Introduction
Shell and tube heat exchangers handle some of the harshest conditions in industry—high-pressure steam in power plants, corrosive process fluids in petrochemical facilities, and continuous thermal cycling in oil refineries. Choosing the wrong manufacturer doesn't just affect efficiency; it can mean unplanned shutdowns, tube failures, and serious safety incidents.
A poorly specified unit or an under-qualified supplier introduces risk at every stage: materials selection, ASME certification, and long-term uptime.
Yet with dozens of global manufacturers offering varying material capabilities, ASME certifications, and thermal design expertise, procurement teams face a complex decision. This guide profiles five leading shell and tube heat exchanger manufacturers, explains the technical differences that matter, and outlines the evaluation criteria engineers should use before issuing an RFQ.
TL;DR
- Shell and tube heat exchangers dominate oil & gas, refining, chemical, and power applications due to their high-pressure and high-temperature capabilities
- Top manufacturers earn their reputation through ASME U-Stamp certification, TEMA compliance, material versatility, and proven thermal design capability
- The five OEMs profiled here serve global industrial markets with proven performance in critical applications
- Long-term reliability depends on surface protection: corrosion and fouling degrade heat exchanger performance faster than most procurement teams expect
- Use this guide's selection framework to match manufacturers to your process severity, materials, and code compliance needs
Overview of Shell and Tube Heat Exchangers in Industrial Applications
A shell and tube heat exchanger is a pressure vessel that transfers heat between two fluids via a bundle of tubes enclosed in a cylindrical shell—one fluid flows through the tubes (tube side) while the other flows over the tubes (shell side). This design dominates heavy industry because it handles high-pressure, high-temperature, and corrosive environments that would overwhelm plate or air-cooled designs.
Market scale reflects industrial reliance: The global shell and tube heat exchanger market was valued at USD $6.72 billion in 2024 and is projected to grow at a 5.6% CAGR to reach $9.2 billion by 2030, according to Grand View Research. The chemical sector alone accounted for 22.2% of global revenue in 2024.

At that scale and across that many applications, the manufacturer's capabilities directly shape equipment reliability, service life, and maintenance costs.
Top Shell and Tube Heat Exchanger Manufacturers
The following manufacturers were selected based on engineering capability, ASME/TEMA certification adherence, industry reputation, material and customization options, and track record across critical industrial sectors.
Graham Corporation
Graham Corporation, founded in 1936 and headquartered in Batavia, NY, serves defense, energy, and petrochemical processing markets. The company specializes in surface condensers, process condensers, and Heliflow spiral tube heat exchangers for demanding, high-consequence applications.
Graham holds the 6th oldest ASME U-Stamp in the world (Certificate #79), held continuously since 1958 — a distinction that reflects deep expertise in vacuum and heat transfer technology and a long track record in defense and space-related programs.
| Attribute | Details |
|---|---|
| Key Industries Served | Defense, refining, petrochemical, power generation, Navy nuclear propulsion |
| TEMA/ASME Compliance | ASME U-Stamp (Cert #79), ISO 9001:2015, PED (Pressure Equipment Directive) |
| Notable Capabilities | Vacuum systems, Navy nuclear propulsion condensers, Heliflow spiral tube technology |
Koch Heat Transfer Company (Now Metalforms LLC)
Koch Heat Transfer, formerly part of Koch Industries, built a strong reputation in shell and tube heat transfer equipment for oil & gas, refining, and chemical industries. As of September 5, 2024, Koch Heat Transfer's brands and intellectual property were acquired by Metalforms LLC (TransTech).
The standout technical offering is proprietary TWISTED TUBE® technology, which eliminates baffles and flow-induced vibration. The manufacturer also brings large-scale production capacity and engineering support for debottlenecking and revamping existing heat exchanger systems.
| Attribute | Details |
|---|---|
| Key Industries Served | Oil & gas, refining, chemical processing, petrochemical |
| TEMA/ASME Compliance | ASME U, U2, U3, S; TEMA R, C, B; API 660 |
| Notable Capabilities | TWISTED TUBE® design (eliminates baffles, reduces vibration), BROWN FINTUBE®, ALCO Hairpin exchangers |
Procurement note: All RFQs, spare parts requests, and service inquiries must now be directed to Metalforms LLC. Verify certifications under the new ownership structure.
Tranter, Inc.
