Introduction
Heat treatment transforms raw metal into high-performance industrial components that power manufacturing, aerospace, petrochemical, oil refining, and mining operations. The difference between consistent, high-quality results and costly failures often comes down to one critical factor: selecting the right equipment for the job.
The global heat treating market is projected to grow from $114.4 billion in 2025 to $168.0 billion by 2035. Steel processing accounts for 79.9% of this market, with case hardening leading at 28.2% of all heat treatment processes. These numbers reflect how much is at stake when equipment choices go wrong.
What follows covers the primary heat treatment processes, furnace categories, batch vs. continuous systems, materials commonly treated, and specialized diffusion coating equipment — giving you the foundation to make informed decisions about equipment investment, commercial heat treating partners, and total cost of ownership.
TLDR:
- Furnace types: Batch systems offer flexibility; continuous systems (mesh belt, roller hearth) deliver high-volume throughput
- Core processes: Annealing softens metal, quenching hardens it, tempering reduces brittleness, and thermochemical treatments create wear-resistant surfaces
- Materials treated: Steel dominates (79.9% market share), followed by aluminum, titanium, and nickel superalloys—each requiring specific temperature ranges and atmospheres
- Temperature uniformity: AMS 2750 standards require tolerances as tight as ±10°F for aerospace applications
- Specialized equipment: Diffusion coating furnaces for boronizing and aluminizing create intermetallic surface layers harder than conventional heat treatment achieves
What Is Heat Treatment Equipment?
Heat treatment equipment encompasses the industrial systems—furnaces, ovens, and specialized chambers—used to heat and cool metals under controlled conditions. These processes alter physical and mechanical properties including hardness, toughness, ductility, wear resistance, and corrosion resistance.
The fundamental distinction between furnaces and ovens is defined by a critical temperature threshold: 1000°F (540°C). Ovens operate below this temperature, relying primarily on forced convection for heat transfer. Furnaces operate above 1000°F, where heat transfer shifts predominantly to radiation, requiring upgraded materials, specialized refractories, and advanced insulation.
Beyond temperature, atmosphere control further distinguishes advanced heat treatment equipment. Direct-fired furnaces allow combustion products to contact the workload, while atmosphere-controlled furnaces use indirect heating (radiant tubes or muffles) to maintain protective or reactive gas environments. Common atmosphere types include:
- Endothermic (RX): 20% CO, 40% H₂, 40% N₂—carrier gas for carburizing and bright hardening
- Exothermic (DX): Low-cost protective atmosphere for annealing and normalizing
- Nitrogen-Methanol: Synthetic alternative offering very low dewpoint for neutral hardening
- Dissociated Ammonia: 75% H₂, 25% N₂—highly reducing atmosphere for stainless steel brazing
Atmosphere type is just one variable in a broader selection decision. Part size, production volume, alloy type, required temperature range, and specific metallurgical outcomes all shape which equipment is appropriate. Selecting the wrong setup leads to inconsistent material properties, rework, and higher energy costs.
Types of Heat Treatment Processes and the Equipment They Require
Annealing and Normalizing
Annealing heats metal above its recrystallization temperature and cools it slowly inside the furnace to soften the material, improve machinability, and relieve cold-working stresses. Normalizing follows a similar heating process but the part is air-cooled outside the furnace, resulting in a harder, less ductile product.
Both processes typically use box furnaces, car bottom furnaces, or bell furnaces depending on part size and volume. For example, AISI 1045 steel is normalized at 1600°F (870°C) and annealed at 1500°F (815°C).
Quenching and Hardening
Quenching heats metal above the upper critical (austenitizing) temperature and then rapidly cools it in water, oil, polymer solution, or forced air to produce a hard martensitic microstructure. The cooling medium selection depends critically on alloy type and section size.
| Quench Medium | Grossman H-Value | Application |
|---|---|---|
| Brine (Saltwater) | 2.0–5.0 | Low-hardenability carbon steels requiring extreme cooling rates |
| Water | 1.0–1.5 | Plain carbon steels (e.g., 1045); high distortion/cracking risk in alloys |
| Oil | 0.20–0.70 | Alloy steels (4140, 4340); slower, uniform cooling prevents cracking |
| High-Pressure Gas | Variable (up to 20 bar) | Aerospace alloys, tool steels; eliminates post-quench cleaning |
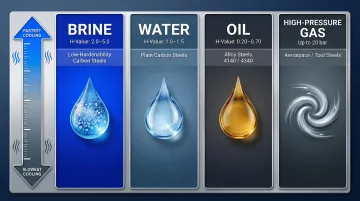
High-tensile steels like 4140 and 4340 require oil quenching or high-pressure gas quenching to avoid cracking. Integral quench (sealed quench) batch furnaces are among the most common for this process, with capacities ranging from 3,500 to 12,000 lbs.
Tempering and Stress Relieving
Quenching produces a hard but brittle martensitic structure — tempering corrects that. It reheats quenched steel to a temperature below the lower critical threshold (typically 350–1300°F, depending on the alloy) to reduce brittleness and restore toughness without surrendering all the hardness gained. Stress relieving follows a similar approach but targets residual stresses from machining, welding, or forming.
