Introduction
Choose the wrong heat treatment for an aluminum alloy and you're looking at scrapped parts, weakened tensile strength, or costly rework that halts production. Yet with five distinct processes available — each producing different mechanical outcomes — the selection is rarely straightforward.
Aluminum alloys don't all respond to heat treatment the same way. Process parameters, alloy series, and target properties all determine which treatment delivers the result you need.
This guide covers the five main aluminum heat treatment types, how each works, and which applications they're suited for — from structural aerospace components to heat exchanger tubing in petrochemical service.
TL;DR
- Aluminum heat treatment alters strength, hardness, ductility, or internal structure of heat-treatable alloys (2XXX, 6XXX, 7XXX, and 8XXX series)
- Five main types covered: annealing, homogenizing, solution heat treatment, and both natural and artificial aging
- Each targets a different outcome, from restoring formability to maximizing tensile strength
- Choosing correctly depends on alloy series, part geometry, production stage, and desired properties
- Temperature precision is critical: tolerances as tight as ±5°F separate a properly treated part from a scrapped one
What Is Aluminum Heat Treatment?
Aluminum heat treatment is a controlled sequence of heating, holding, and cooling applied to specific aluminum alloys to alter their microstructure and achieve target mechanical properties such as strength, hardness, ductility, or internal stress relief.
Not all aluminum alloys are heat treatable. Only those with alloying elements that show sufficient solubility changes with temperature respond to these processes. The heat-treatable series include:
- 2XXX (copper-based) — high strength, common in aerospace
- 6XXX (magnesium-silicon) — versatile, widely used in extrusions
- 7XXX (zinc-based) — highest strength aluminum alloys
- 8XXX (lithium or other elements) — specialty applications
Unlike steel, aluminum doesn't undergo phase transformations during heat treatment. Instead, the process works by dissolving alloying elements into solution and then controlling how they precipitate out—which is what drives strength gains.
In practice, heat treatment is applied after forming, casting, or extrusion to bring parts up to their required performance specifications before they enter service. It's the step that bridges the gap between as-manufactured state and application-ready components.
Why Does Aluminum Need Heat Treatment?
Aluminum alloys in their as-manufactured state often carry internal stresses, uneven microstructures, or insufficient strength for their intended application. Without treatment, parts risk premature failure, dimensional instability, or poor machinability that compromises production quality and safety margins.
Performance Outcomes Enabled
Heat treatment delivers:
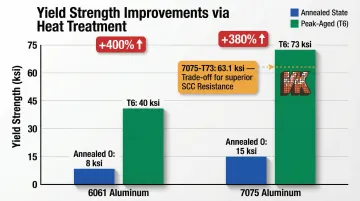
- Increased tensile and yield strength (up to 400% improvement)
- Improved hardness for wear resistance
- Restored ductility and formability for secondary operations
- Stress relief to prevent distortion during machining
- More uniform chemistry throughout the part

These outcomes are essential in sectors like aerospace, petrochemical, and heavy manufacturing where component failure carries catastrophic consequences. In high-demand applications like oil refining, mining, and heat exchanger manufacturing, heat treatment is often the first step in a broader protection strategy — followed by diffusion coatings such as aluminizing to address surface wear and corrosion. VaporKote specializes in exactly this combination, applying aluminizing and boronizing processes to heat-treated aluminum components operating in high-temperature corrosive environments.
Types of Aluminum Heat Treatments
Each of the five main types addresses a different production need and targets different properties. Choosing between them requires understanding the metal's current state, the alloy series being used, and what properties are required at the end of the process.
Annealing
Annealing is a softening process where aluminum is heated to between 570°F and 770°F (depending on alloy and part size), held for 30 minutes to 3 hours, then allowed to cool slowly. This resets the crystalline grain structure, restores slip planes, and relieves internal stresses caused by cold working or forming processes such as forging, extruding, or casting.
Unlike other heat treatments, annealing does not require a rapid quench — the slow cool is intentional, because the goal is softening rather than strengthening. It's also the only type applicable to non-heat-treatable alloys (1XXX, 3XXX, 5XXX series) that have been work hardened.
Key trade-offs to know:
- Restores formability and enables further plastic deformation without cracking
- Leaves the material in its softest, weakest state — unsuitable as a final treatment for structural components
- For 6061 aluminum, annealing reduces yield strength to approximately 8,000 psi compared to 40,000 psi in the T6 condition
Homogenizing
Homogenizing is used primarily on cast aluminum. The part is heated to just below its melting point (typically 900°F–1,000°F) and then allowed to cool slowly. This allows alloying elements that segregated during solidification—concentrated near the center while pure aluminum formed at the mold-contact edges—to redistribute evenly throughout the part.
