Introduction
Virtually every metal component used in heavy industry—from oil & gas drilling equipment to aerospace turbine blades and mining machinery—has undergone some form of heat treatment before reaching service. These processes transform raw metal into engineered materials capable of withstanding extreme wear, corrosion, and mechanical stress — without altering the part's geometry.
This guide covers the full heat treatment spectrum: the four core processes (annealing, hardening, tempering, and normalizing), batch vs. continuous furnace selection, and diffusion coatings like boronizing and aluminizing.
Whether you're specifying components for petrochemical refining, aerospace, or heavy equipment manufacturing, the right process selection directly determines component life and maintenance costs.
TLDR:
- Heat treatment alters metal microstructure to achieve specific mechanical properties without changing part geometry
- Four core processes—annealing, hardening/quenching, tempering, normalizing—each serve distinct metallurgical purposes
- Furnace selection depends on part size, production volume, and atmosphere requirements
- Advanced diffusion coatings like boronizing achieve RC75+ hardness, outperforming traditional surface treatments
- Correct process selection can eliminate premature component failure, cutting annual maintenance costs by six figures in high-wear applications
What Is Heat Treatment and Why Does It Matter?
Heat treatment is a controlled group of heating and cooling processes applied to metals to alter their internal microstructure—without changing the part's shape—to achieve targeted mechanical properties such as hardness, toughness, ductility, strength, and corrosion resistance.
The Metallurgical Mechanism
The underlying metallurgical mechanism centers on how controlled heating and cooling rates govern grain structure changes and phase transformations. When steel is heated above specific critical temperatures, its internal structure transforms into austenite (a high-temperature phase that allows carbon atoms to redistribute throughout the iron lattice). How you cool that austenite determines the final microstructure:
- Rapid cooling (quenching) traps carbon in the lattice, forming martensite—an extremely hard but brittle phase
- Slow cooling allows carbon to precipitate out, forming softer structures like pearlite and ferrite with greater ductility
- Intermediate cooling rates produce mixed microstructures with balanced properties
Precise temperature and time management in industrial furnaces is essential to achieving consistent, repeatable results. Even minor deviations in heating rate, soak time, or cooling speed can shift final properties.
Primary Industrial Outcomes
Those microstructural changes translate directly into performance gains on the shop floor. Engineers specify heat treatment to hit one or more of these outcomes:
- Annealing softens hardened stock for machining, forming, or welding
- Quenching and tempering build wear-resistant surfaces that hold up against abrasion and erosion
- Stress relief removes residual stresses from welding or machining before they cause distortion or cracking in service
- Case hardening produces a hard outer shell over a tough, impact-resistant core
- Select thermal treatments improve oxidation and chemical attack resistance in aggressive environments
Industries with the highest dependence on these outcomes include manufacturing, aerospace, petrochemical refining, oil drilling, and mining — all sectors where a single component failure can trigger unplanned downtime, safety incidents, and costly replacements.
The Four Core Types of Heat Treatment Processes
The four core heat treatment types—annealing, hardening/quenching, tempering, and normalizing—each target specific microstructural changes. In practice, these processes are often combined in sequence (for example, hardening followed immediately by tempering) to achieve a precise balance of hardness, toughness, and other properties.
Annealing
Annealing involves heating the metal to a set temperature above its recrystallization point, soaking it to allow grain refinement, and then cooling slowly (furnace cooling or controlled air cooling) to produce a softer, more ductile microstructure.
Purpose and Benefits:
- Improves machinability by softening hardened materials
- Relieves residual stress from prior forming, welding, or machining operations
- Refines grain structure for better uniformity
- Restores ductility to cold-worked metals
Annealing is particularly valuable when components require extensive machining or forming after initial fabrication. The slow cooling rate allows carbon atoms to form stable, soft phases rather than being trapped in hard, brittle structures.
Hardening and Quenching
Hardening involves heating steel above its austenitizing temperature until the metal fully transforms to austenite, then rapidly cooling (quenching) in water, oil, polymer, or forced air. This traps carbon in the lattice and forms martensite, producing a significantly harder and stronger material — though more brittle until tempered.
