](https://file-host.link/website/vaporkote-87lem1/assets/blog-images/e9d648bc-ede1-4407-8020-7d6cb330d503/1773865337633316_c7f64d04709d45279db5e27551081d3d/360.webp)
Introduction
Industrial engineers face a costly, recurring challenge: components operating in high-friction, high-temperature, or corrosive environments fail prematurely, triggering unplanned downtime and expensive replacements. A pump valve in a petrochemical refinery corrodes through in months instead of years. A plastic injection mold requires refurbishment after just weeks of production. An aerospace actuator rod seizes due to galling wear.
Chromium nitride (CrN) PVD coatings offer a proven solution. By depositing a dense, hard ceramic layer just microns thick, CrN protects base metals from wear, heat, and chemical attack. Research shows CrN coatings reduce wear rates significantly while maintaining dimensional precision—translating directly to longer component life and lower maintenance costs across demanding industrial applications.
This guide covers what CrN is, its standout properties, how it's applied via Physical Vapor Deposition (PVD), and which industries benefit most—giving you the technical foundation to specify the right coating for your critical components.
TLDR
- Hard ceramic thin-film coating applied via PVD, CrN shields metal parts from wear, heat, and corrosion in demanding industrial environments
- Delivers 1750–2500 HV hardness and thermal stability to ~700°C — outperforming TiN and most standard hard coatings on corrosion resistance
- Applied at 1–10 microns thickness, preserving tight tolerances on precision-machined components
- Outperforms TiN in corrosive, high-temperature, and sliding-contact applications
- Widely used across manufacturing (molds, dies), aerospace, oil & gas, medical devices, and metal forming
What Is Chromium Nitride (CrN)?
Chromium nitride (CrN) is a chemical compound of chromium and nitrogen—a hard, chemically stable ceramic material that occurs naturally in trace amounts in iron meteorites as the mineral carlsbergite, but is industrially synthesized for coating applications.
Two Forms of Chromium Nitride
- Cubic CrN (FCC structure): The primary phase used in industrial PVD coatings. It offers superior hardness, acid/alkali resistance, and thermal stability.
- Hexagonal Cr₂N: A secondary phase with lower corrosion resistance. During high-temperature oxidation, Cr₂N transforms to CrN with a 20% volume expansion that creates porous, non-protective scales, leading to premature coating failure.
PVD process parameters—especially nitrogen partial pressure—are carefully controlled to favor the cubic phase, ensuring maximum performance in industrial environments.
How CrN Differs from Chromium(III) Compounds
That cubic lattice structure also explains a common point of confusion. Structurally, CrN behaves similarly to Cr(III) compounds, but it's classified as an interstitial nitride rather than an ionic chromium(III) salt. Nitrogen atoms occupy spaces within the face-centered cubic chromium lattice, creating a blend of covalent and metallic bonding. This gives CrN unique properties—electrical conductivity and metallic toughness—that purely ionic Cr(III) compounds lack.
Key Properties of CrN PVD Coatings
Hardness and Wear Resistance
CrN coatings achieve 1750–2500 HV hardness (15–29 GPa depending on deposition method), creating a tough barrier against abrasion, galling, and fretting. That puts CrN well above most engineering steels and in range with premium hard coatings.
Academic research confirms that optimized CrN coatings reduce wear rates substantially in demanding tribological applications.
Thermal Stability
CrN maintains its protective structure at temperatures up to approximately 700°C (1300°F), making it suitable for hot-running industrial components like die casting molds, valve seats, and turbine parts. This heat resistance stems from stable Cr-N bond chemistry and the formation of a protective Cr₂O₃ oxide layer at elevated temperatures.
Corrosion Resistance
CrN is insoluble in water and acids, forming a dense passivation layer that shields base metals from chemical attack, hot gases, and oxidizing environments.
Key test results:
- Electrochemical testing in 3.5% NaCl solution shows corrosion current densities as low as 2.28 × 10⁻⁷ A/cm²
- Duplex treatments (plasma nitriding + CrN) survive over 720 hours in ASTM B117 salt spray testing without red rust
These results make CrN a practical choice for petrochemical, oil refining, and marine or offshore environments where wet corrosion is a constant threat.
