Introduction
When a pump sleeve fails at 2 a.m. or a drill component grinds to a halt mid-operation, the conversation quickly turns to surface treatment choices. Chemical vapor deposition (CVD) coating — specifically the industrial diffusion variant — is a thermochemical surface treatment in which reactive gases or vaporized compounds contact a heated metal substrate and form a new, permanently bonded compound layer at the surface.
This guide covers how industrial diffusion CVD works, what performance properties it delivers, and how engineers in oil & gas, mining, petrochemical, and aerospace environments can evaluate it against other surface treatment options.
One distinction matters from the start: industrial diffusion CVD (boronizing, aluminizing, chromizing) is fundamentally different from the thin-film CVD used in semiconductors and electronics. Unlike thin-film CVD, the industrial process does not deposit a film on top of a substrate. It transforms the surface of the metal itself — and that distinction explains why diffusion-treated components consistently outperform coated alternatives in hardness, adhesion, and service life.
Key Takeaways
- CVD diffusion coating transforms the metal surface into an intermetallic compound, not a layer sitting on top like paint or plating
- Boronized steel can reach 1,400–2,100 HV hardness, harder than tungsten carbide cutting tools
- Alloy composition, temperature, hold time, and pack chemistry must all be matched to the specific application
- Compound layers are metallurgically bonded and will not delaminate under impact, thermal cycling, or mechanical load
- Not every substrate or geometry is suitable; engineering evaluation before specification is non-negotiable
What Is CVD Coating?
CVD coating is a thermochemical surface treatment. A heated metal part is exposed to a reactive atmosphere containing the coating element — boron, aluminum, chromium — which diffuses into the substrate surface and reacts with the base metal atoms to form a distinct intermetallic compound layer.
The intended result is not a deposited film. The surface of the base metal is converted into a harder, more corrosion-resistant structure. In boronizing, that structure is iron boride (FeB/Fe₂B). In aluminizing, it is an aluminide compound. These phases are harder and more chemically resistant than the original steel.
How CVD Differs from Related Processes
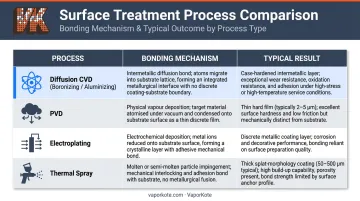
| Process | Bonding Mechanism | Typical Result |
|---|---|---|
| Diffusion CVD (boronizing, aluminizing) | Chemical reaction + diffusion into substrate | Intermetallic compound integrated into base metal |
| PVD | Physical condensation onto surface | Thin film adhered to substrate |
| Electroplating | Electrochemical deposition | Surface layer adhered to substrate |
| Thermal spray | Mechanical/adhesive bond | Deposited layer on surface |
In practice, the difference matters. PVD condenses vaporized material onto a surface at lower temperatures — useful for precision tools and temperature-sensitive substrates, but the resulting film sits on the metal rather than within it. Electroplating and thermal spray create surface layers that can delaminate under cyclic load or impact. Diffusion CVD produces a layer that cannot be mechanically separated from the substrate because the two have become the same material.
Why Industrial Operations Rely on CVD Coating
The economics of wear and corrosion failure are well documented. The FHWA/NACE study estimates U.S. metallic corrosion costs at $276 billion per year, with production and manufacturing accounting for $17.6 billion of that figure. Separately, NIST estimates that preventable manufacturing maintenance issues caused $119.1 billion in losses in 2016, including $18.1 billion from unplanned downtime.
Surface treatment choices sit directly in the path of those costs.
What Demanding Environments Actually Require
Heavy industrial components face simultaneous attack from multiple mechanisms:
- Abrasion and erosion from particulate-laden fluids, slurries, and solids
- Chemical corrosion from process chemicals, acids, and high-temperature oxidizing environments
- Mechanical stress from cyclic loading, pressure cycling, and thermal expansion
- Delamination risk from coatings that cannot sustain the bond under these combined conditions
Standard plating, thermal spray, and weld overlays can address one or two of these — rarely all simultaneously. The intermetallic bond in diffusion CVD addresses all of these simultaneously. The coating element reacts with and diffuses into the base metal rather than sitting on top of it, so the compound layer does not separate under impact, thermal cycling, or sustained mechanical load.
Without that protection, pump sleeves, valve components, impellers, heat exchanger tubing, and other critical assets fail prematurely. The result is unplanned downtime, emergency replacement costs, and in regulated environments, safety exposure.
That's where coating certification becomes a procurement factor. VaporKote's diffusion coatings — boronizing and aluminizing — are applied and documented in conformance with ASTM, ASME, SAE, and API engineering codes, making them directly specifiable for oil refining, aerospace, and petrochemical applications.
How CVD Coating Works
The process follows a logical sequence, but the details at each stage determine whether the coating performs as specified or falls short.
