CVD (Chemical Vapor Deposition) diffusion coatings address these failure modes directly. Unlike spray-on coatings that sit on the surface, CVD forms a metallurgically bonded compound that becomes part of the base metal itself. The result is measurable: longer component life, fewer unplanned shutdowns, and lower total maintenance costs.
This article covers what CVD actually delivers in practice — the three core advantages, the industries that depend on it most, and what happens when it's skipped.
Key Takeaways
- CVD forms an intermetallic compound bonded into the base metal — not a coating that sits on top of it
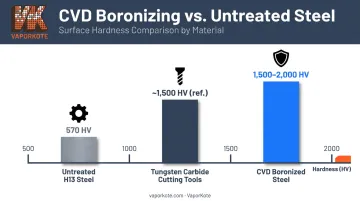
- Boronizing achieves surface hardness up to 1500 Knoop (RC75+ equivalency), exceeding tungsten carbide cutting tools
- Aluminizing creates a corrosion-resistant barrier that survives thermal cycling and aggressive chemical environments
- Coats internal passages, bores, and complex geometries that spray methods can't reach
- Skipping CVD means accelerated wear, reactive downtime, and maintenance costs that dwarf preventive coating
What Is CVD?
CVD is a thermochemical process where precursor gases react on a heated component surface, forming a hard intermetallic compound that diffuses into the base metal rather than bonding superficially to the surface. That metallurgical bond is what separates CVD from paints, spray coatings, and electroplating: it can't peel, chip, or delaminate under thermal or mechanical stress.
Where it's applied: drill bits, pump impellers and wear rings, heat exchanger tubes, turbine blades, agricultural tillage tools, valve bodies, and refinery process equipment — anywhere components face extreme wear, corrosion, or heat.
The two primary CVD diffusion processes serve distinct failure modes:
- Boronizing — targets abrasive wear and surface hardness
- Aluminizing — targets high-temperature oxidation and corrosion resistance
The measure of a successful CVD treatment is operational: components that last longer, fail less often, and cost less to maintain across their service life.
Key Advantages of CVD Coatings
The three advantages below translate directly into lower maintenance costs, longer service intervals, and fewer unplanned failures — quantified where the data exists.
Advantage 1: Extreme Surface Hardness and Wear Resistance
CVD boronizing doesn't apply a hard layer on top of the base metal — it forms an intermetallic compound at the surface, fundamentally changing the material's properties at that interface. There's no external layer to chip or spall under impact.
In practical terms, this means components subjected to continuous abrasion, sliding contact, and impact — pump impellers, wear rings, sleeves, bushings — maintain their geometry and function far longer between service intervals.
The hardness numbers: A peer-reviewed study on borided AISI H13 steel reported surface hardness of 1,650–2,000 HV after boronizing, compared to 570 HV for the untreated substrate. VaporKote's boronizing process achieves 1,500 Knoop (RC75+ equivalency) — harder than tungsten carbide cutting tools, and harder than virtually any material the coated surface will contact in service.
Research published in Friction estimates that 23% of global energy consumption originates from tribological contacts, with 3% going directly to remanufacturing worn parts and spare equipment. Reducing wear rates translates directly into energy savings, fewer replacement parts, and less maintenance labor.
KPIs this affects:
- Component replacement frequency
- Maintenance labor hours per quarter
- Production uptime percentage
- Cost per operational hour
Oil drilling, mining, agriculture, and manufacturing operations see the sharpest return — anywhere components contact abrasive materials continuously and replacement costs compound over time.
Advantage 2: Superior Corrosion and Oxidation Resistance
CVD aluminizing creates a metallurgically bonded aluminum-rich diffusion zone that acts as a barrier against oxidation, chemical attack, and high-temperature degradation. Because the coating is diffused into the substrate rather than bonded to its surface, it maintains integrity through thermal cycling — it doesn't crack, peel, or lose adhesion when temperatures fluctuate. That distinction matters in petrochemical processing, oil refining, heat exchanger manufacturing, and pulp & paper operations, where components face corrosive fluids, reactive gases, and sustained elevated temperatures simultaneously.