Low Coefficient of Friction and Anti-Galling
CrN's moderate hardness combined with its anti-adhesive surface properties reduces friction (0.3–0.5 against steel, ~0.2 against polymers) and prevents material transfer between mating surfaces. This is critical for sliding wear applications like:
- Plastic injection molds
- Extrusion dies
- Control valves
- Forming tools
Research shows CrN reduces ejection forces in polypropylene molding by up to 23% relative to uncoated tool steel.
Dimensional Precision (Thin-Film Advantage)
CrN is applied in layers typically 1–10 microns thick, meaning coated parts retain their original geometry and tolerances—a critical advantage for precision-machined components that cannot tolerate dimensional change. Unlike electroplated chrome, which adds measurable bulk, a 1–10 micron CrN film has negligible effect on part dimensions while still providing full surface protection.
How CrN Is Applied: The PVD Process
Physical Vapor Deposition Explained
Physical Vapor Deposition (PVD) is a vacuum-based process where a chromium target is vaporized in the presence of nitrogen gas. The resulting chromium nitride is deposited atom-by-atom onto the substrate surface, forming a dense, strongly bonded thin film.
Common PVD Methods for CrN:
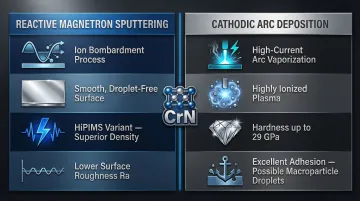
- Reactive Magnetron Sputtering: Ion bombardment dislodges chromium atoms from the target, producing smooth, droplet-free coatings. High-Power Impulse Magnetron Sputtering (HiPIMS) delivers superior density and corrosion resistance compared to standard DC sputtering.
- Cathodic Arc Deposition: A high-current electric arc vaporizes the chromium target, creating a highly ionized plasma. This yields higher hardness (up to 29 GPa) and excellent adhesion, but introduces macroparticle "droplets" that can increase surface roughness.
Why PVD for CrN?
PVD enables precise control of coating thickness, phase (cubic vs. hexagonal CrN), and crystal orientation. Because it's a low-temperature process (200–450°C), it preserves the substrate's mechanical properties and heat treatment—essential for quenched and tempered tool steels.
Engineering Standards and Quality Assurance
That process control only delivers value when backed by verifiable quality. Relevant standards used to validate CrN coatings include:
- ASTM C1624 (Quantitative Single Point Scratch Testing for adhesion)
- ISO 14577-4 (Instrumented indentation for thin coatings)
- ASTM B117 / ISO 9227 (Salt spray corrosion testing)
- ASTM G99 (Pin-on-disk wear testing)
VaporKote has applied these standards since 1987, providing metallurgical analysis and certification of coated parts alongside ASTM, ASME, SAE, and API compliance—giving engineers documented traceability for every coated component.
Industrial Applications of CrN Coatings
Metal Forming and Plastic Molding
CrN is widely used on injection molds, extrusion dies, and forming tools because:
- Anti-adhesive surface prevents material sticking and built-up edge
- High hardness resists abrasion from filled polymers and metal blanks
- Corrosion resistance handles cooling water contact and corrosive additives
- Low surface energy reduces ejection forces
Result: Tool life extends significantly between refurbishments, with some multi-cavity molds running over eight months without maintenance.
Cutting Tools and Machining
CrN serves as a base coating for cutting tools and as a component in advanced multicomponent systems such as CrAlN, where added aluminum improves oxidation resistance to >900°C. In high-speed machining of stainless steels and heat-resistant alloys, CrN base layers absorb impact energy that would otherwise cause brittle fracture in harder top layers — making it a practical foundation for demanding multi-layer tool architectures.
Oil & Gas and Petrochemical Components
CrN protects valves, pump components, downhole tools, and flow control parts from the combined assault of:
- Abrasive particulates (sand, scale)
- Corrosive fluids (H₂S, chlorides, acids)
- High operating temperatures
In reciprocating tribometer tests simulating valve environments up to 300°C, CrN reduced friction coefficients from 0.62 to 0.34–0.48, with wear mechanisms shifting to mild oxidative wear. For operators running valves and pumps in abrasive, high-temperature service, that friction reduction translates directly to longer service intervals and less unplanned downtime.

