Aluminum nitride (AlN) coating addresses multiple failure modes simultaneously—thermal degradation, mechanical wear, and chemical corrosion—through a unique combination of properties rarely found in a single material. This ceramic-based protective surface treatment delivers exceptional thermal conductivity (up to 320 W/m·K in bulk form), ultra-wide bandgap electrical insulation, and oxidation resistance to temperatures exceeding 1000°C. This article explores AlN coating's properties, deposition methods, industrial applications, and how it compares to competing protective coatings.
TLDR
- AlN is a high-performance ceramic coating combining exceptional thermal conductivity (2–260 W/m·K in films), hardness (10–22 GPa), and chemical resistance
- Applied via CVD, reactive magnetron sputtering, or suspension plasma spray depending on thickness and substrate needs
- Critical for electronics thermal management (LEDs, RF devices), aerospace high-temperature components, and petrochemical corrosion protection
- Outperforms TiN and TiAlN in thermal management and oxidation resistance — making it the stronger choice for high-heat environments
- Deposition method selection determines real-world performance — match the process to your application before committing
What Is Aluminum Nitride (AlN) Coating?
Aluminum nitride (AlN) is a binary compound of aluminum and nitrogen belonging to the III-V semiconductor family. Its thermodynamically stable phase is the hexagonal wurtzite crystal structure—the same phase found in high-performance bulk AlN ceramics used in electronics packaging and thermal management applications.
Bulk AlN vs. Deposited AlN Films
Bulk AlN refers to sintered ceramic substrates manufactured through pressureless sintering (often with Y₂O₃ additives to bind oxygen impurities) into dense, millimeter-thick structural components.
When applied as a thin or thick coating on metallic or ceramic substrates, AlN transfers its core properties — thermal conductivity, electrical insulation, and hardness — to the base component without replacing it entirely.
AlN coatings are formed in situ on the substrate surface through high-energy processes like plasma spray, chemical vapor deposition (CVD), or reactive magnetron sputtering. These processes bond the AlN layer intimately to the base material, creating a protective interface that resists delamination under thermal cycling and mechanical stress.
Crystal Phase Variations
While hexagonal wurtzite is the stable phase, cubic-phase AlN coatings also exist. Crystal phase directly determines performance — hardness, thermal conductivity, and piezoelectric response all shift depending on which phase is present:
- Hexagonal wurtzite — the standard phase in most industrial and electronics coatings; highest thermal conductivity
- Zincblende AlN — synthesized under non-equilibrium conditions via plasma source molecular beam epitaxy at low temperatures
- Rock-salt AlN — forms only under extreme high-pressure conditions (>14–20 GPa); limited to research applications
Phase selection is a key design decision when specifying AlN coatings for electronics versus wear protection applications.
Key Properties of Aluminum Nitride (AlN) Coating
Thermal Conductivity: The Critical Performance Gap
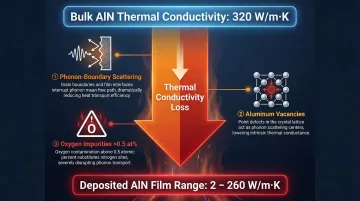
Bulk single-crystal AlN achieves an intrinsic thermal conductivity of 319–321 W/m·K at room temperature, making it one of the most thermally conductive non-metallic materials known—approaching the thermal performance of copper (400 W/m·K) while maintaining electrical insulation.
Deposited AlN films, however, typically achieve significantly lower values:
- Reactive sputtered films: 2–170 W/m·K depending on process conditions
- High-quality MOCVD films: Up to 260 W/m·K
- Suspension plasma spray coatings: Lower end of the range due to porosity
Thermal conductivity in films drops due to phonon-boundary scattering, aluminum vacancies, and oxygen impurities. Film thickness matters critically: thinner films exhibit more boundary scattering, while oxygen contamination above 0.5 at% sharply degrades thermal performance. When sourcing AlN films for heat spreaders, engineers must specify deposition methods and strict oxygen limits rather than relying on bulk theoretical values.
Hardness and Wear Resistance
Nanoindentation hardness for deposited AlN films ranges from 10 to 22 GPa (approximately 1000–2200 HV), measured via Berkovich indenter with continuous stiffness measurement. While harder than bare steel, AlN is softer than standard cutting tool coatings like TiN (~24 GPa) or AlTiN (~33–35 GPa).
