reactors, and power generation equipment operating near their thermal limits.
High-Alloy Stainless Steels (310, 321, 347 Grades)
For mid-temperature service (300°C–700°C), high-alloy austenitic stainless steels offer a balance of cost, fabricability, and corrosion resistance.
Common grades:
- 321H / 347H: Stabilized with titanium and niobium respectively, offering excellent long-term creep resistance and continuous service up to 700°C–850°C
- 310S: Features high chromium and nickel content, providing very good oxidation resistance for continuous operation up to 1050°C
Important limitation: Standard 304 and 316 grades are not recommended for sustained service above 425°C–538°C without specific carbon content controls (304H/316H) due to rapid drop-offs in allowable stress and susceptibility to oxidation.
Titanium and Titanium Alloys
Despite titanium's high melting point, Ti-6Al-4V is strictly limited to service temperatures of approximately 350°C (660°F). At higher temperatures, oxygen diffuses into the matrix, creating a highly embrittled surface layer known as "alpha-case" which develops cracks under tensile load.
Where titanium does excel in heat exchanger service:
- Chemical processing streams with highly corrosive fluids (chlorides, acids) at moderate temperatures
- Offshore and marine applications where seawater corrosion is the primary threat
- Weight-sensitive designs where its strength-to-weight ratio justifies the temperature limitation
Ceramic and Refractory Materials
For truly extreme temperatures above 1000°C, ceramics are the only viable option.
Key ceramic materials:
- Silicon Carbide (SiC): Sintered alpha silicon carbide operates reliably in air up to 1900°C (3450°F), is 50% harder than tungsten carbide, and possesses thermal conductivity 5x greater than stainless steel
- Alumina (Al₂O₃): High-purity alumina (99.8%) has a maximum no-load service temperature of 1750°C
Ceramics are deployed in recuperators, gas turbine pre-heaters, and industrial furnace heat recovery systems where metallic alloys would melt or experience severe creep.
Protective Surface Coatings as a Material Strategy
Rather than using expensive superalloys throughout, engineers frequently apply diffusion coatings to the surface of lower-cost substrates. Coatings like aluminide and boride layers achieve superior oxidation and corrosion resistance at a fraction of the cost of exotic base materials. For large installations, this approach can reduce material costs by 60–80% while meeting the same service life targets as solid superalloy construction. VaporKote's aluminizing and boronizing services are applied specifically for this purpose across heat exchanger components in petrochemical, power generation, and industrial furnace applications.
Common Types and Designs for High-Temperature Service
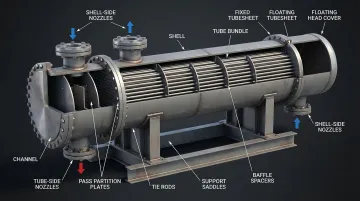
Shell and Tube Heat Exchangers
Shell-and-tube designs dominate high-temperature industrial service for several reasons:
- High pressure capability: Robust construction handles both high temperatures and pressures simultaneously
- Thermal expansion management: Floating heads and expansion joints accommodate differential thermal growth between shell and tubes
- Material compatibility: Compatible with high-alloy tube materials and special metallurgies
- Field-proven reliability: Decades of operational data in refineries and chemical plants
TEMA standards (Class R for refineries, Class B for chemical, Class C for commercial) dictate the use of floating heads and expansion joints to prevent structural failure from thermal stress.
Compact and Plate-Fin Heat Exchangers
Conventional gasketed plate heat exchangers fail at high temperatures. Two advanced compact designs can handle high-temperature service where conventional plates fail:
- Printed Circuit Heat Exchangers (PCHEs): Diffusion-bonded microchannel plates rated for up to 900°C (1650°F) and pressures exceeding 1,000 bar (14,500 psi) — up to 85% smaller and lighter than equivalent shell-and-tube units
- Silicon carbide plate exchangers: Enable operation above 1,000°C in corrosive gas streams where metallic designs cannot survive
Recuperators and Regenerators
Two specialized high-temperature design archetypes serve industrial combustion and process heating:
- Recuperators: Transfer heat continuously through a separating wall with separate flow paths for hot and cold fluids (direct exchange)
- Regenerators: Utilize an intermediate thermal storage matrix (e.g., brickwork or ceramics) where hot and cold fluids alternately pass through the same path
Regenerators are often required when exhaust temperatures exceed metallic limits, such as in glass melting furnaces operating above 1200°C.