Step 1: Surface Preparation
The part is thoroughly cleaned of oils, oxides, scale, and any contamination before entering the furnace. Any barrier on the substrate surface — even a thin oxide layer — can impede diffusion and produce an uneven or incomplete compound layer. This step has no workaround.
Surface preparation is one of the most common failure points in diffusion coating. Parts with inadequate surface condition must be reworked before processing begins — adding lead time and cost that proper prep eliminates upfront.
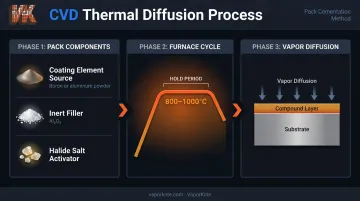
Step 2: Thermal Processing
The prepared part is loaded into a furnace or sealed retort with the reactive powder pack (or gas atmosphere). The pack contains three components:
- The coating element source — boron or aluminum powder
- An inert filler — typically aluminum oxide (Al₂O₃) to control pack density
- A halide salt activator — which generates the reactive vapor phase at temperature
The furnace ramps to the target temperature — 800–1000°C for boronizing, with aluminizing similarly requiring temperatures above 800°C — and holds for the specified duration. Temperature uniformity across the entire load is critical. Uneven heat distribution produces uneven compound layer depth, which becomes a dimensional and performance problem on precision components.
VaporKote formulates its powder packs on-site rather than sourcing commercial pre-formulations. This allows pack chemistry to be tailored to the specific alloy and application — not adapted from a generic mix that may not suit the substrate's diffusion behavior.
Step 3: Diffusion, Compound Formation, and Inspection
During the hold period, the activator releases the coating element in vapor form. That vapor adsorbs onto the substrate surface and diffuses inward, reacting with iron atoms to form the intermetallic compound layer — FeB and Fe₂B in boronizing, aluminide phases in aluminizing.
The resulting compound layer is exceptionally hard. Peer-reviewed research confirms the following:
- Fe₂B: 1,400–1,600 HV
- FeB: 1,800–2,100 HV
- Sandvik MP40 cemented carbide (77% WC): ~1,390 HV
The boride layer outperforms one of the hardest commercial carbide grades available.
After controlled cooling, VaporKote inspects parts via cross-sectional metallography and hardness testing to verify compound layer thickness and uniformity. The process is documented and certified — the standard that regulated industries require before a coated component enters service.
Where CVD Coating Is Applied in Industry
Industrial diffusion coating addresses wear and corrosion across a range of component types and sectors. The strongest application evidence centers on:
Fluid system components:
- Pump wear rings, impellers, and valve components — boronizing of 17-4PH stainless steel pump components, for example, has been documented to increase surface microhardness from 336 HV to 980 HV
- Heat exchanger tubing for high-temperature corrosion protection
High-temperature process equipment:
- Aluminized components in hydrogen production plants and petrochemical reactors, where aluminide coatings form a protective alumina scale that resists metal dusting in carbon-supersaturated atmospheres at 400–800°C
- Aerospace turbine hot-section components, where aluminizing and chromizing provide oxidation and hot corrosion resistance
Wear-intensive components:
- Agricultural tillage parts, conveyor equipment components, and mixing hardware exposed to abrasive conditions
- High-temperature cobalt-base nozzles requiring increased wear protection
VaporKote's component portfolio includes pump wear rings, sleeves, bushings, impellers, valve components, heat exchanger tubing, aluminized fasteners, and wire cloth/reactor screens. The company manufactures and coats these components, not just processes customer-supplied parts.

Scale Is Not a Constraint
Many coating providers operate furnaces suited only to small precision parts — which leaves large industrial components with few options. VaporKote's large-capacity furnaces can process parts up to 68 inches in diameter, making boronizing and aluminizing viable for large impellers, pressure vessel internals, and oversized structural components that most coating shops cannot handle.
That capacity advantage applies at any point in a part's lifecycle. Engineers apply CVD diffusion coating at the manufacturing or refurbishment stage — it is a one-time metallurgical treatment, not a recurring maintenance intervention, though refurbished parts can be recoated when geometry allows.
Key Factors That Affect CVD Coating Quality
Five process variables determine whether a CVD coating performs as specified or falls short in service:
- Substrate alloy composition — Carbon content and alloying elements control boride layer growth and morphology. Low-carbon steels may develop saw-tooth layer profiles; high-alloy grades require adjusted parameters. Process recipes don't transfer between steel grades without validation.
- Furnace temperature and hold time — Both govern compound layer thickness and phase composition. Higher temperatures accelerate layer formation but increase distortion risk. Pack aluminizing data shows thickness ranging from ~40 µm at 750°C to ~180 µm at 850°C on Nb-Ti-Al alloys — and the relationship is substrate-dependent.
- Pack chemistry and activator concentration — Controls vapor phase activity and how uniformly elements reach the substrate surface. On-site formulation allows fine-tuning that commercial pre-mixes can't match.