Both processes use chamber ovens or box furnaces capable of precise low-to-mid temperature control. For AISI 4140, tempering typically occurs at 350–450°F for maximum hardness or 725–1300°F for improved toughness. A critical caution: 4140 and 4340 should not be tempered in the intermediate range of 450–700°F due to temper embrittlement risk.
Case Hardening and Thermochemical Processes
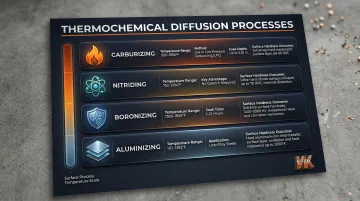
Case hardening encompasses thermochemical diffusion processes (carburizing, nitriding, boronizing, aluminizing) where alloying elements are introduced into the surface of the base metal at elevated temperatures. Unlike through-hardening, these methods create a hard, wear-resistant surface layer while maintaining a tough core.
- Carburizing: 1550–1700°F (840–930°C) in gas atmospheres, or up to 1900°F in low-pressure vacuum carburizing (LPC)
- Nitriding: 752–1094°F (400–590°C) — below the Ac1 temperature, requiring no post-treatment quenching
- Boronizing: 1300–1830°F (700–1000°C) for 1 to 12 hours
- Aluminizing: 1112–1382°F (600–750°C) for low-alloy steels
These processes require specialized retort furnaces, atmosphere-controlled batch furnaces, or chemical vapor deposition (CVD) furnaces. Low-pressure carburizing using acetylene achieves complete carbon penetration in blind holes up to 3.55 inches deep. Propane/ethylene, by comparison, reaches only 0.23 inches — a meaningful difference for complex geometries like gears and fuel injectors.
Each of these processes imposes distinct requirements on atmosphere composition, temperature uniformity, and quench rate — which is why furnace selection should follow process definition, not precede it.
Types of Heat Treatment Furnaces Explained
Box Furnaces and Chamber Ovens
Box furnaces are the most versatile and commonly used batch heat treating equipment—an insulated rectangular chamber with a front-loading door, heating elements, and atmosphere control options. They're suitable for annealing, normalizing, tempering, and stress relieving.
Chamber ovens are a lower-temperature variant (typically under 1000°F/538°C) used for tempering and aging. Both offer flexibility for varied part sizes and materials, making them ideal for job shops and smaller production runs.
Car Bottom and Elevator Furnaces
Car bottom (bogie hearth) furnaces are large-scale batch units where the hearth floor is a movable car that rolls in and out of the furnace for loading and unloading heavy or oversized workpieces. These units can handle loads up to 300 tons and reach temperatures up to 2400°F (1315°C).
Elevator furnaces use a similar concept but raise the load up into the furnace chamber. Both are well-suited for large castings, forgings, pressure vessels, and structural components that cannot be moved easily through continuous systems.
Bell Furnaces and Pit Furnaces
Bell furnaces feature a heated bell-shaped cover that is lowered over the load, with a sealed inner retort maintaining a protective atmosphere. They're commonly used for annealing coiled strip or wire, with capacities ranging from 500 kg to 30+ tons.
Pit furnaces are installed in the floor and load parts vertically, ideal for long shafts, rods, and tubes where vertical orientation minimizes distortion during heat treatment. These can accommodate parts up to 168 inches deep and 30,000 lbs.
Vacuum Furnaces
Vacuum furnaces remove atmospheric oxygen and contaminants from the processing environment, enabling bright heat treatment of high-value alloys (titanium, tool steels, superalloys) without oxidation or decarburization.
Hot-Wall vs. Cold-Wall Designs
| Hot-Wall | Cold-Wall | |
|---|---|---|
| Heating location | Elements outside the alloy retort | Elements and insulation inside a water-cooled vessel |
| Max temperature | ~2000°F (1100°C) | Up to 5400°F (3000°C) |
| Cycle speed | Slow — large thermal mass limits ramp/cool rates | Faster — outer shell stays near room temperature |
| Hot zone material | Alloy retort | Graphite (to 3000°F) or molybdenum/tungsten for ultra-high purity |
| Quench capability | Limited | High-Pressure Gas Quenching (HPGQ) supported |
Cold-wall furnaces support High-Pressure Gas Quenching (HPGQ) using nitrogen, argon, or helium at 2–20 bar (up to 285 PSIG). This delivers cooling rates comparable to oil quenching but without the distortion, fire hazards, or post-quench cleaning.
Continuous Furnaces: Mesh Belt, Roller Hearth, and Pusher Types
Continuous furnaces move parts through sequentially heated zones on a conveyor (mesh belt), rollers, walking beam, or pusher mechanism—enabling high-volume, automated heat treatment.