Industries and Applications
Petrochemical, Oil Refining, and Gas Processing
Refineries deploy high-temperature heat exchangers in the most aggressive environments:
- Fired heater tubes: Operate in direct flame contact with temperatures exceeding 800°C
- Crude oil pre-heaters: Handle sulfur-bearing feedstocks that accelerate high-temperature corrosion
- Hydrogen reformers: Operate at 700°C–900°C with catalytic reactions and steam
- Catalytic crackers: Face both high temperatures and asphaltene fouling that accelerates above 450°C
Hastelloy C-276 is extensively used for severe duties involving corrosive fluids, high pressures, and temperatures in refinery service.
Power Generation and Aerospace
Gas turbines: Inconel 625 is widely used in aerospace ducting, engine exhaust systems, and gas turbine recuperators. The AGT 1500 tank engine recuperator heats inlet air to 538°C using Inconel 625 construction.
Supercritical CO₂ Brayton cycles: PCHEs are increasingly deployed in sCO₂ pre-coolers and nuclear intermediate heat exchangers where compact size and high-pressure capability are critical.
Boiler superheaters: Operate at 500°C–600°C in coal-fired and combined-cycle power plants, requiring creep-resistant alloys.
Industrial Manufacturing and Metalworking
These same thermal demands appear across a broad range of industrial processes. Silicon carbide plate heat exchangers and ceramic recuperators are deployed for high-temperature flue gas heat recovery in:
- Industrial furnaces operating above 1000°C
- Heat treatment processes for metals
- Sintering systems for powder metallurgy
- Glass manufacturing with exhaust temperatures exceeding 1400°C
- Waste-to-energy incinerators
VaporKote serves customers across manufacturing and metal heat treating with boronizing and aluminizing services that extend the service life of heat exchanger components operating under these high-temperature, corrosive conditions.
Extending the Life of High-Temperature Heat Exchangers with Protective Coatings
Why Surface Protection Is Critical at High Temperatures
Even premium nickel alloys experience surface oxidation, sulfidation, and carburization in aggressive high-temperature service. Without a protective surface barrier, the base metal degrades rapidly, leading to tube failures, unplanned shutdowns, and costly replacements.
Protective diffusion coatings offer a cost-effective alternative to specifying exotic alloys throughout. By applying a thin protective layer to a lower-cost substrate, engineers achieve superior surface protection at a fraction of the cost.
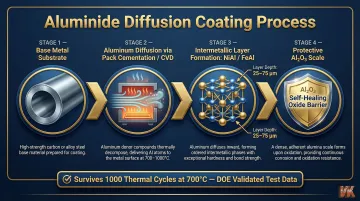
Aluminizing (Aluminide Diffusion Coatings)
Aluminizing diffuses aluminum into the surface of the base metal via chemical vapor deposition or pack cementation. This creates an aluminum-rich intermetallic layer (such as NiAl or FeAl) that acts as a reservoir for regenerating a protective aluminum oxide (Al₂O₃) scale.
Performance data: In DOE-sponsored tests, a thin (~5µm) CVD aluminide coating on 304L and Fe-9Cr-1Mo steels survived 1000 1-hour cycles at 700°C and 500 cycles at 800°C in water-vapor environments without significant spallation—drastically extending service life compared to uncoated steels.
