This guide covers the complete technical and practical scope of aluminized steel: its metallurgical structure and manufacturing process, the critical differences between Type 1 and Type 2, key properties and performance limits, major industrial applications, head-to-head comparisons with competing materials, and when standard hot-dip coating falls short and diffusion aluminizing becomes essential.
TLDR — Key Takeaways
- Aluminized steel is carbon steel hot-dip coated with aluminum or aluminum-silicon alloy, governed by ASTM A463
- Type 1 (Al-Si alloy) excels in high-heat environments up to 677°C (1,250°F); Type 2 (pure aluminum) provides superior atmospheric corrosion resistance
- Reflects up to 80% of radiant heat below 427°C (800°F), outperforming galvanized steel in sustained high-temperature service
- Costs significantly less than stainless steel while matching its performance in exhaust systems, heat shields, and outdoor structural applications
- For extreme industrial environments, diffusion aluminizing creates stronger intermetallic bonds than hot-dip coating
What Is Aluminized Steel and How Is It Made?
Aluminized steel is carbon steel plated with aluminum or an aluminum-silicon alloy through a hot-dip process similar to galvanizing. The result is a composite material that combines structural strength from the steel core with corrosion and heat resistance from the aluminum surface.
The Economic Case for Corrosion Control
Corrosion represents a massive industrial burden. According to NACE International's 2016 IMPACT study, the global cost of corrosion reaches $2.5 trillion annually—equivalent to 3.4% of global GDP. In the United States alone, a Federal Highway Administration study estimated direct corrosion costs at $276 billion per year. Aluminized steel serves as a primary mitigation strategy for reducing these lifecycle costs.
In North America, around 700,000 tons of aluminized steel are consumed annually, led by HVAC, appliance, and automotive sectors.
Three-Layer Metallurgical Structure
The hot-dip aluminizing process creates a distinct three-layer metallurgical structure:
- Aluminum oxide passivation layer — Outer protective layer that forms upon atmospheric exposure, preventing further oxidation
- Intermetallic bonding layer — Al-Fe-Si alloy layer (containing phases like Fe₂Al₅ and FeAl₃) that metallurgically bonds the coating to the substrate
- Steel base metal — Carbon steel core providing structural strength and load-bearing capacity
That layered structure is a direct product of how the material is manufactured.
Standard Hot-Dip Manufacturing Process
The hot-dip aluminizing process follows these steps:
- Surface preparation — Steel substrate is cleaned and chemically prepared to ensure proper coating adhesion
- Molten bath immersion — Steel is immersed in a molten aluminum bath (typically Al-11% Si at approximately 670–700°C)
- Withdrawal and cooling — Steel is withdrawn and air-dried, allowing aluminum to diffuse into the steel surface
- Intermetallic layer formation — Aluminum diffusion creates the bonding layer that anchors the coating to the base metal

While hot-dipping is the most widely used method due to cost efficiency, alternative production methods include cladding, metallizing, and calorizing (diffusion). Diffusion methods produce a more tightly bonded result for demanding applications where the coating must withstand extreme mechanical stress or cannot be compromised by scratching.
Governing Standard
ASTM A463/A463M is the governing standard for hot-dip aluminized steel sheet, specifying composition, coating weight designations, and test methods including bend tests to evaluate coating adhesion.
Type 1 vs. Type 2 Aluminized Steel
Both types are produced via hot-dip coating on continuous coil lines at steel mills, but they differ fundamentally in coating composition, thickness, and intended application.
Type 1: Aluminum-Silicon Alloy Coating
Composition: Aluminum alloyed with 5–11% silicon. The silicon content promotes better coating adherence to the steel substrate and enables a thinner, more uniform layer. Type 1 is engineered specifically for heat resistance and high-temperature oxidation protection.
