Introduction
Improper heat treatment is one of the leading causes of premature component failure in industrial applications — especially when austenitic grades are subjected to hardening protocols designed for martensitic steels. Yet many engineers, machinists, and fabricators struggle with understanding what heat treating actually does, why grade selection matters, and how to avoid these costly errors.
Stainless steel heat treating is a controlled heating and cooling process that alters the metal's internal structure to achieve specific mechanical and chemical properties. Getting it right depends on knowing which process applies to which grade — and why.
This guide is written specifically for beginners who work with or specify stainless steel components and need practical, actionable knowledge to make informed decisions. Whether you're selecting a grade, troubleshooting a failure, or evaluating treatment options, you'll find the fundamentals here — without the metallurgical jargon.
Key Takeaways
- Heat treating uses controlled heating and cooling to modify hardness, ductility, and corrosion resistance
- Austenitic grades (304, 316) cannot be hardened by heat alone—only martensitic and precipitation-hardening grades respond to hardening treatments
- The five core methods are annealing, hardening, tempering, precipitation hardening, and stress relieving
- Temperature precision, soak time, and cooling rate determine final hardness, ductility, and distortion risk
- ASTM, ASME, and API compliance requires certified professional heat treatment—VaporKote provides documented, traceable results
What Is Stainless Steel Heat Treating?
Stainless steel heat treating is a set of thermal processes that heat stainless steel to a defined temperature, hold it there for a specific time, and then cool it at a controlled rate to change its crystalline microstructure. Unlike coatings or platings that only affect the outer layer, heat treating changes the metal throughout its entire structure.
The outcome depends on the method used:
- Increase hardness and wear resistance for cutting tools and industrial shafts
- Soften the material to improve machinability or restore ductility after cold working
- Restore corrosion resistance lost during welding or fabrication
- Relieve internal stress from machining or forming operations
One thing that makes stainless steel more complex than carbon steel is its chromium content. That same chromium that provides corrosion resistance can also interfere with heat treatment outcomes — which is why method selection and temperature control matter more with stainless than with most other steels.
Types of Stainless Steel and How They Respond to Heat Treatment
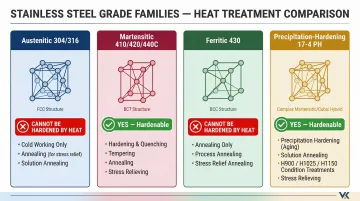
Stainless steel is not a single material—it's a family of iron-chromium alloys with varying compositions. Each family responds differently to heat treatment, and getting this wrong is one of the most common beginner errors.
Austenitic Grades (304, 316)
Cannot be hardened through heat treatment. These grades maintain a face-centered cubic (FCC) crystal structure that does not transform under heat alone. They can only be hardened through cold working (mechanical deformation). Heat treatment for austenitic grades is limited to:
- Annealing: Restores ductility and relieves stress after cold working
- Solution annealing: Dissolves carbide precipitates that form during welding, restoring maximum corrosion resistance
Martensitic Grades (410, 420, 440C)
The most heat-treatable grades. Higher carbon content allows these steels to transform from austenite to hard body-centered tetragonal (BCT) martensite upon rapid quenching. These grades are used for knives, cutting tools, and industrial shafts where hardness and wear resistance are critical. They can be:
- Hardened through austenitizing and quenching
- Tempered to reduce brittleness while maintaining hardness
- Heat treated to achieve specific hardness levels (typically 40-60 HRC)
Ferritic Grades (430)
Ferritic steels are magnetic and non-hardenable by heat treatment. They maintain a body-centered cubic (BCC) structure and can only be hardened through cold working. Annealing restores ductility, but these grades are typically chosen for automotive trim and appliances where corrosion resistance matters more than strength.
Precipitation-Hardening Grades (17-4 PH)
Precipitation-hardening grades are engineered for specialized aging processes. Strengthening happens in two stages: solution treatment creates a low-carbon martensitic matrix, then aging at moderate temperatures (900°F–1,150°F) precipitates microscopic copper-rich particles that significantly increase strength.
This combination makes 17-4 PH ideal for aerospace and high-stress industrial environments where both strength and corrosion resistance are required.
Important: 17-4 PH in Condition A (solution treated only) possesses low fracture toughness and high susceptibility to stress-corrosion cracking. Always specify a secondary aging treatment — H900 for maximum strength or H1150 for maximum ductility.
Common Heat Treatment Methods for Stainless Steel
The right heat treatment depends on your stainless steel grade and what you need the final part to do. Each method targets a specific metallurgical outcome — softening, hardening, stress relief, or precipitation strengthening. Using the wrong method on the wrong grade is a common and costly mistake. The five methods below cover the full range you'll encounter in practice.
Annealing
Annealing softens stainless steel, restores ductility, and relieves internal stresses from cold working or fabrication.
