Introduction
Industrial components in mining, oil drilling, manufacturing, and aerospace face relentless punishment from friction, abrasion, and impact. This constant assault degrades parts rapidly, triggering costly downtime and premature replacements. According to widely cited industry research, unplanned downtime costs the world's 500 largest companies approximately $1.4 trillion annually (roughly 11% of total revenues), with equipment failure driving 80% of those stoppages.
Surface hardening offers a precise engineering solution: it creates a tough, wear-resistant outer shell while preserving a flexible, impact-absorbing core. This dual-layer structure extends component lifespan while maintaining structural integrity under shock loads.
Choosing the right method requires balancing hardness, case depth, cost, and dimensional stability — and the options vary considerably.
This guide covers the definition and metallurgical principles of surface hardening, the main methods (thermal, thermochemical, and mechanical), key benefits, industry applications, and a practical framework for choosing the right process.
Key Takeaways
- Surface hardening creates a hard outer layer while keeping the core ductile—ideal for components facing both wear and impact
- Thermal methods (flame, induction) harden medium-carbon steels quickly through localized heating and quenching
- Thermochemical methods (carburizing, nitriding, boronizing) diffuse elements into the surface for extreme hardness and corrosion protection
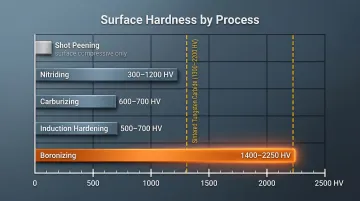
- Boronizing achieves 1400–2250 HV hardness, matching or exceeding tungsten carbide
- Shot peening can extend fatigue life up to 300% without changing a part's chemical composition
What Is Surface Hardening?
Surface hardening is a heat treatment or thermochemical process that selectively increases the hardness of a metal's outer layer while the core remains ductile and tough. The fundamental metallurgical principle involves altering the near-surface crystal structure (via thermal transformation) or the surface chemical composition (via diffusion) while leaving the core microstructure unchanged.
This hard exterior over a soft interior solves two competing demands at once: the surface resists wear and abrasion, while the core absorbs shock and cyclical stress without fracturing. Components like gears, bearings, and drill bits experience both types of loading — surface hardening addresses both without compromise.
Surface Hardening vs. Through Hardening
Through hardening heats medium-to-high carbon steels above their critical temperature and rapidly quenches them, producing relatively uniform hardness from surface to core. That uniform hardness comes at a cost: the part becomes brittle throughout, leaving it vulnerable to fracture under impact or shock loads.
Surface hardening creates a composite structure instead — a hard, wear-resistant outer layer (the case) backed by a softer, ductile core that absorbs dynamic loads without catastrophic failure.
Neither approach suits every application. The right choice depends on load type:
| Load Condition | Preferred Method | Reason |
|---|---|---|
| Constant abrasion / sliding wear | Surface hardening | Hard case protects surface; core stays tough |
| High impact / shock loading | Surface hardening | Ductile core prevents brittle fracture |
| Purely compressive, uniform loads | Through hardening | Full-section strength is acceptable |
| Complex fatigue (bending + wear) | Surface hardening | Compressive surface stress resists crack initiation |
A note on terminology: Engineers often use "case hardening" and "surface hardening" interchangeably, but the terms aren't identical. Per ASTM A941, case hardening refers specifically to thermochemical processes — carburizing, nitriding, carbonitriding — that change the surface's chemical composition. Surface hardening is the broader category, encompassing thermal methods (flame and induction hardening) and mechanical methods (shot peening) as well.
Main Types of Surface Hardening Methods
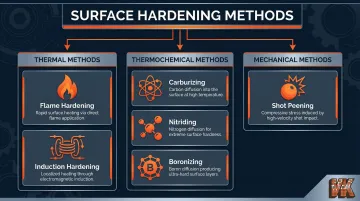
Surface hardening methods fall into three broad categories:
- Thermal/energy-based methods that harden through rapid heating and quenching
- Thermochemical/diffusion methods that alter the surface's chemical composition by infusing elements
- Mechanical methods that induce compressive stress
Thermal Surface Hardening Methods
Flame Hardening
Flame hardening applies a high-temperature oxy-fuel gas flame (typically oxy-acetylene or oxy-propane) directly to the metal surface until it reaches the austenitic transformation temperature, then immediately quenches it with water or polymer. This process relies on thermal transformation—ferrite to austenite to martensite—without altering the steel's chemical composition.