Performance characteristics:
- Maintains structural integrity up to approximately 677°C (1,250°F) with minimal change to the base material
- Reflects up to 80% of radiant heat at exposures below 427°C (800°F)
- Resists thermal cycling without coating degradation
Typical applications:
- Automotive mufflers, tailpipes, exhaust manifolds, and heat shields
- Residential furnace components and heat exchangers
- Ovens, kitchen ranges, and water heaters
- Fireplaces and barbecue burners
- Baking pans and cookware — replacing galvanized steel in food applications due to its lead-free composition
Type 2: Pure Aluminum Coating
Composition: Commercially pure aluminum, applied in a thicker coating layer than Type 1, without silicon content — which means no black spot development over time.
Type 2 is built for atmospheric corrosion resistance in outdoor and industrial environments.
Performance characteristics:
- Thicker coating layer provides extended protection against moisture and salt exposure
- Superior long-term corrosion resistance in non-heat applications
- Lower maximum service temperature than Type 1
Typical applications:
- Corrugated roofing and siding
- Grain bins and agricultural storage structures
- Air-conditioner condenser housings
- Drying ovens and industrial cladding
- Jacketing over pipe insulation
- Storage tanks
Selection Guideline
| Factor | Type 1 | Type 2 |
|---|---|---|
| Coating composition | Aluminum + 5–11% silicon | Commercially pure aluminum |
| Max service temperature | ~677°C (1,250°F) | Lower; not suited for sustained heat |
| Primary strength | Heat and oxidation resistance | Atmospheric and corrosion resistance |
| Best environment | Exhaust systems, furnaces, ovens | Roofing, ag storage, outdoor structures |
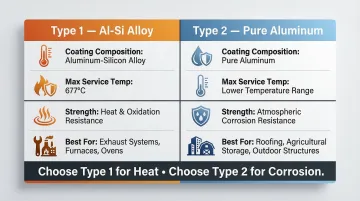
Choose Type 1 when heat and thermal cycling are the primary challenge. Choose Type 2 when long-term outdoor or industrial corrosion protection is the priority.
Key Properties and Benefits of Aluminized Steel
Corrosion Resistance Mechanism
The outer aluminum oxide layer acts as a passive barrier, preventing the underlying steel from oxidizing. This layer also inhibits pit corrosion caused by salt exposure—a weakness of most other coated steels. Given that corrosion costs reach $2.5 trillion globally, selecting materials with proven corrosion resistance delivers substantial lifecycle savings.
Heat Resistance and Thermal Reflectivity
Aluminized steel maintains structural strength at temperatures up to 677°C (1,250°F) and reflects up to 80% of projected radiant heat (below 427°C). This makes it a more effective thermal manager than bare steel or galvanized steel in furnace and automotive environments.
For specialized high-temperature applications, Drawing Quality High Temperature (DQHT) grades resist alloying up to 538°C (1,000°F).
Structural Formability
Unlike stainless steel, which work-hardens during forming, aluminized steel can be rolled, folded, bent, corrugated, and stamped across common steel grades:
- CS-B (Commercial Steel) — Moderate forming/bending, 30–50 ksi yield
- DDS (Deep Drawing Steel) — Low carbon, 20–35 ksi yield
- EDDS (Extra Deep Drawing Steel) — Interstitial-free, 18–30 ksi yield
- HSLAS Grade 50/80 — High-strength low alloy, 50–80 ksi yield
That range of grades means fabricators can match the material to the forming demand rather than overengineering around material stiffness.
Durability Limitation (Critical Consideration)
If the aluminum coating is scratched, gouged, or compromised—through welding, mechanical damage, or rock strikes in automotive use—the exposed steel beneath will oxidize. Unlike galvanized steel, which provides sacrificial zinc protection around damage sites, aluminized coatings offer no such galvanic backup. Design specs should include protective edge treatments and post-weld sealing where coating continuity cannot be guaranteed.
Cost Efficiency and Weight
Aluminized steel is considerably more economical than stainless steel and high-alloy steels while delivering comparable performance in many heat and corrosion scenarios. Because its corrosion resistance reduces the need for added material allowances, designers can often specify thinner gauges—trimming both weight and material cost without compromising service life.
