Introduction
Every industrial operation faces the same slow enemy: material degradation. Heat cycles stress components from the inside out. Moisture finds every gap. Salt and chemical exposure turn structural steel into a liability.
Material selection is where that fight is won or lost, and the consequences are measurable. NACE International's IMPACT study estimates the global cost of corrosion at $2.5 trillion annually, representing roughly 3.4% of global GDP. Better material selection alone could recover 15–35% of those costs.
Aluminized steel addresses this directly. It combines the structural strength of carbon steel with the corrosion resistance and heat reflectivity of aluminum — without the cost of switching to stainless.
This article covers what aluminized steel is, why its benefits matter in practice, where it's used across industries, and how to get the most out of it in demanding applications.
Key Takeaways
- Aluminized steel is carbon steel hot-dip coated with aluminum or an aluminum-silicon alloy, merging structural strength with corrosion and heat resistance
- Type 1 (aluminum-silicon) handles high-heat applications; Type 2 (commercially pure aluminum) protects against atmospheric corrosion
- It remains effective up to 677°C (1,250°F) and reflects up to 80% of radiant heat below 427°C (800°F)
- Versus stainless steel: comparable corrosion protection in most environments at a significantly lower cost
- Diffusion aluminizing (VaporKote's CVD process) creates a deeper intermetallic bond where standard hot-dip coatings fall short
What Is Aluminized Steel?
Aluminized steel is carbon steel coated through a hot-dip process: the base metal is submerged in molten aluminum or aluminum-silicon alloy, forming a metallurgical bond that integrates the coating into the substrate rather than sitting on top of it.
The Two Types Under ASTM A463
The governing standard is ASTM A463, which defines two distinct coating types based on composition and intended use:
| Type | Coating Composition | Primary Use Case |
|---|---|---|
| Type 1 | ~91% aluminum, ~9% silicon | Exhaust systems, ovens, furnaces, bakeware, water heaters, dryer vents |
| Type 2 | Commercially pure aluminum (thicker coating) | Corrugated pipe, roofing, grain bins, industrial cladding |
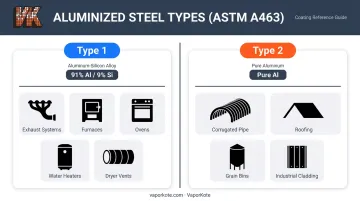
The distinction between types comes down to application environment. In Type 1, the silicon additive improves coating adhesion to the steel substrate and boosts resistance to atmospheric and salt-spray corrosion compared to zinc-coated materials, according to Cleveland-Cliffs product data. Type 2's thicker, purer aluminum coating suits structural and outdoor applications where longevity under weathering matters more than heat performance.
What It's Actually For
The practical case for aluminized steel comes down to component lifespan. In exhaust systems, heat exchangers, and industrial ovens, uncoated steel degrades faster than the surrounding equipment. Aluminized steel extends the life of those components, cutting replacement frequency and reducing the maintenance burden on the broader system.
Key Benefits of Aluminized Steel for Industrial Operations
For industrial buyers, material selection isn't just a technical decision — it's a maintenance budget decision. The benefits below map directly to operational metrics that matter: equipment lifespan, maintenance frequency, thermal performance, and total cost of ownership.
Superior Corrosion Resistance
When aluminum is exposed to atmosphere, it forms a stable aluminum oxide layer on its surface. This layer acts as a barrier between the environment and the underlying steel — and critically, it's self-renewing. Minor surface damage doesn't compromise the whole coating the way it does with paint or zinc plating.
Cleveland-Cliffs confirms that Type 1 aluminized steel provides superior resistance to atmospheric and salt-spray corrosion compared with zinc-coated materials. In real-world applications like exhaust systems and outdoor industrial cladding, this means the aluminum sacrifices slowly over time rather than allowing rapid rust propagation through the base metal.
Where this matters most:
- Coastal environments with salt exposure
- Exhaust systems where internal condensation cycles daily
- HVAC ducting with humidity and temperature swings
- Chemical processing environments with mild acid or alkaline exposure
KPIs affected: Component service life, maintenance call frequency, unplanned downtime rate, total cost of ownership
Given that the NACE IMPACT study estimates corrosion management practices alone could recover 15–35% of global corrosion costs, the protection built into aluminized steel is directly quantifiable in maintenance budgets.
High-Temperature Resistance and Heat Reflectivity
Bare carbon steel starts scaling and degrading well below the temperatures common in industrial heating equipment. Aluminized Type 1 steel changes that equation markedly.