Aerospace and High-Performance Industrial Components
Typical aerospace and high-performance applications include:
- Turbine components
- Actuator parts
- Hydraulic cylinder rods
- Aerospace fasteners
These applications demand lightweight protection, dimensional stability, and thermal performance—all areas where CrN's thin-film architecture and thermal stability to 700°C deliver non-negotiable advantages.
Medical Implants and Tools
CrN's biocompatibility, corrosion resistance, and hardness make it suitable for surgical instruments and implant surfaces. Hip simulator tests (5 million cycles) show a 36-fold reduction in wear rate for CrN-coated CoCrMo implants compared to uncoated surfaces, while drastically reducing toxic ion release. CrN also meets ISO 10993 cytotoxicity standards, a baseline requirement for any material in prolonged contact with human tissue.
CrN vs. TiN: Choosing the Right Coating
Titanium nitride (TiN) is the most widely known PVD hard coating: gold in color, with solid general hardness. CrN, however, outperforms it in two specific areas: corrosion resistance and high-temperature stability.
Performance Comparison
| Property | CrN | TiN |
|---|---|---|
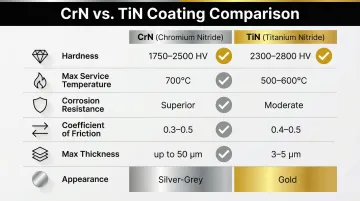
| Hardness | 1750–2500 HV | 2300–2800 HV |
| Max Service Temperature | ~700°C (1300°F) | ~500–600°C (930–1110°F) |
| Corrosion Resistance | Superior (dense Cr₂O₃ passivation) | Moderate (prone to pinhole corrosion) |
| Coefficient of Friction | 0.3–0.5 (vs. steel) | 0.4–0.5 (vs. steel) |
| Max Practical Thickness | Up to 50 µm (low residual stress) | 3–5 µm (high residual stress) |
| Appearance | Silver/metallic grey | Gold/yellow |
When to Choose CrN Over TiN
Choose CrN for:
- Applications involving corrosive chemicals, acids, or salt water
- High-humidity or marine environments
- Elevated temperatures (die casting, hot stamping)
- Sliding contact with soft materials (where TiN's higher friction can cause galling)
- Components requiring thick coatings (>5 µm)
TiN may remain preferred for:
- General-purpose dry cutting where maximum hardness is the priority
- Applications where gold color aids component identification or meets specification requirements
- Lower-budget jobs where corrosion and heat resistance aren't concerns
Visual Identification
CrN appears silver to dark grey, distinctly different from TiN's gold or DLC's black appearance. Aerospace and precision manufacturing shops often rely on these color differences for component identification and traceability in quality control workflows.
Frequently Asked Questions
What is chromium nitride used for?
CrN is a protective coating for metal forming and plastic mold tooling, cutting tools, medical implants, oil & gas components, and aerospace parts—wherever wear, corrosion, or high-temperature resistance is needed to extend component life and reduce maintenance costs.
What is the hardness of CrN coating?
CrN coatings typically achieve hardness in the 1750–2500 HV range depending on deposition parameters, making them significantly harder than most engineering steels and comparable to other premium hard coatings like TiN and CrAlN.
How thick is chromium nitride coating?
CrN PVD coatings are typically applied at 1–10 microns thickness, with 2–4 microns being common for most industrial applications—thin enough to preserve dimensional tolerances while delivering meaningful wear and corrosion protection.
What is the difference between TiN and CrN coating?
CrN offers better corrosion resistance and higher-temperature stability (700°C vs. 500–600°C) than TiN, while TiN has a distinctive gold color and slightly higher hardness. CrN is preferred for wet, corrosive, or high-heat environments; TiN suits general-purpose cutting applications.
Is chromium nitride toxic?
CrN in its applied form is stable and inert, and is generally considered safe. During manufacturing, NIOSH sets a 0.5 mg/m³ REL for chromium dust and powder—proper industrial hygiene practices should be followed throughout any coating production process.
What color is chromium nitride?
CrN coatings appear silver to dark gray, distinctly different from the gold of TiN or the dark/black appearance of DLC coatings.
Ready to extend component life and reduce maintenance costs with CrN PVD coatings? Contact VaporKote at (714) 632-8607 or sales@vaporkote.com to discuss your application. Since 1987, VaporKote has applied precision PVD coatings to components across aerospace, oil & gas, and heavy manufacturing—meeting ASTM, ASME, SAE, and API standards on every project.