Best-fit applications:
- Materials: Medium-to-high carbon steels (0.35% to 0.50% C) and alloy steels
- Components: Large parts requiring localized hardening where furnace treatment is impractical—gears, sprockets, machine tool slideways, bearing surfaces of shafts, and rails
- Hardness: 55–60 HRC (up to 65 HRC depending on carbon content)
- Case depth: 1 to 6 mm typically, up to 13 mm on heavier sections
Induction Hardening
Induction hardening uses an alternating current power supply connected to a copper coil to generate a high-frequency magnetic field. This induces eddy currents within the electrically conductive workpiece, generating localized Joule heating. The part is heated to the austenitizing temperature and rapidly quenched to form martensite.
The primary advantage is precise control over hardening depth (by adjusting frequency and power density) and extreme zone selectivity—you can harden specific areas without affecting the rest of the part.
Best-fit applications:
- Materials: Medium-carbon steels (0.35% to 0.60% C) and alloy steels (SAE 4140, 4340)
- Components: Crankshafts, camshafts, axle shafts, transmission shafts, gears, drive sprockets
- Hardness: 48–60 HRC
- Case depth: 0.25 to 6 mm, controlled by magnetic field frequency (higher frequencies yield shallower depths)
Thermochemical Diffusion Methods
Carburizing (Case Hardening)
Carburizing heats low-carbon steel in a carbon-rich environment (gas, liquid, or vacuum) to temperatures between 850°C and 950°C. Carbon diffuses into the surface layer, creating a concentration gradient. Subsequent quenching transforms the carbon-enriched surface into high-carbon martensite.
Best-fit applications:
- Materials: Low-carbon and low-alloy steels (SAE 8620, 9310, 5120)
- Components: Heavy-duty gears, bearings, piston pins, aerospace transmission shafts
- Hardness: 58 to 64 HRC
- Effective Case Depth (ECD): 0.5 to 3.0 mm (typically measured to 50 HRC)
Nitriding
Nitriding introduces nitrogen into the steel surface via ammonia gas, plasma (ion), or salt bath at sub-critical temperatures (typically 420°C to 580°C). The process forms a hard "compound layer" (white layer) consisting of epsilon (Fe₂₋₃N) and gamma-prime (Fe₄N) phases, supported by a nitrogen diffusion zone.
Because nitriding is performed below the austenitizing temperature, it does not require a post-process quench, resulting in excellent dimensional stability and minimal distortion—critical for precision components.
Best-fit applications:
- Materials: Alloy steels containing nitride-forming elements (Cr, Mo, V, Al), tool steels (H13), stainless steels
- Components: Camshafts, fuel injection components, valve stems, precision gears
- Hardness: 300–1200 HV depending on alloy (low-alloy steels: ~300 HV; high-alloy/stainless steels: 1000–1200 HV)
- Total Case Depth (TCD): 0.1 to 0.6 mm
Boronizing (Diffusion Coating)
When nitriding's hardness ceiling isn't enough, boronizing is the next step up. Boronizing (boriding) diffuses boron atoms into the metal surface via pack, paste, or Chemical Vapor Deposition (CVD) methods at 700°C to 1000°C, forming an intermetallic iron-boride compound layer.
Engineers prefer single-phase Fe₂B layers to prevent spalling; dual-phase (FeB + Fe₂B) layers can form at higher boron potentials but risk surface flaking. The process achieves hardness levels of 1400–2250 HV—matching or exceeding sintered tungsten carbide cutting tools (1300–2200 HV).
VaporKote's boronizing service includes formulating on-site powder mixes calibrated to each application's alloy, geometry, and wear environment—rather than using off-the-shelf boronizing compounds.
Best-fit applications:
- Materials: Carbon steels, tool steels, nickel alloys
- Components: Extreme abrasive environments—oilfield tubing, slurry pumps, ground-engaging mining tools, extrusion dies
- Hardness: 1400–2250 HV
- Case depth: 50 to 250 µm typically, up to 300–400 µm with advanced deep-case CVD and pack methods
Mechanical Surface Hardening
Shot Peening and Cold Working
Shot peening bombards the surface with spherical media (steel, glass, or ceramic shot). Each impact acts as a tiny hammer, causing the surface to yield in tension. As the substrate resists this yielding, it induces a uniform layer of compressive residual stress. This improves fatigue resistance and stress-corrosion cracking resistance without changing the steel's chemistry.