Quench Medium Selection:
The choice of quench medium determines cooling rate and final properties:
| Quench Medium | Grossman H-Value | Characteristics | Best For |
|---|---|---|---|
| Brine | 2.0–5.0 | Fastest cooling, highest distortion/cracking risk | Very low hardenability steels |
| Water | 0.9–2.0 | Fast cooling, high severity | Low-carbon steels |
| Polymer | 0.2–1.2 | Tunable severity by concentration | Versatile, bridges oil and water |
| Oil | 0.25–0.8 | Moderate cooling, lower distortion | Standard alloy steels, gears |
| Air | 0.02 | Slowest cooling, minimal distortion | High-alloy tool steels |
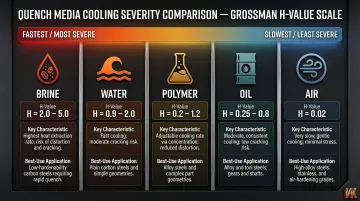
When neither oil nor water delivers the right cooling rate, polymer quenchants allow fine-tuning by adjusting concentration and agitation — a practical advantage in shops running mixed alloy grades.
Tempering
Tempering is almost always performed immediately after hardening. The quenched part is reheated to a temperature well below the lower critical point (typically 205–595°C depending on the alloy and required outcome) and held to transform brittle martensite into a tougher, more stable microstructure—restoring practical toughness while retaining most of the hardness gained during quenching.
Critical Temperature Considerations:
Temperature selection during tempering involves significant metallurgical risks:
- Temper embrittlement occurs when steel is heated or slow-cooled through 375–575°C (705–1070°F), as impurity elements segregate to grain boundaries and destroy impact toughness
- Blue brittleness occurs between 250–400°C (480–750°F), where tempered martensite loses toughness in a narrow but dangerous temperature window
- Secondary hardening in highly alloyed tool steels occurs at 500–550°C, where hard alloy carbides precipitate and actually increase hardness
Proper tempering is essential—without it, hardened parts remain too brittle for service and will crack under load or impact.
Normalizing and Stress Relieving
These two processes serve distinct purposes and must not be confused:
Normalizing heats steel above the upper critical temperature, then cools it in open air to produce a uniform, refined grain structure that is harder and stronger than annealing. Normalizing is used to:
- Refine grain structure for uniform strength
- Improve machinability compared to as-rolled or as-forged conditions
- Prepare material for subsequent heat treatment
Stress relieving heats the part below the lower critical temperature to reduce residual stresses from machining, cutting, or welding without significantly changing mechanical properties. Because it stays below the transformation range, stress relieving removes manufacturing stresses without altering the established microstructure.
Both are standard practice for structural steel components, pressure vessels, and weldments in petrochemical and heavy industrial applications — often appearing as the final step in a multi-process sequence before a component enters service.
Types of Industrial Heat Treatment Furnaces
Industrial furnaces divide into two broad categories: batch and continuous. Choosing between them depends primarily on production volume, part size, and process complexity. Furnace design must also accommodate the heating source (combustion or electric resistance), atmosphere requirements, and required temperature uniformity per AMS 2750 or equivalent standards.
Batch Furnaces
Batch furnaces process one load at a time, with parts manually loaded and unloaded. They're best suited for low-to-medium volume production and varied part runs.
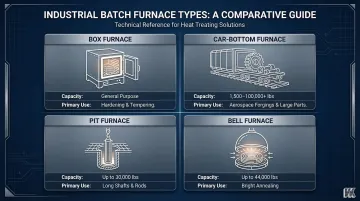
Main Batch Furnace Types:
Box Furnaces:
- General-purpose, versatile design
- Suitable for small-to-medium parts
- Used for hardening, sintering, and inert atmosphere processing
- Typical capacity: Variable based on chamber size
Car-Bottom Furnaces:
- Very large or heavy components loaded on a movable hearth
- Ideal for aerospace forgings and large structural parts
- Typical capacity: 1,500–100,000+ lbs
- Parts roll in and out on rails for easy loading
Pit Furnaces:
- Suited for long shafts, tubes, and rods held vertically
- Vertical orientation minimizes distortion and sagging
- Typical capacity: Up to 30,000 lbs
- Excellent for deep case carburizing of long parts
Bell Furnaces:
- Removable covers lowered over the load
- Offers protective atmosphere for annealing wire coils or sheet metal
- Typical capacity: Up to 44,000 lbs
- Often uses 100% hydrogen atmospheres for bright annealing
Batch furnaces offer maximum flexibility for job shops and low-volume specialty work. The tradeoff is higher labor input per part and longer total cycle times compared to continuous systems — a worthwhile compromise when part geometry varies significantly or run sizes are small.