The cost context: NACE/AMPP's IMPACT study estimates global corrosion cost at $2.5 trillion annually — 3.4% of global GDP — and notes that 15–35% of that cost could be avoided with existing corrosion-control practices. That's $375–875 billion in preventable losses every year.
KPIs this affects:
- Component service life in corrosive environments
- Frequency of unplanned shutdowns
- Inspection and maintenance costs per year
- Total cost of component replacement
The CSB's investigation into the 2012 Chevron Richmond refinery fire found pipe failure caused by sulfidation corrosion thinning — a common refinery damage mechanism. One documented case involved pipe walls thinning from 0.719 inches to 0.039 inches before failure. Corrosion failures in critical systems don't just generate repair costs; they trigger safety incidents, regulatory penalties, and extended shutdowns.
Research on boronized, aluminized, and chromized thermal diffusion-coated steels in simulated recovery-boiler conditions confirmed that aluminized coatings successfully resisted both low- and high-temperature molten-salt corrosive attack — a particularly aggressive environment.

For facilities operating in offshore, refinery, or high-temperature oxidizing environments, aluminizing is often the difference between a scheduled inspection and an unplanned shutdown.
Advantage 3: Uniform Coverage on Complex Geometries
CVD is a non-line-of-sight process. Precursor gases flow into internal passages, blind holes, recessed surfaces, and complex internal geometries — coating the entire component uniformly, including surfaces that spray, brush, or physical vapor deposition (PVD) coatings simply cannot reach.
A study on CVD aluminide coatings applied to internal cooling channels of IN738 first-stage gas turbine blades confirmed this directly: after pack-cementation aluminizing, thermal shock testing of 100 one-hour cycles at 900°C showed no coating cracks within the channels. Hugh Pierson's Handbook of Chemical Vapor Deposition explicitly states that CVD "is not restricted to line-of-sight deposition, unlike sputtering, evaporation, and other PVD processes."
For heat exchanger tube interiors, drill component bores, and complex valve bodies, a single CVD process cycle delivers consistent coating thickness throughout — eliminating the weak spots that become failure initiation points.
The cost argument: When a facility runs scheduled maintenance windows — oil refining, aerospace, pulp & paper — predictable service intervals matter. CVD-treated components extend those intervals reliably. VaporKote's aluminizing and boronizing services have helped customers save hundreds of thousands of dollars annually in maintenance costs by replacing reactive repair cycles with planned, extended service windows.
KPIs this affects:
- Total cost of ownership per component
- Maintenance budget utilization
- Scheduled vs. unplanned downtime ratio
- Equipment replacement cycle length
For high-volume batch operations, consistent coverage across every part — including interior surfaces — is what makes CVD economically viable at scale rather than just technically superior on paper.
What Happens When CVD Is Skipped
The downstream consequences follow a predictable pattern:
- Accelerated surface wear causes premature component failure, triggering unplanned shutdowns and production losses that typically exceed the cost of preventive coating by a wide margin
- Corrosion failures in pipelines, heat exchangers, and processing equipment create safety risks, environmental liabilities, and emergency repair costs — Siemens' 2024 downtime study puts unplanned downtime costs for large heavy-industry plants at $59M per year
- Reactive maintenance cycles replace predictability with chaos: parts fail without warning, labor costs spike, and facilities lose the ability to plan production schedules with confidence
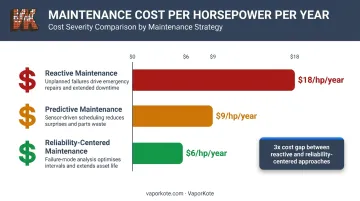
DOE/FEMP data puts reactive maintenance at roughly $18/hp/year, compared to $9/hp/year for predictive maintenance and $6/hp/year for reliability-centered approaches. That gap — three times the cost per horsepower — compounds across every piece of equipment in a facility. CVD coatings reduce that exposure by addressing surface degradation before it becomes a failure event.