Shot peening welded Ti-4Al-6V turbine engine high-pressure compressor rotors increased fatigue life from 4,000 cycles (as-welded) to 16,000 cycles—a 300% improvement. In offshore steel structures, shot peening reversed residual tensile stresses from welding, resulting in a >100% increase in fatigue strength at 1,000,000 cycles.

Cold working (rolling, hammering) achieves similar compressive strengthening. These methods don't create the same depth of hardness as thermochemical methods but are highly effective for improving fatigue life in springs, aircraft components, and welded structures.
Best-fit applications:
- Materials: Steels, titanium alloys, aluminum alloys, welded structures
- Components: Springs, turbine blades, aircraft structural components, welded joints, gears subject to cyclic loading
- Primary benefit: Fatigue life improvement (commonly 100–300% increase) and stress-corrosion cracking resistance
- Hardened depth: Shallow (typically 0.1–0.5 mm compressive layer)
Key Benefits of Surface Hardening
Wear and Abrasion Resistance
A hardened surface dramatically reduces material loss from friction and abrasive contact, directly extending part service life. In a documented field trial by an oilfield drilling-tool company, deep-case boronizing (0.010 in. / 250 µm depth) of ground-engaging tools increased durability by 75% to 100% over conventional 0.004 in. treatments, allowing the tools to last for an entire well-drilling process without replacement.
Preserved Core Toughness and Fatigue Resistance
Retaining a ductile, unhardened core allows parts to absorb cyclical stress and impact loads without fracturing. This is critical for components like drive gears, sprockets, and drill components that face both surface wear and shock loads simultaneously.
That same surface layer also works in your favor under cyclic loading. Compressive stresses introduced during processes like shot peening actively prevent crack initiation and propagation, boosting fatigue resistance without compromising the tough core beneath.
Cost Efficiency and Extended Equipment Life
Surface hardening is far more cost-effective than manufacturing parts from solid high-alloy or exotic materials. By treating a standard steel base metal, operators achieve superior surface performance at lower material cost, reducing maintenance cycles, unplanned downtime, and total cost of ownership.
The numbers back this up at both facility and component scale:
- A Kimberlite study of offshore oil and gas facilities found that data-driven maintenance and robust component engineering reduced downtime by 36%, yielding $34 million in annual cost savings per facility.
- Boronized tubing deployed across just four wells avoided an average of 3 workover interventions per well, resulting in $355,565 in direct cost savings.

Industry Applications of Surface Hardening
Manufacturing and Heavy Industry
Surface hardening is standard practice for power transmission components. Gears, rollers, sprockets, spindles, and machine tool components undergo constant high-contact stress—induction hardening is routinely applied to provide high surface hardness and contact strength while maintaining a favorable distribution of residual stresses.
For centrifugal pumps in manufacturing and chemical processing, where the baseline Mean Time Between Failures (MTBF) is typically 72 months, surface hardening of impellers and shafts prevents premature cavitation and abrasive wear, protecting plant throughput.
Oil, Gas, Petrochemical, and Mining
Extreme-wear conditions demand diffusion-based surface hardening methods. Components exposed to abrasive slurries, high pressures, and corrosive media — including:
- Drilling equipment and pump components
- Control valves and flow regulators
- Conveyor parts and slurry transfer lines
Boronizing and nitriding are preferred in these environments because they deliver deep hardness and corrosion resistance simultaneously.
In mining, abrasive wear of sprockets and track chains accounts for over 60% of undercarriage degradation. Induction hardening and boronizing of high-boron steel alloys have extended roller lifespans from 1,500 hours to over 4,000 hours — reducing total cost of ownership by 40%. VaporKote's boronizing and aluminizing services are built around exactly these conditions, helping clients in oil, gas, and mining recover that maintenance cost gap through extended component service life.
Aerospace and Automotive
Turbine engine shafts, landing gear, and transmission gears all require surface hardening governed by AMS and SAE standards. Nitriding (AMS 2759/6, AMS 2759/8) and carburizing (AMS 2759/7) are the specified processes for flight-critical components where dimensional tolerance and fatigue strength are non-negotiable.
On the automotive side, induction hardening is the method of choice for camshafts and crankshafts. It enables precise contour hardening of cam lobes without distorting the shaft — a balance of localized hardness and core toughness that these components require under continuous fatigue cycling.