- Heat to 1,850°F–1,900°F (1,010°C–1,040°C) for most austenitic grades
- Hold for approximately 1 hour per inch of thickness
- Cool slowly via furnace or air cooling
This is the primary method for ferritic and austenitic grades after fabrication or cold working. Martensitic and ferritic grades may be subcritically annealed at lower temperatures (1,400°F–1,525°F).
Solution Annealing
Solution annealing is used specifically for austenitic grades to dissolve carbide precipitates that form during welding or high-temperature exposure — a condition called sensitization.
- Heat to 1,900°F–1,975°F (1,040°C–1,080°C)
- Hold long enough to fully dissolve chromium carbides
- Rapidly quench in water to lock dissolved carbides in suspension
The rapid quench is non-negotiable. It prevents carbides from re-precipitating as the metal cools through the 800°F–1,650°F sensitization range. Slow cooling defeats the purpose entirely.
Hardening and Quenching
Hardening applies only to martensitic grades. It's the process for achieving maximum hardness.
Heat to the austenitizing temperature for your specific grade, hold until complete austenite transformation occurs, then rapidly quench in oil, air, or water:
- Type 410: 1,750°F–1,850°F
- Type 420 and 440C: 1,850°F–1,950°F
Oil or air quenching is preferred over water to minimize warping and cracking risk. Quenching speed directly affects final hardness.
One warning that beginners frequently underestimate: quenching causes 7%–9% volumetric expansion, generating massive internal stresses. Delayed tempering can cause catastrophic cracking — always temper promptly.
Tempering
Tempering always follows hardening. Fresh martensite is too brittle for any practical application.
Reheat to 300°F–1,200°F (149°C–649°C) depending on desired toughness, hold for 1–2 hours, then cool slowly to reduce brittleness while preserving most of the hardness.
One temperature range to avoid completely: 750°F–1,050°F (399°C–566°C). Tempering in this zone causes temper embrittlement — a severe drop in impact toughness and corrosion resistance.
Temper within 2 hours of reaching room temperature after quenching. If a delay is unavoidable, apply a 300°F snap-temper immediately to stabilize the part before the full temper cycle.
Precipitation Hardening and Stress Relieving
Precipitation Hardening (17-4 PH):
- Solution treat at 1,900°F to create a martensitic matrix
- Age at 900°F–1,150°F to precipitate strengthening particles
- H900 (900°F for 1 hour): Maximum strength (~190 ksi, 40–47 HRC)
- H1150 (1,150°F for 4 hours): Maximum ductility and toughness (~135 ksi)
Stress Relieving:
- Lower-temperature process (typically around 750°F for austenitic grades)
- Reduces residual stress after welding or machining
- Does not significantly change hardness or corrosion resistance
- Temperature must be carefully managed to avoid the sensitization range unless using low-carbon or stabilized grades
How Stainless Steel Heat Treatment Works: Step-by-Step Process
Regardless of which heat treatment method is used, all processes follow the same three-phase logic: preparation, thermal transformation, and controlled cooling. Deviating from this sequence at any stage compromises the outcome.

Step 1: Preparation and Cleaning
All oils, greases, scale, and residue must be fully removed from the stainless steel surface before heating. Left in place, these contaminants cause localized carburization during heating, which degrades corrosion resistance.
Residual drawing lubricants, machining oils, and even fingerprints contain carbon. During high-temperature processing, these organics "burn in," causing carbon to diffuse into the steel. Chromium binds to that carbon, destroying the passive layer and creating conditions for pitting and corrosion in service.
Proper cleaning methods:
- Chemical solvents
- Hot alkaline solutions
- Vapor degreasing
Skipping this step to save time is the most common beginner mistake — and it produces uneven surface properties and compromised corrosion resistance.
Step 2: Heating and Soaking
The part is brought up to the target temperature at a controlled rate. Heating too fast causes thermal shock and cracking, especially in high-carbon martensitic grades.
Temperature precision matters here: Industry standards like AMS 2750H require furnace temperature uniformity tolerances as tight as ±5°F to ±25°F depending on furnace class. Even small deviations can cause under-hardening, grain growth, or sensitization.
Once at temperature, the part must soak (hold) long enough for the transformation to occur uniformly throughout the cross-section. A common rule of thumb is approximately 1 hour per inch of thickness, though you should always verify against grade-specific data sheets. This ensures the core reaches thermal equilibrium with the furnace — insufficient soak time leaves the core untransformed, resulting in uneven properties.
Step 3: Cooling and Post-Treatment
The cooling method determines the final properties:
- Slow cooling (furnace or insulation): Produces softer, more ductile steel (annealing)
- Rapid quenching (oil or water): Produces harder martensitic structures (hardening)
For martensitic grades, transition to tempering quickly after quenching. Delayed tempering allows unrelieved volumetric stresses to build, which can cause cracking.