This moderate hardness makes AlN suitable for:
- Wear-resistant surfaces in sliding contact applications
- Protective layers in electronics where abrasion resistance is needed
- Components in superlattice structures (like CrN/AlN) where combined properties are optimized
Electrical Insulation with Thermal Conductance
AlN is an ultrawide-bandgap insulator with a direct bandgap of 6.0–6.2 eV and volume resistivity exceeding 10¹² to 10¹⁴ Ω·cm. Few materials conduct heat efficiently while blocking electrical current — AlN does both, making it uniquely valuable in power electronics packaging where heat must escape but isolation is non-negotiable.
Key applications include:
- High-power LED substrates that dissipate heat while preventing electrical shorts
- RF/microwave device heat spreaders that maintain signal integrity
- Power module packaging that protects sensitive electronics while managing thermal loads
High-Temperature Stability and Oxidation Resistance
AlN resists oxidation in air up to 1000–1050°C by forming a protective Al₂O₃ scale. Rapid and destructive degradation occurs above 1250°C. In vacuum environments, AlN suffers from congruent sublimation (direct vaporization without melting: 2AlN → 2Al + N₂), losing approximately 5 nm/min at 1700°C.
Practical implications:
- Limit continuous air service of AlN coatings to <1000°C
- Use nitrogen overpressure (10⁶ to 10⁷ Pa) if high-temperature vacuum processing is required
- AlN outperforms many metal nitrides (like TiN, which oxidizes at ~500–600°C) in elevated-temperature applications
Chemical Inertness and Corrosion Resistance
AlN exhibits a highly non-wetting contact angle of 136° with molten aluminum. Suspension Plasma Sprayed (SPS) AlN coatings on carbon steel exposed to molten Al-5%Mg alloy at 850°C for 2+ hours demonstrated improved corrosion resistance and no delamination compared to uncoated substrates.
That inertness translates directly to demanding industrial service. AlN-coated components hold up in:
- Petrochemical processing streams with corrosive byproducts
- Oil refining environments with sulfur compounds and high-temperature fluids
- Corrosive gas atmospheres where unprotected metals degrade rapidly
How AlN Coatings Are Applied: Deposition Methods
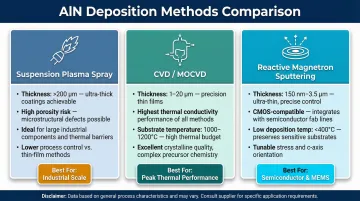
The choice of deposition method determines coating thickness, purity, crystal structure, and thermal performance. Primary techniques include Chemical Vapor Deposition (CVD), reactive magnetron sputtering, and suspension plasma spray (SPS). Molecular beam epitaxy (MBE) is used in research settings but falls outside the scope of most industrial applications covered here.
Plasma Spray and CVD for Industrial-Scale Applications
Suspension Plasma Spray (SPS/APS) — thick coatings for large parts:
AlN is synthesized in-flight by injecting aluminum powder and nitriding agents (such as melamine) into a plasma plume. SPS produces thick coatings (>200 µm) and scales well for large industrial components. The trade-off is higher porosity and risk of Al₂O₃ formation if oxygen enters the carrier liquid or atmosphere.
Chemical Vapor Deposition (CVD/MOCVD) — crystalline films with top thermal performance:
CVD uses metalorganic precursors like Trimethylaluminum (TMAl) and NH₃ at substrate temperatures of 1000–1200°C, yielding highly crystalline, epitaxial films (1–20 µm thick). The thermal performance is excellent, but the high process temperatures restrict substrate compatibility to sapphire or SiC.
Key Challenge: AlN Decomposition
At high temperatures, AlN is prone to congruent sublimation. In vacuum at 1700°C, AlN evaporates at ~5 nm/min, requiring high nitrogen overpressure to stabilize the film during deposition or annealing.
Managing this decomposition behavior is one reason process selection matters so much in industrial applications. VaporKote's thermal diffusion CVD process takes a different approach — forming an intermetallic compound directly at the base metal surface rather than depositing a discrete film layer. This bonding mechanism produces coatings that hold up in demanding service conditions across industries like petrochemical, mining, and aerospace.