How to Choose the Right Surface Hardening Method
Choosing the right surface hardening method depends on your material, part geometry, performance requirements, and budget. Here are the primary factors engineers evaluate:
Key Selection Criteria
- Base material composition: Carbon content and alloying elements determine which processes are feasible
- Required hardness level and case depth: Different applications demand different hardness profiles
- Part geometry and size: Large components may require flame hardening; precision parts may need nitriding
- Operational environment: Abrasion, corrosion, impact, and temperature exposure
- Dimensional tolerance requirements: Some processes (nitriding) minimize distortion; others (carburizing) may require post-treatment machining
- Cost constraints: Thermal methods are typically faster and less expensive; thermochemical methods provide superior performance but at higher cost
Method-to-Application Matching
Use flame and induction hardening when:
- You have medium-to-high carbon steel (0.35–0.60% C) with existing carbon content
- You need localized, quick treatment
- You're working with larger components
- Cost and speed are priorities
Use carburizing when:
- You have low-carbon steels requiring deep case depth
- You need ductile cores for gears and bearings
- You want a proven, scalable process for high-volume production
Use nitriding when:
- You have precision alloyed parts needing distortion-free treatment
- You require chemically stable surfaces with dimensional stability
- You're working with components that can't tolerate post-treatment machining
Use boronizing when:
- You face extreme-wear applications demanding maximum hardness
- You need simultaneous corrosion resistance
- Other processes can't match its performance in abrasive or chemically aggressive environments
Engineering Standards and Compliance
Method selection should account for adherence to relevant engineering standards (ASTM, ASME, SAE, API) to ensure treated components meet qualification requirements for their industry sector. VaporKote provides metallurgical analysis and coating certification to confirm compliance with these standards for each project.
Surface Hardening Selection Matrix
| Method | Typical Hardness | Typical Case Depth | Best-Fit Materials | Primary Applications |
|---|---|---|---|---|
| Flame Hardening | 55–60 HRC | 1.0–6.0 mm | Medium-carbon steels (0.35-0.50% C) | Large gears, rails, machine slideways |
| Induction Hardening | 48–60 HRC | 0.25–6.0 mm | Medium-carbon & alloy steels | Crankshafts, camshafts, sprockets |
| Carburizing | 58–64 HRC | 0.5–3.0 mm (ECD) | Low-carbon & low-alloy steels | Heavy-duty gears, bearings, transmission shafts |
| Nitriding | 300–1200 HV | 0.1–0.6 mm (TCD) | Alloy steels (Cr, Mo, V), tool steels | Fuel injectors, valve stems, precision gears |
| Boronizing | 1400–2250 HV | 50–250 µm | Carbon steels, tool steels, Ni-alloys | Slurry pumps, oilfield tubing, extrusion dies |
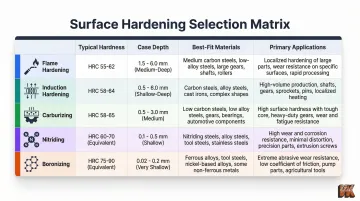
Thermal methods (Flame/Induction) suit deep cases on medium-carbon steels; diffusion methods (Carburizing/Nitriding/Boronizing) deliver extreme surface hardness on complex geometries.
Frequently Asked Questions
What is surface hardening?
Surface hardening is a heat treatment or thermochemical process that increases the hardness of a metal's outer layer while keeping the core ductile. It improves wear resistance and extends the lifespan of industrial components subjected to friction, abrasion, and impact.
What is the difference between surface hardening and through hardening?
Surface hardening treats only the outer layer, preserving a tough, flexible core that absorbs shock and impact. Through hardening applies heat and quenching throughout the entire part, making it uniformly hard but more brittle and susceptible to fracture under dynamic loading.
What is the difference between case hardening and surface hardening?
Surface hardening covers all processes that harden a metal's exterior — thermal, thermochemical, and mechanical methods alike. Case hardening (carburizing) is one specific type of surface hardening that infuses carbon into the surface of low-carbon steel to form a hardened case.
What materials are used for surface hardening?
Medium-to-high carbon steels (0.35–0.60% C) are the most common candidates for flame or induction hardening, while low-carbon steels are typically case-hardened via carburizing. Alloyed steels respond well to nitriding, and tool steels or alloy steels are ideal for boronizing where maximum surface hardness is required.
Is case hardening still used today?
Yes, case hardening (carburizing) remains widely used today, particularly for gears, bearings, and drive components in automotive and heavy industry. It delivers a reliable, cost-effective hardened case with a tough core through well-established processes proven across decades of industrial use.
What is the alternative to nitriding?
Boronizing is a strong alternative to nitriding for applications that demand higher surface hardness. It achieves approximately 1400–2250 HV — well above nitrided surfaces — and provides superior corrosion resistance in abrasive and chemically aggressive environments.