Continuous Furnaces
Continuous furnaces move parts through heating and cooling zones automatically in a constant flow, offering higher throughput and lower labor cost for high-volume, geometrically consistent parts.
Main Continuous Furnace Types:
Pusher Furnaces:
- Parts pushed through heated zones on trays
- High throughput for uniform parts
- Common for automotive components and heavy equipment carburizing
- Tray-on-tray movement through multiple temperature zones
Roller Hearth Furnaces:
- Parts conveyed on ceramic rollers
- Suitable for flat or consistent geometry (pipes, tubes, bars)
- Typical capacity: 500–15,000 lbs/hr
- Unlimited workflow length possible
Walking Beam Furnaces:
- Stepped beam movement handles heavy or hot parts without contact marks
- Typical capacity: Up to 65 tons/hr
- Used for massive steel slabs and billets in forging operations
- Heavy-duty lifting and advancing mechanisms
Rotary Hearth Furnaces:
- Circular rotating hearth
- Efficient for round or symmetrical parts requiring uniform heating
- Single-operator loading/unloading
- Common for continuous gear hardening
In practice, continuous furnaces occupy roughly half the floor space of equivalent batch systems and allow easier energy recuperation. The requirement for consistent part geometry and sufficient production volume to justify the capital investment limits their applicability. Batch systems remain the practical choice for oversized or highly specialized aerospace components.
Atmosphere and Vacuum Furnaces
Many advanced heat treatment processes — particularly thermochemical surface treatments — require a controlled atmosphere inside the furnace to prevent oxidation, decarburization, or to introduce reactive gases.
Three Main Atmosphere Types:
Inert Atmospheres (Nitrogen, Argon):
- Protect surfaces from oxidation during annealing or hardening
- Prevent scaling and surface degradation
- Common in general heat treating operations
Reducing Atmospheres (Hydrogen, Ammonia):
- Used in bright annealing and nitriding
- Remove existing oxides and prevent new oxidation
- Create chemically active environments for diffusion processes
Reactive/Carburizing Atmospheres (Endothermic Gas, CO-based):
- Used in case hardening and diffusion coating processes
- Introduce carbon or other elements into the surface
- Require precise atmosphere composition control
Vacuum Furnaces:
Vacuum furnaces remove atmosphere concerns by processing parts under full vacuum conditions. They are mandatory for aerospace-grade processing of titanium, nickel superalloys, and tool steels where even trace oxidation is unacceptable. While vacuum systems carry higher capital costs, they eliminate post-process washing and finish grinding — often reducing overall processing costs significantly for critical aerospace components.
AMS2750 Pyrometry Compliance:
Aerospace thermal processing is strictly governed by SAE AMS2750H (revised July 2024), which dictates requirements for temperature sensors, instrumentation, System Accuracy Tests (SAT), and Temperature Uniformity Surveys (TUS). Furnaces are categorized by uniformity tolerances ranging from Class 1 (±5.0°F / ±3.0°C) for highly sensitive processes to Class 6 (±50.0°F / ±28.0°C) for general heating. Maintaining this quality compliance can cost commercial heat treaters up to $780,000 annually, making vendor selection critical for aerospace work.
Advanced Surface Treatments: Diffusion Coatings in Industrial Furnaces
Beyond the four classical heat treatment types, thermochemical diffusion processes represent an advanced category of surface engineering. Reactive elements such as aluminum or boron are diffused into the base metal at elevated temperatures via chemical vapor deposition (CVD).
The result is a hard intermetallic compound layer that is metallurgically bonded to the substrate—not merely applied on top.