Common Applications of Aluminized Steel
Automotive and Exhaust Systems
Aluminized steel is the dominant material for mufflers, tailpipes, exhaust manifolds, and heat shields because it:
- Withstands repeated thermal cycling
- Resists road salt corrosion
- Costs less and is easier to fabricate than stainless steel
Service life estimates by climate:
- Dry environments: 8+ years
- Moderate climates: 5–7 years
- High-humidity/salt regions: 3–5 years
A 1991 SAE International study surveying 100 automotive exhaust systems found aluminized carbon steel systems had a probable life expectancy of less than five years in corrosive environments, whereas Type 409 stainless steel lasted somewhat longer.
HVAC, Appliances, and Consumer Products
Type 1 aluminized steel dominates in:
- Heat exchangers in residential furnaces
- Commercial rooftop HVAC units
- Water heaters, ovens, and ranges
- Dryer ducts
- Baking pans and cookware (lead-free alternative to galvanized)
North America consumes approximately 700,000 tons annually across these categories — a figure that reflects just the consumer-facing slice. Industrial and construction demand adds considerably more.
Industrial, Construction, and Energy Sector
Type 2 plays a critical role in:
- Corrugated roofing and siding
- Grain bins and agricultural structures
- Industrial ductwork
- Pipe cladding over insulation
- Drying ovens
In petrochemical, oil refining, and power generation applications, components face both elevated temperatures and corrosive process media simultaneously. Standard hot-dip aluminized steel often falls short here — diffusion-based aluminizing processes, which form an intermetallic alloy layer that bonds metallurgically with the base metal, deliver the deeper protection these environments demand.
Aluminized Steel vs. Stainless Steel and Aluminum
Aluminized Steel vs. Stainless Steel, Galvanized Steel, and Aluminum
Aluminized Steel vs. Stainless Steel
| Factor | Aluminized Steel | Stainless Steel |
|---|---|---|
| Cost | Significantly less expensive | Premium pricing |
| Thermal reflectivity | Reflects up to 80% of radiant heat | Lower reflectivity |
| Weight | Lighter | Heavier |
| Fabricability | Easier to form and stamp | Work-hardens during forming |
| Max continuous temp | 677°C (1,250°F) | 675–815°C depending on grade |
| Chemical resistance | Limited | Superior |
When to choose stainless steel:
- Direct food contact surfaces
- Extreme chemical exposure
- Continuous temperatures above 677°C
- Load-bearing structural applications in extreme environments
When to choose aluminized steel:
- Heat-adjacent applications below 677°C
- Cost-sensitive projects
- Automotive exhaust and HVAC systems
- Applications requiring thermal reflectivity
Aluminized Steel vs. Galvanized Steel
Galvanized steel uses a zinc coating that provides cathodic (sacrificial) protection but degrades rapidly under heat. According to the American Galvanizers Association, the maximum service temperature for galvanized coatings is 200°C (390°F). Above this limit, the Kirkendall Effect occurs—zinc diffuses from the outer coating layer into the inner alloy layer (a process of unequal atomic migration), creating voids that cause the coating to peel and split.
Aluminized steel advantages over galvanized:
- Outperforms above approximately 315°C
- Contains no lead (critical for bakeware and food-contact applications)
- Lower thermal expansion coefficient (12.4 µm/m-°C vs. 11.7–12.5 µm/m-°C)
- Superior heat resistance in furnace and automotive environments
Governing standards: ASTM A463 (aluminized) vs. ASTM A653 (galvanized)
Aluminized Steel vs. Pure Aluminum
The steel substrate gives aluminized steel structural rigidity and load-bearing capacity that pure aluminum cannot match. Aluminized steel combines the thermal and corrosion-resistant surface properties of aluminum with the tensile strength of steel—a combination pure aluminum alone cannot provide.
Key differences at a glance:
- Strength: Aluminized steel carries structural loads; pure aluminum deflects under similar stress
- Weight: Pure aluminum is lighter, suitable for low-stress, non-thermal applications
- Cost: Aluminized steel is typically less expensive per unit of structural performance
- Best fit: Pure aluminum for lightweight enclosures; aluminized steel for heat-exposed structural components

Beyond Hot-Dip: Diffusion Aluminizing for Industrial Components
The Limitation of Hot-Dip Coatings in Heavy Industrial Service
Hot-dip aluminized steel has a critical weakness in demanding industrial environments: the aluminum coating sits on top of the steel surface and can spall, scratch, or burn away during welding or machining. This leaves exposed steel vulnerable to corrosion and oxidation in environments where maintenance access is limited or downtime is costly.
