The problem isn't corrosion itself — it's specifying the wrong protection method for the environment. A coating optimized for structural steel outdoors will fail quickly inside a sulfidation-heavy refinery. One that looks economical at purchase can require reapplication every two to three years, costing far more over a decade than a premium solution applied once.
This article covers the top corrosion resistant coating methods used in heavy industry, the technical factors that differentiate them, and a straightforward framework for matching the right coating to your specific application.
Key Takeaways
- Corrosion resistant coatings work as protective barriers, sacrificial layers, or metallurgically bonded compounds, each suited to different environments
- Top methods: diffusion coatings (boronizing/aluminizing), hot-dip galvanizing, thermal spray, organic coatings, and electroplating/conversion coatings
- Selection depends on operating temperature, corrosive agents, mechanical wear exposure, substrate material, and standards compliance (ASTM, ASME, SAE, API)
- Diffusion coatings form a true intermetallic bond that cannot peel or delaminate, making them ideal for extreme heat and chemical exposure
- Lifecycle cost matters more than upfront price — a durable coating applied once often beats cheaper options reapplied every few years
What Makes Corrosion Resistant Coatings Critical for Industrial Operations
A corrosion resistant coating is any material applied to a metal surface to slow, prevent, or redirect the electrochemical reactions that cause material degradation. In high-stakes industrial environments, choosing the wrong coating type — or skipping protection entirely — leads to accelerated equipment failure, unplanned downtime, and repair costs that dwarf the original coating investment.
Three protection mechanisms account for why so many coating types exist:
- Barrier protection — physically separates the metal from oxygen, moisture, and electrolytes (epoxies, polyurethane, powder coatings)
- Sacrificial/cathodic protection — a zinc layer corrodes preferentially, protecting the underlying steel even at scratched or damaged areas (galvanizing, zinc-rich primers)
- Diffusion/intermetallic bonding — elements like boron or aluminum are thermally diffused into the base metal, forming a chemically integrated protective compound rather than a coating sitting on top of the surface

The mechanism that fits best depends entirely on the operating environment — which is why industry matters as much as material science.
Industries with the Highest Corrosion Risk
Some sectors face corrosion from multiple directions at once — high temperatures, aggressive chemicals, abrasion, and moisture compounding simultaneously. According to the NACE/FHWA corrosion cost study, U.S. petroleum refining corrosion costs reach $3.7 billion per year, with pulp and paper at $6 billion annually.
The industries where coating selection has the highest operational stakes:
- Petrochemical and oil refining — sulfidation, acid exposure, and thermal cycling degrade unprotected components rapidly
- Oil drilling and production — downhole and surface equipment faces combined abrasion, chloride exposure, and pressure cycling
- Mining — abrasive slurries and wet acid environments attack equipment surfaces continuously
- Agriculture — corrosion accounts for an estimated 5–10% of new machinery value annually
- Heat exchanger manufacturing — tube-side corrosion failure in refinery heat exchangers is a documented and costly failure mode
Top Corrosion Resistant Coating Methods
Each method below has a documented industrial performance record, broad application range, and alignment with recognized engineering standards — ASTM, ASME, SAE, and API.
Diffusion Coatings (Boronizing and Aluminizing)
Diffusion coatings use chemical vapor deposition (CVD) to thermally diffuse elements — boron or aluminum — into the base metal surface. The result is a true intermetallic compound, not a layer sitting on top of the substrate. Because the coating grows inward through atomic diffusion, it cannot peel, flake, or delaminate under mechanical stress.
Key performance characteristics:
- Extreme surface hardness — boronized steel achieves Knoop microhardness values above 1,600 HK in the FeB layer, per peer-reviewed Materials research; VaporKote's process achieves a surface hardness of 1,500 Knoop (RC75+ equivalency)
- High-temperature corrosion resistance — aluminizing resists oxidation and sulfidation up to 800–950°C; boronizing is effective to approximately 500°C
- Dimensional stability — coating growth occurs inward, preserving tight tolerances on precision components
- No delamination risk — the intermetallic bond cannot be separated from the base metal under normal service conditions
VaporKote, based in Anaheim, California, has delivered diffusion coating services since 1987 across petrochemical, oil drilling, aerospace, pulp & paper, and heat exchanger manufacturing. Their furnaces process components up to 68 inches in diameter, and the company formulates powder mixes on-site for each application. Every processed part receives metallurgical certification referencing ASTM, ASME, SAE, and API standards — a requirement for components in regulated industries.
Typical components processed include pump impellers, wear rings, sleeves, bushings, heat exchanger tubing, reactor screens, and high-temperature nozzles.
| Factor | Detail |
|---|---|
| Best For | High-temperature corrosion, wear-intensive components: pumps, valves, drill bits, heat exchangers |
| Key Properties | RC75+ surface hardness, intermetallic bond, oxidation and sulfidation resistance |
| Limitations | Requires furnace processing; metallurgical review needed for thin-walled or highly ductile substrates |
Hot-Dip Galvanizing
Hot-dip galvanizing submerges steel in a molten zinc bath maintained at approximately 435–455°C, forming a metallurgically bonded zinc-iron alloy coating. It delivers both barrier protection and cathodic (sacrificial) protection — if the coating is scratched, the surrounding zinc corrodes preferentially, protecting the exposed steel underneath.