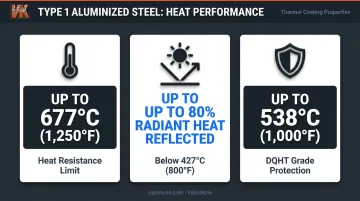
Verified performance data from Cleveland-Cliffs:
- Effective for heat resistance up to 1,250°F (677°C)
- Reflects up to 80% of radiant heat at temperatures below 800°F (427°C)
- Above 800°F, a Drawing Quality High Temperature (DQHT) grade resists coating-to-base-metal alloying up to 1,000°F (538°C)
The aluminum-silicon intermetallic layer in Type 1 steel resists the oxidation scaling and dimensional warping that cause ordinary steel to fail under repeated thermal cycling. Furnace components, automotive mufflers, and industrial oven liners all benefit from this property.
Where this matters most:
- Automotive and heavy-duty vehicle exhaust systems
- Residential and commercial furnace components
- Industrial baking and food processing equipment
- Heat shields and process piping near high-heat zones
KPIs affected: Component replacement intervals, thermal efficiency, downtime from thermal-stress failures
Unplanned downtime is expensive regardless of cause. Siemens' 2024 True Cost of Downtime report estimates it costs the world's 500 largest companies $1.4 trillion annually — roughly 11% of revenues. Materials that hold up under thermal stress keep equipment running on schedule rather than being pulled for unplanned repairs.
Cost-Effectiveness Versus Premium Alternatives
Stainless steel is the default comparison for heat and corrosion resistance. For many applications, it's also the more expensive option than the job actually requires.
Aluminized Type 1 steel delivers heat resistance up to 1,250°F and salt-spray corrosion protection that meets the demands of most industrial environments — at a lower cost and with fewer fabrication constraints than 304 or 409 stainless. Specific advantages include:
- Easier to fabricate — supports resistance spot welding, projection welding, high-frequency resistance welding, and arc welding; available for moderate forming through extra-deep-drawing applications
- Less demanding to work with — lower tooling wear, easier forming without specialized equipment
- Sufficient for most industrial heat and corrosion applications — without the cost premium of 304 or 409 stainless
The cost gap between aluminized and stainless steel varies by grade and market conditions, but the fabrication advantage is consistent: aluminized steel requires less specialized handling, which compresses labor hours in high-volume manufacturing runs.
Where this matters most: High-volume automotive part production, HVAC component manufacturing, and any application where stainless would represent cost over-engineering.
Where Aluminized Steel Is Used Across Industries
Aluminized steel shows up across a wide range of industrial and commercial applications. The split between Type 1 and Type 2 generally follows the operating environment:
Type 1 (heat-intensive applications):
- Automotive exhaust systems and mufflers
- Residential furnace and EV components
- Commercial baking equipment and dryer vents
- HVAC heat exchangers and heat shields
- Industrial ovens and furnace components
Type 2 (atmospheric corrosion protection):
- Corrugated steel drainage pipe
- Agricultural grain storage structures
- Industrial cladding, roofing, and siding
The global aluminized steel sheet market was valued at $13.43 billion in 2024 and is projected to reach $33.88 billion by 2034, according to Zion Market Research. That growth spans nearly every sector listed above.
That broad adoption, however, masks a meaningful performance gap at the extreme end of the spectrum. In petrochemical processing, oil refining, and aerospace applications, standard hot-dip aluminized steel often isn't enough. Components like heat exchanger tubes, process valves, wire cloth, and reactor screens face temperatures and chemical exposures that exceed what surface-applied coatings can reliably handle. This is where diffusion aluminizing becomes the appropriate solution. VaporKote's CVD-based aluminizing process creates an intermetallic compound directly at the base metal surface, producing a metallurgically bonded layer — not a surface deposit that can delaminate or degrade under sustained thermal stress.
Aluminized Steel vs. Stainless Steel: Making the Right Call
Choosing between aluminized and stainless steel comes down to matching the material to the operating environment. Each has a clear home — and a clear set of conditions where it falls short.