- Part geometry — Blind holes, internal passages, and complex geometries may receive uneven coating depth if process parameters are not adjusted. Engineering evaluation before processing is required.
- Prior heat treatment state — The microstructure of the base metal before coating affects diffusion kinetics and the mechanical properties of the finished component.
Regulatory and Dimensional Requirements
Process variables determine coating quality — but for regulated service, that quality must also be verified and documented. Precision components require more than visual inspection:
- Dimensional tolerances must account for compound layer thickness added during processing
- API-compliant, ASME-coded, and aerospace-qualified components require documented metallurgical certification of layer depth, hardness, and phase composition
- Applicable standards include ASTM B875-96(2024) for aluminum diffusion coatings by pack cementation, ASTM E384-22 for microindentation hardness testing, and ASTM B487 for coating thickness measurement by cross-section

Common Misconceptions About CVD Coating
Misconception 1: "It's just a coating that can peel off."
This is the most common misunderstanding. In diffusion-based CVD, the compound layer is not applied to the surface — it forms through a reaction within it. You cannot mechanically separate the boride or aluminide layer from the base metal any more than you can separate a weld fusion zone from the parent metal. It isn't a coating in the conventional sense; it's a structural transformation of the surface.
Misconception 2: "All CVD is the same process."
In semiconductor manufacturing, CVD refers to thin-film deposition at relatively low temperatures, where material is deposited onto a substrate with minimal diffusion or chemical bonding. Industrial diffusion CVD — boronizing, aluminizing, chromizing — operates on fundamentally different chemistry and produces a structurally different result. Engineers familiar with semiconductor CVD cannot directly apply those process limitations or layer characteristics to industrial diffusion CVD.
Misconception 3: "Extreme hardness means the part will crack."
The intermetallic compound layer is brittle compared to ductile steel. That brittleness is real, but it's also engineered for. Layer thickness and the tough base metal beneath it are specified to handle industrial service loads — not to replace them.
A qualified CVD provider matches coating type, layer thickness, and any required post-treatment to the toughness demands of the application. Treating hardness and brittleness as synonymous leads to rejecting a process routinely used in aerospace turbine blades and high-impact pump components.
Conclusion
Industrial diffusion CVD coating — boronizing, aluminizing, and related thermochemical treatments — transforms the surface of metal components into a harder, more corrosion-resistant intermetallic structure that is permanently integrated into the base material. The result is wear and corrosion protection that reduces replacement frequency, reduces downtime, and lowers long-term maintenance costs.
That outcome, however, depends on matching the right coating type to the right substrate, controlling process conditions precisely, and verifying results through metallurgical certification. Selecting CVD because it appears in a specification — without understanding those variables — leads to misapplication or underperformance.
If you are evaluating diffusion coating for a specific component or application, VaporKote's team has the metallurgical expertise to assess fit, specify the correct process, and provide certified results. Reach them at (714) 632-8607 or sales@vaporkote.com.
Frequently Asked Questions
Which is better, PVD or CVD?
Neither is universally better. PVD condenses vaporized material at lower temperatures, making it suitable for substrates that can't handle CVD heat. Diffusion CVD uses chemical reactions at higher temperatures to form a metallurgically bonded compound layer. The right choice depends on substrate material, temperature tolerance, and the wear or corrosion environment the component faces.
What is the difference between PVD and PECVD?
PECVD (plasma-enhanced CVD) uses plasma to activate chemical reactions, enabling deposition at lower temperatures (200–350°C) than conventional thermal CVD. PVD uses physical means — evaporation or sputtering — to transfer material without a chemical reaction. PECVD is common in semiconductor manufacturing; thermal CVD is used for industrial hard coatings and diffusion treatments.
What is the difference between CVD coating and electroplating or thermal spray?
Electroplating and thermal spray deposit material onto the surface of a part through surface adhesion mechanisms. Diffusion CVD forms an intermetallic compound integrated into the base metal — the layer cannot delaminate under mechanical stress, giving it superior bond integrity and hardness compared to most deposited coating methods.
What base materials can be CVD diffusion coated?
Ferrous alloys (carbon, alloy, stainless, and tool steels) are the most common substrates for industrial diffusion CVD. Titanium alloys and high-temperature austenitic alloys such as 800HT have also been processed. Alloy composition affects diffusion kinetics, so process parameters must be matched to the specific substrate grade.
How thick is a CVD diffusion coating layer?
Compound layer thickness for industrial diffusion CVD typically ranges from a few microns to several tens of microns, depending on temperature, hold time, and alloy. This is thicker than semiconductor CVD thin films but dimensionally predictable — precision components can be designed to account for the layer added during processing.
Can CVD coating be applied to large industrial components?
Yes. Furnace equipment capacity is the practical constraint, not the process itself. Providers operating large-format furnaces can process impellers, valve bodies, and pressure vessel internals that smaller coating operations cannot accommodate. VaporKote's equipment handles components up to 68 inches in diameter, covering large industrial parts that most standard diffusion coating providers cannot process.