Diffusion Aluminizing: How It Works
Diffusion aluminizing (chemical vapor deposition) takes a fundamentally different approach. Rather than depositing a layer on top, aluminum is diffused into the steel substrate through a CVD process that forms a true intermetallic compound at the surface. Because it is metallurgically bonded to the base metal, it cannot peel or scratch away.
How the process works:
Governed by ASTM B875, pack cementation is an in-situ CVD method where:
- The substrate is immersed in a powder containing an aluminum source, a halide salt activator (e.g., NH₄Cl, AlF₃), and an inert filler
- When heated, the activator produces aluminum halides (e.g., AlCl) that transfer aluminum to the substrate
- Aluminum diffuses into the substrate, forming intermetallic phases (Fe₂Al₅, FeAl₃, FeAl on iron-based alloys; Ni₂Al₃ or NiAl on nickel-based superalloys)

This metallurgical bond is what separates diffusion aluminizing from hot-dip in high-stakes applications.
Performance Advantages Over Hot-Dip
Real-world testing shows measurable gains across three failure modes that frequently affect hot-dip-coated components:
- Sulfidation resistance: In 500°C H₂S-air atmospheres, thermal diffusion aluminized steels showed minimal mass changes and no sulfide scale formation, outperforming bare 316L stainless steel
- Anti-coking/carburization: In petrochemical cracking furnaces, gas-phase aluminized HP-Nb steel reformer tubes showed a marked reduction in catalytic coke formation compared to uncoated samples
- Erosion resistance: Aluminide surface scales increase erosion resistance of turbine blade materials, particularly at operating temperatures above 900°C
Where Diffusion Aluminizing Delivers Where Hot-Dip Falls Short
- Complex component geometries where uniform coating is critical
- High-wear contact surfaces
- Environments involving both corrosive media and extreme temperatures
- Applications requiring compliance with ASTM, ASME, SAE, and API engineering codes
- Components where coating damage from welding or machining would compromise protection
VaporKote has specialized in diffusion aluminizing since 1987, formulating on-site powder mixes for petrochemical, oil refining, aerospace, mining, and other demanding industries. Components up to 68 inches in diameter can be processed, with metallurgical analysis and certification provided for each coated part.
Frequently Asked Questions
What is aluminized steel?
Aluminized steel is carbon steel hot-dip coated with aluminum or an aluminum-silicon alloy, forming a three-layer structure: an outer aluminum oxide layer, a middle Al-Fe intermetallic bonding layer, and a steel core. This combination delivers steel's structural strength alongside aluminum's corrosion and heat resistance.
Which is better: aluminized steel or stainless steel?
The right choice depends on the application. Aluminized steel is more affordable, lighter, and reflects heat more effectively, making it well-suited for automotive exhaust and HVAC systems. Stainless steel offers greater chemical resistance and handles extreme temperatures above 677°C, making it the better fit for food-contact or highly corrosive environments.
How long will aluminized steel last and is it prone to rust?
Aluminized steel resists rust as long as the aluminum coating remains intact; scratches or mechanical damage that breach it can expose the steel core to corrosion. In automotive exhaust applications, service life typically ranges from 3 to 8+ years depending on climate and usage.
What is the difference between aluminized steel and aluminum?
Aluminized steel is carbon steel with an aluminum coating, retaining steel's structural strength and load-bearing capability. Pure aluminum is a softer, lighter, non-ferrous metal suitable for low-stress applications. Aluminized steel offers the protective surface qualities of aluminum with the mechanical strength of steel.
Is aluminized steel safe to cook on?
Type 1 aluminized steel is widely used in bakeware and is considered safe—the aluminum-silicon coating does not rust or affect food flavor, though deep scratches can expose the underlying steel. Use silicone or plastic utensils and hand wash to preserve the coating.