Industrial components with tight tolerances require certified furnace environments to achieve repeatable results. VaporKote's heat treatment services operate under ASTM, ASME, SAE, and API standards, providing full traceability for components where documented process control is required.
Key Factors and Common Mistakes in Heat Treating Stainless Steel
Inputs and Variables That Affect Outcomes
Three variables consistently drive outcomes in stainless steel heat treating:
- Grade composition: Higher carbon martensitic grades (420, 440C) achieve greater hardness than lower carbon grades like 410
- Section thickness: Heavier sections need longer soak times and may quench unevenly, creating hardness gradients from surface to core
- Furnace atmosphere: Oxygen-rich environments cause surface oxidation — controlled or vacuum atmospheres preserve surface integrity on critical parts
Most Common Beginner Mistakes
- Applying martensitic protocols to austenitic grades (304, 316): these steels don't harden through heat treatment — only through cold working
- Skipping the tempering step after hardening, leaving martensitic parts brittle; fresh martensite must be tempered to restore toughness
- Water quenching grades that require oil, which causes severe thermal shock and risks cracking or warping
- Delaying tempering: quenched martensitic parts left for hours or days before tempering frequently crack from the internal stresses of volumetric expansion

The Sensitization Risk
Heating austenitic stainless steel in the 800°F–1,650°F (427°C–899°C) range without subsequent rapid cooling causes chromium carbides (Cr₂₃C₆) to precipitate at grain boundaries. This depletes the surrounding zones of chromium and severely reduces corrosion resistance—a phenomenon called sensitization.
Where it happens: Commonly occurs after welding when the heat-affected zone slowly cools through the sensitization range.
Consequences: Intergranular corrosion and intergranular stress corrosion cracking (IGSCC), particularly in chloride-containing environments.
Mitigation strategies:
- Use low-carbon grades (304L, 316L with maximum 0.030% carbon)
- Use stabilized grades (Type 321 with titanium or Type 347 with niobium)
- Perform full solution anneal (above 1,900°F) followed by rapid water quench to redissolve carbides
Misuse by Default
Always verify: Does your grade respond to the heat treatment method you're considering? Consult grade-specific data sheets or work with a qualified heat treater before processing.
Conclusion
Stainless steel heat treating is not a single process but a family of thermal techniques, each suited to a specific grade and performance goal. The right outcome depends entirely on matching the method to the material and application:
- Austenitic grades cannot be hardened through heat alone
- Martensitic grades require careful tempering after hardening
- Precipitation-hardening grades need precise aging cycles to achieve their full potential
That complexity is exactly why industrial applications — in aerospace, petrochemical, mining, and oil refining — benefit from professional heat treating services with traceable, standards-compliant processes. The stakes of component failure in these sectors are too high for guesswork.
VaporKote's heat treatment services adhere to ASTM, ASME, SAE, and API standards. Each job includes metallurgical analysis, certification, and quality documentation tailored to the requirements of critical industrial applications.
Frequently Asked Questions
What is the process of tempering stainless steel?
Tempering follows hardening: the steel is reheated to a temperature well below its hardening point (typically 300°F–1,200°F depending on grade and desired toughness), held for a set time, then cooled slowly. This reduces brittleness while retaining most of the hardness gained during quenching.
Is it better to quench steel with water or oil?
Oil quenching is generally preferred for most stainless steel grades because it cools the metal fast enough to achieve hardness while reducing the risk of cracking or warping that water quenching can cause. Water quenching may be used for specific grades requiring very high hardness, but requires tight temperature control to avoid distortion.
What should you not use on stainless steel before heat treating?
Oils, greases, cutting fluids, and any carbon-containing contaminants must be completely removed before heat treating. If left on the surface, they cause localized carburization during heating, which degrades corrosion resistance and produces uneven surface properties.
Can all grades of stainless steel be hardened by heat treatment?
No—only martensitic and precipitation-hardening grades can be strengthened through heat treatment. Austenitic grades (like 304 and 316) and ferritic grades cannot be hardened by heat. Austenitic grades rely on cold working for strength gains, while ferritic grades are only suited to annealing and stress relieving.
What temperature is needed to anneal stainless steel?
Annealing temperatures vary by grade. Most austenitic grades require 1,850°F–1,900°F (1,010°C–1,040°C), while martensitic and ferritic grades may be subcritically annealed at lower temperatures, typically 1,400°F–1,525°F. Always consult grade-specific data sheets for exact parameters.
What is the difference between annealing and tempering stainless steel?
Annealing softens stainless steel to restore ductility and corrosion resistance (used after cold working or fabrication), while tempering is used after hardening to reduce brittleness in already-hardened steel. They serve opposite purposes and apply to different grades under different conditions.