Tranter, founded in 1932 with operations in Plano and Houston, TX, is a global heat transfer solutions provider. While Tranter specializes in plate heat exchangers, their Supermax® Shell-and-Plate heat exchanger is positioned as a high-pressure, high-temperature alternative to traditional shell and tube designs.
Supermax® Shell-and-Plate units operate up to 103 barg and 540°C, covering a wide range of materials and custom configurations through a global manufacturing footprint.
| Attribute | Details |
|---|---|
| Key Industries Served | HVAC, industrial process, chemical processing, power generation |
| TEMA/ASME Compliance | ASME VIII-1, ASME U-Stamp (Cert #8698), PED |
| Notable Capabilities | Supermax® Shell-and-Plate (compact alternative to shell & tube), global service network |
Procurement note: Tranter does not manufacture traditional shell and tube heat exchangers. Supermax® is a shell-and-plate hybrid design.
Kelvion (Formerly GEA Heat Exchangers)
Kelvion is a global manufacturer spun off from GEA Group in 2014/2015, headquartered in Herne, Germany. The company serves energy, chemical, HVAC, and process industries with a broad portfolio of heat exchanger types.
Kelvion combines global scale with strong R&D investment and compliance across international standards — ASME, TEMA, AD 2000, EN 13445, and PED — making it a practical choice for multinational projects with varied regulatory requirements.
| Attribute | Details |
|---|---|
| Key Industries Served | Energy, chemical processing, HVAC, refrigeration, power generation |
| TEMA/ASME Compliance | ASME, TEMA, AD 2000, EN 13445, PED |
| Notable Capabilities | Shell & Tube Double Safety line (double-wall leak detection), handles up to 320 bar and 550°C, global service network |
Procurement note: Kelvion's Shell & Tube Double Safety line is critical for applications where media mixing must be prevented (for example, chlorine liquefaction, polysilicon treatment).
API Heat Transfer
API Heat Transfer, founded in 1947 and headquartered in Buffalo, NY, is a US-based manufacturer specializing in thermal management solutions for petrochemical, HVAC, industrial, and power generation applications.
API is an engineering-to-order operation with broad material options for corrosive environments — duplex stainless, Hastelloy, Inconel, Monel, and titanium — and established approvals with major end users and EPCs.
| Attribute | Details |
|---|---|
| Key Industries Served | Petrochemical, HVAC, industrial processing, power generation |
| TEMA/ASME Compliance | ASME U-Stamp (Cert #4841), TEMA, PED, CRN (Canadian Registration Number) |
| Notable Capabilities | All TEMA types, Basco custom engineered units, Hairpin exchangers, extensive exotic alloy capabilities |
Procurement note: API is well-suited for highly corrosive environments requiring specialty materials and custom configurations.
How We Chose the Best Shell and Tube Heat Exchanger Manufacturers
Many buyers make the mistake of selecting manufacturers based on price alone or brand name without verifying technical depth, code compliance, or capacity to handle their specific application requirements. The evaluation framework below ensures you're comparing OEMs on criteria that matter.
ASME Section VIII and TEMA Compliance Are Non-Negotiable
ASME BPVC Section VIII governs pressure vessel design and fabrication. Division 1 uses a "design-by-rule" approach and authorizes the "U" stamp. Division 2 applies more rigorous design-by-analysis and NDE requirements, permitting higher design stress intensities and thinner vessels—authorized by the "U2" stamp.
TEMA standards define the mechanical design rigor of shell and tube heat exchangers through three classes:
- Class R: Severe petroleum and refining service (heaviest construction, recessed flanges)
- Class B: Chemical process service (often stainless or high-alloy construction)
- Class C: General commercial and moderate process applications
The class you specify must match the severity of your operating environment. Verify that your selected manufacturer holds the appropriate ASME stamp and designs to the correct TEMA class.
Material and Fabrication Capability Separate the Leaders
Shell and tube heat exchangers in aggressive environments (refining, chemical processing) require manufacturers experienced with materials like duplex stainless steel, titanium, Hastelloy, Inconel, and Monel—not just carbon steel. Verify that your shortlisted OEMs have documented experience fabricating with the alloys your application demands.
Surface Protection Extends Component Life and Reduces Total Cost of Ownership
Long-term performance of shell and tube heat exchangers depends heavily on how well the internal and external surfaces of tubes and shells resist corrosion and fouling. Fouling in U.S. crude preheat trains alone costs an estimated $1 to $1.2 billion annually, according to a 2024 study in Heat Transfer Engineering.