Boronizing for Extreme Wear Resistance
Boronizing (also called boriding) is a thermochemical diffusion process that diffuses boron into metal surfaces at 700–1000°C (1300–1830°F) for 1–12 hours. Applied via pack cementation, paste, or CVD, it forms hard, wear-resistant FeB and Fe2B compound layers. Because it is a diffusion process rather than a line-of-sight overlay, it creates a metallurgical bond that resists flaking and spalling.
Boronizing produces surface hardness of 1,370–2,231 HV—significantly harder than traditional case hardening, nitriding, or even tungsten carbide. VaporKote's process achieves RC75+ equivalency (1500 Knoop hardness), exceeding the hardness of tungsten carbide cutting tools.
In oilfield fluid pump components made from 17-4PH stainless steel, boronizing created a 60 μm layer that increased surface hardness from 336 HV to 980 HV. The volumetric wear rate dropped by a factor of five (from 16.4 × 10⁻⁵ mm³/Nm to 3.3 × 10⁻⁵ mm³/Nm), allowing pumps to pass 90-hour durability tests and 60 hours of field operation with no measurable surface wear.

Common boronized components include:
- Pump wear rings, impellers, and valve components
- High-temperature nozzles
- Wear sleeves and bushings
- Mining and drilling equipment
Aluminizing for High-Temperature Corrosion Resistance
Aluminizing (also called calorizing) diffuses aluminum into a base metal to form a protective aluminide layer such as β-NiAl or Fe-Al intermetallics. Applied via pack cementation, slurry, or CVD at temperatures between 850°C and 1150°C, the process creates a dense, adherent α-Al₂O₃ scale at high operating temperatures.
Corrosion Protection Mechanisms:
This aluminum-rich scale provides exceptional resistance to:
- Oxidation at elevated temperatures
- Sulfidation in petrochemical environments
- Metal dusting – a catastrophic corrosion phenomenon caused by carbon diffusion in reformer tubes and syngas production
Aluminizing acts as an impenetrable barrier to carbon diffusion, preventing the catastrophic material loss that occurs in unprotected components exposed to carburizing atmospheres.
Aluminizing Applications:
- Heat exchanger tubing in petrochemical and power generation
- Fasteners requiring anti-galling properties in high-temperature environments
- Wire cloth and reactor screens
- Oil refining and chemical processing equipment
VaporKote's Advanced Diffusion Coating Capabilities
With over 37 years of experience, VaporKote formulates on-site powder mixes and operates purpose-built diffusion furnaces capable of processing components up to 68 inches in diameter—covering large industrial parts that standard heat treaters cannot accommodate.
VaporKote's diffusion coatings serve customers across oil production, petrochemical refining, aerospace, mining, pulp & paper, and heat exchanger manufacturing—industries where component failures translate directly into costly unplanned downtime.
Where Diffusion Coating Fits in the Process
Diffusion coating is typically performed after the base metal has been machined and, if required, conventionally heat treated. As the final metallurgical step, it extends component service life, reduces maintenance downtime, and delivers measurable cost savings in sectors like oil drilling, mining, and heavy manufacturing.
How to Choose the Right Heat Treatment Process and Furnace
Selecting the appropriate heat treatment process and furnace configuration requires balancing material properties, operational requirements, and cost considerations.
Material Composition as Primary Driver
Material composition is the primary selection driver. Ferrous steels respond differently to heat treatment than aluminum alloys, titanium, or nickel superalloys—and some processes (such as quench hardening) are only effective on specific carbon or alloy steel grades.
Material-Specific Considerations:
- Carbon and alloy steels respond well to hardening, tempering, and normalizing
- Tool steels may require specialized tempering to achieve secondary hardening
- Stainless steels require careful atmosphere control to prevent chromium depletion
- Aluminum alloys use solution heat treatment and aging rather than quenching
- Titanium and nickel superalloys demand vacuum processing to prevent oxidation
Run a metallurgical analysis before specifying any treatment process — particularly for complex alloy systems. VaporKote adheres to ASTM, ASME, SAE, API, and other engineering codes and practices, conducting metallurgical analysis and certifying diffusion coatings to documented performance standards.