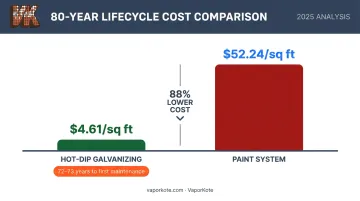
The American Galvanizers Association reports that hot-dip galvanized structural steel greater than ¼-inch thick provides 72–73 years to first maintenance in industrial atmospheres. Lifecycle cost data tells a clear story: AGA's bridge comparison found galvanizing at $4.61/sq ft over 80 years versus $52.24/sq ft for a paint system — an 88% lifecycle cost saving.
Galvanizing's practical advantages for structural applications:
- Full surface coverage, including corners, edges, and interior hollow sections
- No ongoing maintenance required in most moderate environments
- Self-healing at damaged areas via zinc sacrificial action
- Covered under ASTM A123/A123M-24 for structural steel fabrications
| Factor | Detail |
|---|---|
| Best For | Structural steel, bridges, utility infrastructure, agricultural equipment, outdoor frameworks |
| Key Properties | Dual barrier + cathodic protection, full-surface coverage, demonstrated 70+ year service life |
| Limitations | Not suitable for high-temperature environments; less effective in strongly acidic or alkaline conditions |
Thermal Spray Coatings (Metallizing)
Thermal spray propels molten metallic or ceramic materials — zinc, aluminum, tungsten carbide — onto a substrate at high velocity, creating a mechanically bonded protective layer. Adhesion comes from mechanical interlocking with the substrate surface profile, not metallurgical fusion — which means surface preparation directly determines coating performance.
Field applicability is the defining advantage: thermal spray works on installed structures, large vessels, and bridge components where furnace processing is not an option. Coating composition can be engineered to address combined corrosion and wear requirements.
A 2023 peer-reviewed study reported thermally sprayed aluminum on offshore steel structures achieves corrosion rates of just 2–3 micrometers per year in North Sea submerged conditions.
Important considerations:
- Inherent coating porosity requires topcoat sealers to prevent moisture infiltration (per FHWA guidance)
- Surface preparation is critical — adhesion depends entirely on substrate profile
- ASTM C633 governs adhesion/cohesion strength testing for thermal spray coatings
| Factor | Detail |
|---|---|
| Best For | Large structures, marine environments, oil and gas equipment, worn component refurbishment |
| Key Properties | Field-applicable, thick coating achievable, tunable composition for specific environments |
| Limitations | Mechanically bonded only; porosity requires sealing; bond strength depends heavily on surface prep |
Organic Coatings (Epoxy, Polyurethane, and Powder Coatings)
Organic coatings — epoxy primers, polyurethane topcoats, and electrostatically applied powder coatings — protect metal by physically blocking oxygen, moisture, and chlorides from reaching the substrate. They are polymer-based barrier systems, and barrier function alone is their primary protection mechanism.
Practical advantages make them the most widely specified coating type across general industry:
- Cost-effective relative to metallic or diffusion coating options
- Available in a wide range of colors and finishes
- Compatible with most metal substrates
- Can be paired with zinc-rich primers for enhanced corrosion performance
The core limitation: all organic coatings are permeable to some degree and provide no cathodic protection. Once damaged, underfilm corrosion initiates at the breach and can spread laterally beneath intact coating.
ISO 12944 durability classifications define service lives ranging from under 7 years (Low) to over 25 years (Very High), depending on environment and system selection — but these assume proper surface preparation and regular inspection cycles.
| Factor | Detail |
|---|---|
| Best For | Light to moderate corrosion environments, aesthetic applications, general industrial equipment, pipelines |
| Key Properties | Cost-effective, versatile finishes, wide compatibility, combinable with zinc primers |
| Limitations | Permeable barrier, no self-healing, susceptible to underfilm corrosion once damaged, requires recoating cycles |
Electroplating and Conversion Coatings
Electroplating deposits metals — nickel, chrome, or zinc — onto a substrate through electrochemical processes. Conversion coatings (anodizing, chromate conversion per MIL-DTL-5541) chemically react with the metal surface to form a protective oxide or chromate layer. Both methods allow precise thickness control at the micron level.
Primary use cases:
- Precision aerospace fasteners and machined parts requiring tight dimensional tolerances
- Pre-treatment layer to improve paint adhesion before topcoating
- Aluminum components requiring surface conversion (anodizing)
ASTM B633-19 governs electrodeposited zinc coatings on iron and steel. One important note: B633-19 explicitly excludes high-strength steels with tensile strength above 1,700 MPa due to hydrogen embrittlement risk.