Key benefits:
- Outstanding resistance to oxidation and hot corrosion in environments up to extreme temperatures
- Self-healing oxide scale that reforms if damaged
- Cost-effective compared to specifying solid nickel superalloys
- Compatible with carbon steels, low-alloy steels, and stainless steels
Boronizing (Boride Diffusion Coatings)
Boronizing creates an extremely hard surface layer through thermochemical diffusion of boron into steel substrates. The resulting iron boride (Fe₂B) layers achieve surface hardness ranging from 1450 to 2000 HV (Vickers)—harder than tungsten carbide cutting tools.
This extreme hardness provides exceptional resistance to:
- Abrasive particle erosion from high-velocity process streams
- Sliding wear and mechanical friction at contact points
- High-temperature corrosion up to 600°C in chemically aggressive environments
Boronizing is ideal for heat exchanger components that face both abrasive media and high-temperature chemical attack simultaneously, such as tube supports, baffles, and headers in fluidized bed combustors or coal-fired systems.
VaporKote's Diffusion Coating Services for Heat Exchanger Components
VaporKote has been providing precision aluminizing and boronizing services since 1987, with large-capacity furnaces capable of processing components up to 68 inches in diameter. The company serves heat exchanger manufacturers alongside petrochemical refining, oil production, aerospace, and industrial manufacturing operations.
Key capabilities:
- Aluminized heat exchanger tubing: Designed for optimal protection against high-temperature corrosion and oxidation in thermal processing systems
- Custom powder formulation: Unlike competitors, VaporKote formulates powder mixes on-site, tailoring each coating to meet unique requirements for specific corrosion environments
- Industrial-scale capacity: Furnaces process components up to 68 inches in diameter, accommodating full-size heat exchanger assemblies and headers
- Metallurgical analysis and certification: Adherence to ASTM, ASME, SAE, and API standards with detailed documentation of coating thickness, diffusion depth, and performance characteristics
For engineers evaluating coating options, VaporKote provides metallurgical documentation alongside each project — giving procurement and reliability teams the data they need to justify the specification.
Frequently Asked Questions
What are the 2/3 and 10/13 rules for high temperature heat exchangers?
The 2/3 rule marks the temperature threshold—two-thirds of a metal's absolute melting point in Kelvin—at which significant strength loss begins. The 10/13 rule, per API 521, states that if the low-pressure side's design pressure is at least 77% of the high-pressure side's, engineers may omit shell-side pressure relief valves for tube rupture scenarios.
What materials are used in high temperature heat exchangers?
Primary materials include nickel-based superalloys (Inconel, Hastelloy) for the highest temperatures, high-alloy stainless steels (310, 321, 347) for mid-range service, and ceramics (silicon carbide, alumina) for ultra-high-temp applications above 1000°C. Diffusion coatings applied to lower-cost base metals provide a cost-effective surface protection strategy.
What are the 3 C's of heat transfer?
The 3 C's are Conduction (heat transfer through a solid medium), Convection (heat transfer via fluid movement), and a third mechanism—typically Radiation in high-temperature contexts. All three mechanisms are present in high-temperature heat exchanger operation, with radiation becoming increasingly significant as temperatures rise above 400°C.
What industries use high-temperature heat exchangers?
Key industries include petrochemical and oil refining, power generation (gas turbines, boilers), aerospace (engine thermal management), industrial furnace manufacturing, metalworking and heat treating, chemical processing, and waste heat recovery.
How do you prevent corrosion in high-temperature heat exchangers?
Key strategies include selecting corrosion-resistant alloys, applying diffusion coatings (aluminizing, boronizing), controlling process chemistry to limit aggressive species like sulfur and chlorides, and maintaining regular inspection programs. Diffusion coatings provide cost-effective protection by forming stable oxide scales that resist further attack.
What is the difference between a standard and high-temperature heat exchanger?
Standard heat exchangers operate below ~300°C using common stainless steels and carbon steels, while high-temperature units require specialized alloys, design features like expansion joints and floating heads, and often surface coatings to manage creep, oxidation, and thermal fatigue. High-temperature designs must account for time-dependent material behavior rather than simple yield strength calculations.