Sputtering for Thin-Film Electronics Applications
Reactive Magnetron Sputtering (DC/RF):
This process sputters a pure aluminum target in an Ar/N₂ plasma environment at low substrate temperatures (<400°C), making it CMOS-compatible. Film thickness ranges from 150 nm to 3.5 µm.
Why engineers choose sputtering for electronics work:
- Achieves c-axis (002) orientation required for piezoelectric devices
- Low-temperature deposition preserves temperature-sensitive substrates
- Delivers precise microstructure control
Where sputtering falls short:
- Prone to oxygen incorporation, which severely degrades thermal conductivity
- Smaller grain sizes produce lower thermal performance than MOCVD films
Industrial Applications of Aluminum Nitride (AlN) Coating
Electronics and Thermal Management
AlN's unique combination of electrical insulation and high thermal conductivity solves the heat dissipation challenge that limits device performance and lifespan:
- High-Power LEDs: Using AlN ceramic substrates lowers junction temperature by 42°C compared to standard Al₂O₃ substrates, dramatically extending LED lifespan
- RF/Microwave Devices: A 4 µm-thick sputtered AlN heat spreader reduces thermal resistance by over 70% in RF bipolar junction transistors
- Surface Acoustic Wave (SAW) and Bulk Acoustic Wave (BAW) Sensors: Highly c-axis oriented AlN films provide high acoustic velocity and strong electromechanical coupling for filters and sensors
- Power Modules: AlN packaging for high-power-density GaN and SiC modules maintains junction temperatures below critical thresholds, preventing thermal throttling and enabling sustained full-power operation

Cutting Tools and Wear-Resistant Components
Pure AlN sits around 1000–1200 HV on its own, but CrN/AlN superlattice coatings achieve microhardness of 3800 HV — delivering excellent solid-particle erosion resistance for die-casting and forming tools. In these multilayer structures, AlN contributes stress management and thermal stability that sustain hardness at elevated operating temperatures.
Aerospace and High-Temperature Components
AlN thin-film ultrasonic transducers operate stably up to 900°C for structural health monitoring in aerospace applications, overcoming the 400°C limit of standard PZT sensors. AlN coatings protect turbine-adjacent parts, heat shields, and structural components from combined thermal, oxidative, and mechanical stresses in flight-critical applications.
Petrochemical, Oil & Gas, and Heavy Industry
Layered AlN-TiO₂ coatings (~600 nm thick) on 316L steel create hydrophobic surfaces (125–130° contact angle) that significantly reduce corrosion rates in chloride-containing environments. These properties make AlN-based coatings well-suited for downhole equipment, heat exchanger tubing, and process vessels where pitting and sulfidic corrosion accelerate component failure. VaporKote has applied CVD-based diffusion coatings to components in these industries since 1987, following ASTM, ASME, SAE, and API codes with metallurgical certification on each job.
Semiconductor Substrates and Advanced Electronics Packaging
AlN serves as a substrate material and coating in semiconductor packaging where dimensional stability, thermal performance, and electrical isolation are all critical. Its low coefficient of thermal expansion (CTE) closely matches silicon and GaN, minimizing thermal stress during temperature cycling. CTE mismatch — even a few ppm/°C — causes delamination and cracking over thousands of thermal cycles; AlN's close match to both silicon (~3 ppm/°C) and GaN (~5.6 ppm/°C) keeps interfaces intact across the component's service life.
AlN Coating vs. Other Protective Coatings
| Coating Material | Hardness | Thermal Conductivity | Electrical Insulation | Oxidation Threshold | Primary Use Case |
|---|---|---|---|---|---|
| AlN | 10–22 GPa | 2–260 W/m·K (films) ~320 W/m·K (bulk) |
Yes (6.2 eV bandgap, >10¹² Ω·cm) |
1000–1050°C | Heat spreaders, SAW/BAW filters, molten metal protection |
| TiN | 22–24 GPa | ~25 W/m·K | No (Conductive) | 500–600°C | General wear resistance, decorative gold finish |
| TiAlN | ~31 GPa | Low | No (Conductive) | ~800°C | High-speed machining |
| AlTiN | 33–35 GPa | Low | No (Conductive) | ~900°C | Dry machining of abrasive alloys |
| Boronized Steel | 13–16 GPa (1300–1600 HV) |
Varies (matches steel) | No (Conductive) | Varies | Extreme abrasive wear on steel components |
AlN vs. TiN and TiAlN
Each titanium-based nitride coating occupies a distinct niche, and understanding where they fall short clarifies where AlN fits:
- TiN (~22–24 GPa) is cost-effective but oxidizes at only 500–600°C and offers far lower thermal conductivity (~25 W/m·K vs. up to 260 W/m·K for AlN films). Its electrical conductivity rules it out for electronics thermal management.