Operational Factors Determining Furnace Selection
Three operational factors determine furnace selection:
1. Part Size and Geometry:
- Large or long components require car-bottom, pit, or large bell furnaces
- Small to medium parts work well in box furnaces
- Long shafts benefit from vertical pit furnaces to prevent sagging
- Flat, consistent geometry suits roller hearth continuous furnaces
2. Production Volume:
- High-volume, uniform parts favor continuous furnaces (pusher, roller hearth, walking beam)
- Varied or low-volume batches favor batch furnaces
- Job shops typically operate multiple batch furnace types for flexibility
3. Required Atmosphere and Temperature Uniformity:
- Critical processes such as diffusion coating, case hardening, and aerospace-grade annealing demand tight atmosphere control
- Temperature uniformity must conform to ASTM, ASME, SAE, or API standards
- Aerospace work requires AMS2750 compliance with strict pyrometry standards
Cost Considerations and Total Cost of Ownership
Those operational choices directly shape cost. Heat treatment pricing varies widely based on process complexity, cycle time, energy consumption, atmosphere requirements, and part size — but the initial treatment expense is only part of the picture. Total cost of ownership (TCO) is the more useful measure.
Cost Drivers:
- Simpler processes (annealing, normalizing) are relatively low-cost
- Vacuum processing and diffusion coating involve higher process investment but deliver significantly extended part life
- AMS2750 compliance for aerospace work can cost up to $780,000 annually for commercial heat treaters
TCO Analysis:
Advanced vacuum induction furnaces can reduce overall cost of ownership by up to 75% by eliminating post-process grinding and extending component lifespan. Diffusion coatings that reduce wear rates by 5x shift the entire cost analysis — from upfront treatment expense to long-term maintenance savings.
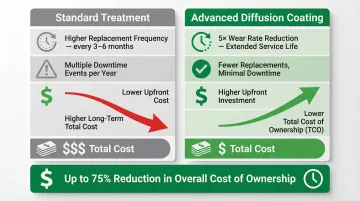
For critical components in oil & gas, petrochemical, and mining applications, advanced diffusion coatings reduce replacement frequency and unplanned downtime — often saving hundreds of thousands of dollars annually in combined maintenance and lost production costs.
Frequently Asked Questions
What is a heat treatment furnace?
A heat treatment furnace is industrial equipment that precisely controls the heating, soaking, and cooling of metal workpieces to alter their microstructure and mechanical properties. Furnace types range from basic box ovens to atmosphere-controlled and vacuum systems built to aerospace temperature-uniformity standards.
What is the heat treatment process?
Heat treatment follows three sequential stages: heating the metal to a target temperature, soaking it long enough for uniform heat penetration and microstructural change, then cooling it at a controlled rate. Temperature, soak time, and cooling rate are each set by the alloy's composition and the required final properties.
What are the four types of heat treatment?
The four core types are:
- Annealing — softening and stress relief through slow controlled cooling
- Hardening/Quenching — maximum hardness via rapid cooling to form martensite
- Tempering — toughness restoration by reheating below the critical temperature after hardening
- Normalizing — grain refinement and strength improvement through air cooling
Stress relieving and thermochemical diffusion coatings also fall under the broader heat treatment category.
Is heat treatment expensive?
Cost depends on process type, part size, cycle time, and atmosphere requirements. Annealing or normalizing is relatively low-cost; vacuum processing and diffusion coating carry higher upfront investment. Advanced treatments typically offset that cost through extended part life and lower long-term maintenance—making total cost of ownership the better metric than treatment price alone.
What materials can be heat treated?
Ferrous metals—carbon steels, alloy steels, tool steels, and cast iron—account for approximately 80% of all heat treatment work. Non-ferrous metals including aluminum alloys, copper alloys, titanium, and nickel superalloys also respond to specific processes, with the right choice depending on the alloy's composition and intended application.
What is the difference between batch and continuous furnaces?
Batch furnaces process one load at a time, making them well-suited for varied or low-volume work with different part sizes and geometries. Continuous furnaces move parts through heating and cooling zones in a constant flow, delivering higher throughput and lower labor cost per part for high-volume production of geometrically consistent components.