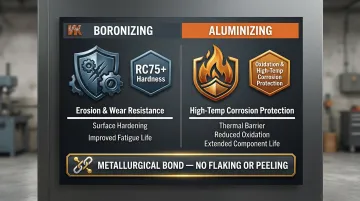
Leading manufacturers either apply or partner with specialists for protective surface treatments. Diffusion coating technologies—such as boronizing and aluminizing—meaningfully extend tube and component life in high-wear, high-temperature, and corrosive service conditions.
Key performance differences between the two:
- Boronizing creates ultra-hard surfaces (RC75+ hardness) that resist erosion and wear
- Aluminizing provides superior protection against high-temperature oxidation and corrosion
- Both processes form metallurgical bonds with the base metal, eliminating the flaking and peeling common with traditional coatings
VaporKote specializes in these diffusion coatings, providing boronizing and aluminizing services for heat exchanger tubes, tube sheets, and shells. Their aluminized heat exchanger tubing is specifically engineered for high-temperature corrosion protection in thermal processing systems.
After-Sales Support and Long-Term Partnership Matter
Evaluate the manufacturer's ability to support inspection, retubing, spare parts availability, and performance upgrades across the equipment's full service life. The best OEMs stay engaged well beyond initial delivery.
Conclusion
The right shell and tube heat exchanger manufacturer is not just a supplier—they are a long-term engineering partner whose capabilities in design, materials, compliance, and support directly impact plant reliability and operating costs.
Move beyond brand recognition and conduct a structured evaluation using TEMA classification, material compatibility, code compliance history, and demonstrated experience in your specific industry. Verify ASME certifications using the official ASME Certificate Holder Search, not marketing claims.
Even the best heat exchanger underperforms when its components succumb to corrosion, erosion, or wear. VaporKote's diffusion coatings (boronizing and aluminizing) extend component life, reduce maintenance frequency, and protect critical equipment in demanding service conditions—used by heat exchanger manufacturers and industrial operators across petrochemical, oil refining, and processing industries.
With over 37 years of experience and adherence to ASTM, ASME, SAE, and API standards, VaporKote provides engineering consulting, custom coating services, and manufacturing capabilities for large components up to 68 inches in diameter.
Contact VaporKote today at (714) 632-8607 or sales@vaporkote.com to learn how diffusion coatings can protect your heat exchanger components and reduce long-term maintenance costs.
Frequently Asked Questions
What is the difference between TEMA Class R, C, and B for shell and tube heat exchangers?
TEMA classes define construction rigor: Class R covers severe petrochemical and refining service, Class C handles general commercial use, and Class B addresses chemical process applications — often with stainless or high-alloy materials. Select the class that matches your operating environment's severity.
What materials are commonly used in shell and tube heat exchanger manufacturing?
Common materials include carbon steel, stainless steel (304/316), duplex stainless, titanium, and nickel alloys such as Hastelloy, Inconel, and Monel. Selection depends on fluid chemistry, temperature, pressure, and corrosion risk — with specialty alloys required for aggressive service.
What ASME code governs the design and fabrication of shell and tube heat exchangers?
ASME Section VIII Division 1 (or Division 2 for high-pressure designs) governs pressure vessel design and fabrication. TEMA standards provide additional mechanical design guidelines specific to shell and tube heat exchangers. ASME sets the pressure boundaries; TEMA defines exchanger-specific mechanical details.
How do I verify that a shell and tube heat exchanger manufacturer is qualified?
Check for ASME "U" stamp certification using the official ASME Certificate Holder Search. Verify TEMA compliance documentation, request client references in relevant industries, and consider engaging a third-party inspection agency to witness fabrication and testing milestones.
What is the typical lead time for a custom shell and tube heat exchanger?
Custom units typically require 8 to 16 weeks, with complex designs stretching longer. Tube material procurement is the main bottleneck — especially for specialty alloys. Early manufacturer engagement with a clear specification package keeps lead times predictable.
How does corrosion affect shell and tube heat exchanger performance and lifespan?
Corrosion on tube surfaces and tube sheets reduces heat transfer efficiency, increases fouling rates, and can lead to tube failure and process fluid contamination. Diffusion coatings — such as boronizing and aluminizing applied by specialists like VaporKote — or corrosion-resistant alloy selection are the primary defenses, extending service life and preventing costly failures.