Regulatory constraints apply: EPA regulates hexavalent chromium emissions from chrome electroplating under 40 CFR Part 63 Subpart N, and OSHA's permissible exposure limit for Cr(VI) is 5 μg/m³ (8-hour TWA). These compliance requirements add complexity and cost for shops running chrome plating operations.
| Factor | Detail |
|---|---|
| Best For | Aerospace fasteners, precision machined parts, aluminum components, electronics housings |
| Key Properties | Tight thickness control, excellent paint adhesion base, light-duty corrosion resistance |
| Limitations | Regulatory concerns with hexavalent chromium; limited standalone protection for heavy industrial use |
How to Choose the Right Corrosion Resistant Coating
The most common mistake in coating specification is choosing based on upfront cost alone. A paint system that requires repainting every 7–10 years will cost far more over a structure's service life than a galvanized or diffusion coating applied once. Lifecycle cost — not purchase price — is the number that matters.
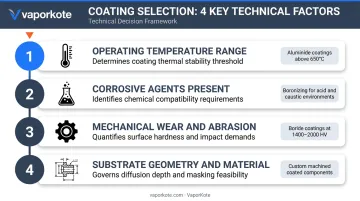
Four Technical Factors That Drive the Decision
- Operating temperature range — organic coatings and galvanizing have ceiling temperatures; diffusion coatings handle elevated heat that eliminates other options
- Corrosive agents present — chlorides, acids, sulfides, and moisture each behave differently against different coating chemistries
- Mechanical wear and abrasion — if the component also faces erosion or sliding contact, hardness matters as much as corrosion resistance; organic and galvanized coatings perform poorly under abrasion
- Substrate geometry and material — furnace processing constrains component size and ductility; thin-walled components require metallurgical review before diffusion coating
Standards Compliance
For oil refining, petrochemical, and aerospace applications, coatings must meet recognized standards. Ask your coating provider:
- Does the provider supply metallurgical certification with each processed batch?
- Which standards does their documentation reference (ASTM, ASME, SAE, API)?
- Can they support a compliance audit if the component is part of a regulated system?
Quick Decision Framework
| Application | Recommended Method |
|---|---|
| High heat + chemical/sulfidation exposure | Diffusion coatings (boronizing/aluminizing) |
| Structural steel, outdoor infrastructure | Hot-dip galvanizing |
| Large installed structures, marine environments | Thermal spray |
| Moderate environments, aesthetic requirements | Organic coatings (epoxy/polyurethane/powder) |
| Precision parts, tight tolerances, extreme hardness | Diffusion coatings (boronizing) |
Conclusion
The right corrosion protection method must align with your operating environment, substrate, mechanical demands, and compliance requirements — not just the line item on a quote.
Evaluate providers on technical capability, not just price. Ask for certification documentation, confirm processing capacity for your component geometry, and verify track record in your specific industry. A provider that formulates coatings for your substrate and issues metallurgical certification is a different category entirely from one supplying a generic off-the-shelf finish.
For industrial operators dealing with high-temperature corrosion, extreme wear, or aggressive chemical environments, VaporKote's diffusion coating services — boronizing and aluminizing — have protected components across petrochemical, mining, aerospace, and oil production industries since 1987. The team offers engineering consulting, on-site powder formulation, metallurgical certification, and processing capacity for components up to 68 inches in diameter.
Contact VaporKote at sales@vaporkote.com or call (714) 632-8607 to discuss your application.
Frequently Asked Questions
What is a corrosion resistant coating?
A corrosion resistant coating is a material applied to metal surfaces to prevent or slow electrochemical degradation from moisture, oxygen, chemicals, or heat. It works as a physical barrier, a sacrificial layer that corrodes in place of the substrate, or an intermetallic compound bonded within the base metal itself.
What are the main types of corrosion resistant coatings?
The three primary categories are diffusion coatings (boronizing, aluminizing), metallic coatings (galvanizing, electroplating, thermal spray), and organic coatings (epoxy, polyurethane, powder coat). Each suits different environments and performance requirements — no single type covers every application.
What is the most corrosion-resistant plating for industrial use?
For high-temperature or chemically aggressive environments, diffusion coatings — particularly boronizing — rank among the top performers due to their metallurgically bonded intermetallic surface. For structural steel, hot-dip galvanizing provides one of the longest documented service lives at 70+ years in moderate conditions.
How do diffusion coatings differ from paint or plating?
Diffusion coatings chemically bond with the base metal at the atomic level during a high-temperature process, forming an intermetallic compound that cannot delaminate. Paint and plating sit on top of the substrate and rely on adhesion — making them vulnerable to peeling, chipping, and underfilm corrosion once the surface is breached.
Which industries benefit most from corrosion resistant coatings?
Industries with the most to gain include petrochemical, oil refining, oil drilling, mining, aerospace, agriculture, and pulp & paper. In these sectors, corrosion-driven failures cause unplanned downtime, safety hazards, and frequent part replacement — making coating selection a direct operational and financial decision.
How long do corrosion resistant coatings last?
Service life depends heavily on the method and environment. Hot-dip galvanizing can last 70+ years on structural steel; diffusion coatings offer exceptional longevity in high-wear, high-temperature service. Organic coatings typically need recoating within 5–10 years under harsh conditions.