While annealing targets grain boundary movement and stress relief, homogenizing involves the actual migration of alloying elements across the material's cross-section — operating at significantly higher temperatures. It is specifically a pre-processing step for cast parts before further forming.
The result is a more workable, uniform casting with consistent chemistry throughout. That said, it adds significant time and energy cost, does not strengthen the final part on its own, and is a preparatory step rather than a final treatment.
Solution Heat Treatment
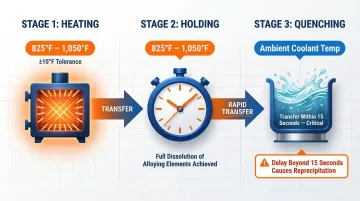
Solution heat treatment is the foundational strengthening step for precipitation-hardenable alloys. The part is heated to a narrow window — typically 825°F to 1,050°F (alloy-dependent), within ±10°F of the target per ASTM B918 — and held until all alloying elements fully dissolve into a homogeneous solid solution.
The part is then immediately quenched (most commonly in water) to freeze this distribution in place before the elements can reprecipitate.
The temperature margin is extremely tight. Delay beyond approximately 15 seconds allows elements to begin reprecipitating, degrading effectiveness. Overheating causes eutectic melting that destroys ductility and fatigue resistance; underheating produces incomplete dissolution and reduced strength.
Solution heat treatment sets the microstructural foundation for subsequent aging, enabling aluminum to reach its maximum strength potential. The trade-off is that the process demands highly precise furnace control, fast quench transfer, and can introduce residual stresses or distortion — especially in thin or complex-shaped parts.
Natural Aging
Natural aging is the precipitation hardening that begins at room temperature immediately after solution heat treatment and quenching. Trapped alloying elements gradually precipitate out of the supersaturated solid solution, locking the grain structure into place and increasing hardness over four to five days. Roughly 90% of that hardening occurs within the first 24 hours.
No additional heating is required — the process is driven entirely by room-temperature diffusion. The window to perform further forming operations narrows quickly as hardening begins, which is a practical constraint for manufacturers.
Natural aging is a simple, low-cost process that produces T3 and T4 temper designations adequate for many applications. Maximum strength potential is not reached, however. Alloys like 7075 continue aging indefinitely at room temperature, making them dimensionally and mechanically unstable in the naturally aged (W temper) state.
Artificial Aging (Precipitation Hardening)
Artificial aging is the controlled, elevated-temperature version of aging. After solution heat treatment and quenching, the aluminum is reheated to a much lower temperature range (typically 240°F–460°F, within ±5°F of target) and held for six to twenty-four hours before cooling to room temperature.
This accelerates and controls the precipitation of alloying elements, producing a denser, more uniform distribution of strengthening precipitates than natural aging alone achieves.
Unlike natural aging, artificial aging gives engineers direct control over the outcome. Time and temperature are adjusted to achieve specific temper designations:
- T6 temper: Peak strength for maximum load-bearing capacity
- T7 temper: Intentional over-aging to stabilize properties at elevated service temperatures, common in automotive and aerospace applications near motors or transmissions
Note that over-aging beyond peak strength reduces hardness. For example, 7075-T73 sacrifices approximately 13% yield strength (73 ksi down to 63.1 ksi) compared to T6 to gain critical stress-corrosion cracking resistance.
Artificial aging delivers the highest achievable strength and hardness for precipitation-hardenable alloys. Solution treating and artificial aging increases 6061 aluminum yield strength by 400% (from 8 ksi to 40 ksi) and 7075 aluminum by over 380% (from 15 ksi to 73 ksi). The trade-offs are reduced ductility and additional processing time and cost. It's not effective as a standalone process — it must follow solution heat treatment.
How to Choose the Right Aluminum Heat Treatment
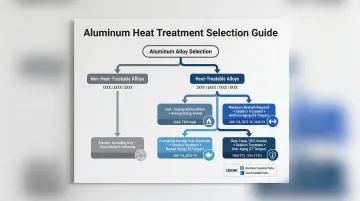
The "right" treatment is determined first by alloy series. Non-heat-treatable alloys (1XXX, 3XXX, 5XXX) can only be annealed. Precipitation-hardenable alloys (2XXX, 6XXX, 7XXX, 8XXX) are candidates for the full treatment range.