- TiAlN (~31 GPa) extends oxidation resistance to ~800°C by incorporating aluminum, which forms a protective Al₂O₃ layer during cutting. It's well-suited for high-speed machining, though it prioritizes hardness over thermal conduction and remains electrically conductive.
- AlTiN (33–35 GPa, >50% aluminum content) pushes further—its self-healing Al₂O₃ tribo-layer at 800–900°C handles the thermal shock of dry machining hard-to-cut materials. For cutting tool applications, AlTiN is the stronger choice.
AlN's edge is different: it combines thermal conductivity with electrical insulation, a pairing none of the above coatings offer. That makes it the right call for electronics packaging, aerospace sensors, and molten metal contact—applications where managing heat without introducing a conduction path is the core requirement.

AlN vs. Boronizing and Other Diffusion Coatings
Boronizing achieves extremely high surface hardness (RC75+, or 1300–1600 HV) through boron diffusion into steel substrates. VaporKote's boronizing process, for example, creates surfaces harder than tungsten carbide, ideal for extreme abrasive wear on pumps, valves, and industrial components in mining, petrochemical, and oil production environments.
Aluminizing provides superior high-temperature corrosion resistance through aluminum diffusion, forming protective aluminide layers. It excels in heat exchanger tubing, fasteners, and wire cloth exposed to oxidizing atmospheres at elevated temperatures.
When to Choose AlN: AlN provides a better balance of thermal management, electrical insulation, and corrosion resistance for high-tech applications—electronics packaging, aerospace sensors, and molten metal contact—where boronizing's extreme hardness or aluminizing's corrosion protection alone are insufficient.
Frequently Asked Questions
Is AlN a ceramic?
Yes, AlN is classified as a technical/advanced ceramic—specifically a non-oxide ceramic—due to its ionic/covalent bonding, crystalline structure, and characteristic properties including high hardness, exceptional thermal conductivity, and electrical insulation typical of engineering ceramics.
What are the benefits of AlN?
AlN delivers a combination of properties rarely found in a single material:
- High thermal conductivity for efficient heat dissipation in electronics
- Electrical insulation despite strong thermal conduction
- Hard surface for wear resistance in industrial applications
- Chemical stability in corrosive environments and oxidation resistance up to 1000°C
What is AlTiN coating good for?
AlTiN (aluminum titanium nitride) is a hard coating optimized for high-speed, high-temperature cutting and machining applications. At elevated temperatures, it forms a protective aluminum oxide layer—making it well-suited for dry machining of hardened steels and cast iron where extended tool life matters most.
What temperature can AlN coating withstand?
AlN maintains structural stability and oxidation resistance up to approximately 1000–1050°C in air by forming a protective Al₂O₃ scale. Rapid degradation occurs above 1250°C. Deposition quality, coating purity, and oxygen content directly affect the maximum service temperature in practice.
How hard is AlN coating?
Deposited AlN coatings exhibit hardness values of 10–22 GPa (approximately 1000–2200 HV), measured via nanoindentation. While harder than bare steel, AlN is softer than cutting tool coatings like TiN (~24 GPa) or tungsten carbide, making it suited for moderate wear applications and thermal management rather than extreme abrasion resistance.
What is AlN coating used for?
AlN coating serves several distinct industrial roles:
- Electronics: Thermal management in LEDs, RF devices, and power modules
- Tooling: Wear protection for cutting tools and industrial components, often in superlattice structures
- Aerospace: High-temperature sensors and structural parts
- Petrochemical/Oil & Gas: Corrosion-resistant protection where molten metal contact or aggressive atmospheres are a concern