How to Get the Most Value from CVD Coating
CVD delivers maximum value when the coating type is matched to the specific failure mode from the start:
- Boronizing addresses abrasive wear, erosion, and surface hardness — the right choice when mechanical contact and abrasion drive failure
- Aluminizing targets high-temperature oxidation, molten-salt corrosion, and chemical attack — the right choice when heat and corrosive chemistry are the primary threats
- Selecting the wrong process reduces effectiveness; selecting the right one compounds value over time
Working with an experienced CVD provider matters more than most procurement teams initially expect. The right partner should offer:
- On-site powder mix formulation tuned to your specific application, not off-the-shelf
- In-house metallurgical analysis with certified results
- Adherence to ASTM/ASME/SAE/API standards
- Furnace capacity to process large components without outsourcing

VaporKote has been doing this work since 1987 — over 37 years of applied experience across oil production, petrochemical refining, mining, aerospace, and heat exchanger manufacturing. Their furnaces handle components up to 68 inches in diameter, and every diffusion coating is certified through in-house metallurgical analysis — no outsourcing, no guesswork.
Choosing the right provider is only half the equation. CVD protection compounds when paired with regular inspection. Tracking wear rates, monitoring coating performance, and scheduling re-coating before failure occurs — rather than after — is the operational discipline that separates low-cost, high-uptime facilities from those perpetually managing the fallout from the last breakdown.
Conclusion
CVD's practical value comes down to three compounding outcomes: surface hardness that resists wear, corrosion resistance that prevents failures, and uniform coverage that extends service life on even the most geometrically complex components.
Those outcomes grow over time when the coating is selected correctly, applied consistently, and monitored as part of a planned reliability program. Treating it as an ongoing discipline — rather than a one-time application — is what separates reactive maintenance from genuine asset longevity.
For industries where equipment failures are expensive and downtime is not acceptable, CVD is a core part of responsible asset management — one that pays back in fewer shutdowns, longer service intervals, and lower replacement costs. VaporKote has been applying these processes since 1987; contact their team at sales@vaporkote.com or (714) 632-8607 to discuss which coating approach fits your application.
Frequently Asked Questions
What are the applications of chemical vapor deposition (CVD)?
CVD serves oil & gas, petrochemical refining, mining, aerospace, agriculture, heat exchanger manufacturing, and semiconductor production. Typical applications include wear-resistant tooling, drill components, pump impellers, turbine blade cooling channels, and heat exchanger tubes.
What materials can be made with chemical vapor deposition (CVD)?
CVD applies to steel, nickel alloys, cobalt alloys, titanium, and other base metals, producing intermetallic compounds (borides, aluminides), carbides, nitrides, pure metals, or semiconducting materials depending on the precursor chemistry used.
How does CVD coating differ from other surface treatment methods?
Unlike spray-on or PVD coatings that sit on the surface, CVD forms a metallurgically bonded intermetallic compound that becomes part of the base metal. This makes it more durable, resistant to delamination under thermal and mechanical stress, and capable of coating internal surfaces that line-of-sight processes cannot reach.
How long do CVD coatings last in industrial environments?
Service life depends on the application, base material, and operating conditions. CVD-treated components consistently outlast untreated equivalents, maintaining coating integrity under extreme temperatures, abrasive contact, and corrosive exposure, though exact life extension varies by application.
What industries benefit most from CVD coating?
Oil & gas drilling and production, petrochemical refining, mining, aerospace, agriculture, and heat exchanger manufacturing see the highest returns — particularly operations where component wear or corrosion failure causes unplanned downtime, safety risk, or costly emergency repairs.
What surface hardness can CVD coatings achieve?
Advanced CVD diffusion coatings such as boronizing can achieve hardness levels up to 1,500 Knoop (RC75+ equivalency), exceeding the hardness of tungsten carbide cutting tools. Peer-reviewed research on borided H13 steel has confirmed surface hardness in the 1,650–2,000 HV range, compared to 570 HV for the untreated substrate.