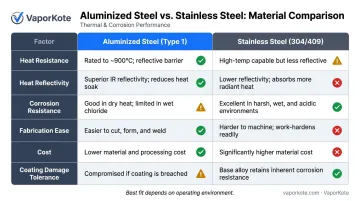
Performance Comparison
| Factor | Aluminized Steel (Type 1) | Stainless Steel (304/409) |
|---|---|---|
| Heat resistance | Up to 677°C | Varies by grade |
| Heat reflectivity | Up to 80% below 427°C | Lower reflectivity |
| Corrosion resistance | Good (moderate environments) | Better in chemical/wet environments |
| Fabrication | Easier, more forming options | Harder, higher tooling demands |
| Cost | Lower material + labor cost | Higher across both categories |
| Coating damage tolerance | Low — exposed steel corrodes | More forgiving of surface damage |
When to Choose Each
Choose aluminized steel when:
- The application involves dry heat, thermal cycling, or moderate atmospheric corrosion
- High-volume manufacturing makes cost differences significant
- The component is an exhaust system, HVAC part, furnace liner, or baking equipment
Choose stainless steel when:
- The environment includes strong chemical exposure or wet acid contact
- Food-grade sanitary requirements apply (where coating integrity can't be guaranteed)
- The part will sustain surface damage and needs to hold up without a protective coating
The critical caveat with aluminized steel: if the coating is breached by scratching or improper fabrication, the exposed carbon steel underneath corrodes exactly like bare steel. Stainless is more forgiving there. That trade-off needs to be factored into the decision alongside price.
How to Get the Most from Aluminized Steel in Your Operations
Aluminized steel performs best when used consistently throughout a system. Protecting a heat exchanger body with aluminized steel while running bare-steel connecting pipes creates an obvious weak point — the unprotected section corrodes first, and the whole assembly comes down early. Maintaining that consistency means protecting the coating itself at every stage — fabrication, handling, and cleaning.
Protecting Coating Integrity
The aluminum coating is the protection. Damage to it is damage to the system.
- Fabrication: Grind or clean weld zones properly before and after welding; arc welding is supported but prep matters
- Handling: Avoid metal-on-metal contact during transport and storage
- Tooling: Use appropriate tooling that doesn't gouge the surface
- Cleaning: For bakeware applications, use soft nylon pads and mild soap — metal abrasives and dishwashers damage the coating and reduce service life
When Standard Aluminized Steel Isn't Enough
For components operating at extreme temperatures or in chemically aggressive environments — process piping in oil refining, heat exchanger tubing in petrochemical plants, high-temperature tooling in aerospace applications — standard hot-dip aluminized steel may not provide sufficient protection depth.
VaporKote's diffusion aluminizing service is built for these conditions. Rather than applying aluminum to the surface, the CVD process drives aluminum into the base metal through diffusion, forming an intermetallic compound that can't be separated from the substrate.
VaporKote formulates its own powder mixes on-site to match each application's specific requirements and provides metallurgical analysis and certification of the diffusion coatings for customer documentation.
For components where a standard hot-dip coating would fail, diffusion aluminizing provides the depth and bond strength to stay in service longer — reducing unplanned shutdowns and the costs that come with them.
Frequently Asked Questions
Is aluminized steel made of aluminum or steel?
Aluminized steel is fundamentally carbon steel. The aluminum is a surface coating — applied through hot-dipping or diffusion processes — that bonds to the steel to provide corrosion and heat resistance the steel alone doesn't have. The steel handles structural load; the aluminum coating handles protection.
Is aluminized steel better than stainless steel?
It depends on the application. Aluminized steel outperforms in high-heat and thermal cycling environments at a lower cost. Stainless steel is the better choice in chemically aggressive or wet environments where the coating could be compromised and the base metal needs to handle corrosion on its own.
Does aluminized steel scratch?
Yes, the aluminum coating can be scratched, and deep scratches that expose the carbon steel substrate create corrosion points. Careful handling, proper fabrication prep, and avoiding metal-on-metal contact during storage and transport preserve coating integrity.
Is cooking with aluminized steel safe?
Type 1 aluminized steel bakeware is standard in commercial baking. Manufacturers recommend hand washing with mild soap and a soft sponge, and avoiding metal utensils, abrasive cleaners, and dishwashers to preserve the coating.
What industries benefit most from aluminized steel?
Industries with high-heat or corrosion-demanding applications see the most benefit:
- Automotive — exhaust systems and heat shields
- HVAC and appliances — heat exchangers, furnaces, water heaters
- Food processing — commercial ovens and bakeware
- Construction — roofing panels and drainage pipe
- Heavy industry — petrochemical, oil refining, and aerospace components
How long does aluminized steel last in industrial applications?
Service life depends heavily on the environment. In dry heat applications, aluminized components can last a decade or more. In high-moisture or mechanically abrasive conditions, service life is shorter. Diffusion aluminizing processes extend service life further than standard hot-dip coatings, which is why they're the preferred approach for critical industrial components. VaporKote's aluminizing services use this method specifically for high-demand applications.