Temper Designations as Selection Shorthand
| Temper | Process History | Typical Application |
|---|---|---|
| O | Annealed | Maximum formability; lowest strength |
| W | Solution heat treated (unstable) | Rarely used; transitions to T3/T4 |
| T4 | Solution heat treated + naturally aged | Moderate strength with good formability |
| T6 | Solution heat treated + artificially aged | Peak strength; structural applications |
| T7 | Solution heat treated + overaged | High-temperature stability; SCC resistance |
Production Stage and Geometry Considerations
- Homogenize cast parts with segregation before any forming operations
- Anneal work-hardened parts before further shaping to restore ductility
- Apply solution treatment followed by aging for structural or load-bearing service
- Select quench medium carefully for thin or complex shapes — polymer quenchants reduce distortion compared to cold water
Polyalkylene Glycol (PAG) polymer quenchants provide intermediate cooling rates that reduce distortion compared to cold water while maintaining acceptable strength.
Target Mechanical Property Profile
- Maximum strength: Artificial aging (T6 temper)
- High-temperature service environments: Over-aging to T7 temper prevents in-service strength changes
- Post-treatment formability needed: Natural aging (T4) preserves some ductility
Precision Requirements and Compliance Standards
Aerospace and automotive applications must adhere to AMS 2750 pyrometry standards for temperature uniformity and instrumentation. All types require precise temperature control. Outsourcing to a facility certified to AMS 2750 eliminates temperature deviation risk — a common cause of scrapped parts and degraded mechanical properties.
Common Mistakes to Avoid
Common Mistakes to Avoid
Matching Treatment to Alloy Series
Applying solution treatment and aging to a non-heat-treatable alloy series produces no benefit. On the other end, skipping homogenization on a segregated casting leads to non-uniform properties and premature part failure. The treatment must match the alloy — not the other way around.
Ignoring the Temperature Window
Every treatment type operates within a narrow thermal range. Small deviations have outsized consequences:
- Overheating solution treatment can melt the part
- Underheating produces incomplete dissolution
- Wrong aging temperatures result in either under-strengthened or over-aged parts with reduced strength
Rushing — or Mishandling — the Quench
A transfer delay of more than 15 seconds allows alloying elements to begin reprecipitating, negating the entire treatment. Fixturing matters too — parts not properly supported during quenching develop distortion and residual stresses that require full retreatment to correct.
Conclusion
Aluminum heat treatment is not a single process but a family of targeted treatments—each designed to address a specific need. Whether softening for formability, homogenizing for casting uniformity, or strengthening through solution treatment and aging, the right choice depends on the alloy series, part geometry, and production stage. Getting that match right determines whether a component meets its mechanical requirements in service.
Across every treatment type, temperature control and timing directly determine the outcome—minor deviations can mean the difference between optimal properties and a compromised part. For components operating in petrochemical, mining, or heat exchanger environments, heat treatment alone may not be enough. Pairing it with diffusion aluminizing adds a corrosion-resistant intermetallic layer that extends service life well beyond what heat treatment achieves on its own. VaporKote integrates both processes—applying thermal diffusion coatings to heat-treated components for industries where premature failure isn't an option.
Frequently Asked Questions
What temperature is used for aluminum heat treatment?
The temperature range varies by treatment type: annealing occurs at 570°F–770°F, homogenizing at 900°F–1,000°F, solution heat treatment at 825°F–1,050°F (within ±10°F), and artificial aging at 240°F–460°F (within ±5°F). Maintaining the correct temperature precisely for each type is critical to achieving target properties.
What is the best heat treatment for aluminum?
The right treatment depends on the alloy and the outcome needed. For maximum strength, solution heat treatment followed by artificial aging (T6 temper) is the most common combination for heat-treatable alloys. For non-heat-treatable alloys requiring softening, annealing is the only viable option.
Can aluminum be heat treated to make it harder?
Yes, precipitation-hardenable alloys (2XXX, 6XXX, 7XXX, 8XXX series) can be hardened through solution heat treatment followed by natural or artificial aging. The process precipitates alloying elements within the grain structure — non-heat-treatable alloys in the 1XXX, 3XXX, and 5XXX series cannot be hardened this way.
What does heat treating do to aluminum?
Heat treating alters aluminum's internal microstructure to achieve desired properties. It can increase strength and hardness (via aging), restore ductility and formability (via annealing), relieve internal stresses, or redistribute alloying elements evenly (via homogenizing).
Which aluminum alloys are heat treatable?
The primary heat-treatable alloy series are 2XXX (copper-based), 6XXX (magnesium-silicon), 7XXX (zinc-based), and 8XXX. The 4XXX series is sometimes heat treatable depending on composition. Alloys in the 1XXX, 3XXX, and 5XXX series are not precipitation-hardenable and can only be annealed.
What is the difference between natural aging and artificial aging in aluminum?
Natural aging occurs at room temperature after quenching, taking four to five days for most of its strengthening effect. Artificial aging (precipitation hardening) applies controlled heat (240°F–460°F) to accelerate that process, achieving higher strength levels and enabling engineers to target specific temper designations such as T6 or T7.