Common types include:
- Mesh belt conveyor furnaces: Most common for smaller parts like fasteners
- Roller hearth furnaces: For larger flat components, handling 500 to 15,000 lbs per hour
- Pusher/walking beam furnaces: For heavy parts or slabs
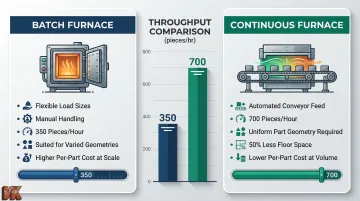
A continuous pusher furnace can yield 700 pieces per hour for a specific carburizing load, whereas a batch furnace processing the exact same basket size yields only 350 pieces per hour. Continuous systems deliver consistent throughput but require uniform part geometry to work effectively and typically demand about 50% less floor space than multiple batch units achieving the same throughput.
Batch Furnaces vs. Continuous Furnaces: Key Differences
Batch furnaces process a fixed load at one time—the entire load is charged, heated, held, and cooled together. They offer flexibility for varied part sizes, materials, and processes, making them ideal for job shops, smaller production runs, and complex or heavy components. The tradeoff is lower throughput and more manual handling.
Continuous furnaces are designed for consistent, high-volume production where parts move through the furnace on a conveyor or transport mechanism, allowing near-automated processing. They excel when part geometry is uniform and production demand is steady. Continuous systems are more energy-efficient per part at high volumes, eliminating the repeated heating and cooling of furnace walls and fixtures that batch processing requires.
Decision criteria:
- Batch systems fit operations with varied loads, irregular schedules, or large/heavy components
- Continuous systems suit high-volume, standardized parts with around-the-clock throughput demands
- Continuous systems carry higher upfront costs but deliver lower per-part costs at scale
What Materials Are Used in Heat Treatment?
Ferrous metals (carbon steel, alloy steel, cast iron, stainless steel) account for 79.9% of heat treated materials. Steel's response to heat treatment is determined by its carbon content and alloying elements, which govern hardenability, transformation temperatures, and final microstructure.
For example, AISI 4140 steel is austenitized at 1525–1600°F (830–870°C), quenched in oil, and tempered at 350–450°F for maximum hardness or 725–1300°F for improved toughness. The goal of quenching steel is to rapidly cool the austenitic phase fast enough to avoid the formation of soft pearlite or bainite, forcing carbon atoms into a strained, hard martensitic crystalline structure.
Non-ferrous heat treatable metals include:
- Aluminum alloys: Precipitation hardening and annealing. Unlike steel, quenching aluminum leaves it soft (supersaturated solid solution); it only hardens during subsequent aging at 320–350°F. Aluminum must be quenched within 7.5 to 30 seconds of leaving the furnace to prevent premature, coarse precipitation.
- Titanium alloys: Solution treat at 1675–1750°F, quench, then age at 975–1025°F. Titanium is highly reactive with oxygen above 896°F, forming a brittle "alpha case" surface layer, requiring processing in high-vacuum furnaces (10⁻⁴ Torr).
- Nickel-based superalloys: Solution anneal at 1700–1850°F, rapid quench, then double age (1325°F then 1150°F). Hardened by precipitation of gamma prime and gamma double-prime phases.
- Copper and magnesium alloys: Copper alloys are typically annealed at 700–1400°F; magnesium alloys are solution treated at 700–780°F and aged at 300–480°F depending on alloy grade
Material selection determines the required furnace atmosphere, temperature range, and cooling method — which is why heat treatment specifications must be matched to each alloy's metallurgical behavior.
Beyond Standard Furnaces: Specialized Diffusion Coating Equipment
Chemical vapor deposition (CVD) and pack cementation furnaces represent a distinct category of heat treatment equipment used specifically for thermochemical diffusion coatings—processes like boronizing and aluminizing. These furnaces operate at elevated temperatures in controlled atmospheres or with powder pack mixes, allowing reactive elements to diffuse into the surface of the base metal to form a hard intermetallic compound layer.
What Makes Diffusion Coating Furnaces Different
Unlike standard heat treating furnaces, diffusion coating equipment requires:
- Precise atmosphere control
- Specialized retorts or muffle chambers
- Ability to maintain even temperature distribution across large or complex part geometries
- Extended soak times (1 to 12 hours) for complete diffusion
The resulting intermetallic compound is not a surface coating but a metallurgical bond—a true diffusion layer that cannot delaminate. This achieves extreme surface hardness that far exceeds conventional heat treatment.
Performance Benchmarks
Boronizing forms a dual-phase layer of FeB (outer) and Fe₂B (inner). The FeB phase achieves extreme hardness of approximately 20.95 GPa (roughly 2000–2700 HV), while the tougher Fe₂B phase reaches 17.42 GPa (1850–2600 HV). While these values theoretically convert to well over 70 HRC, standard ASTM E140 conversion tables warn that conversions for very hard, thin, brittle coatings should be used with extreme discretion. Boronizing outperforms hard chrome plating and nitriding in abrasive wear and acid resistance.
Aluminizing creates intermetallic aluminide layers (FeAl, Fe₃Al) that provide exceptional high-temperature oxidation resistance. The ductile, iron-rich FeAl and Fe₃Al phases achieve hardness values of 570–630 HV and 320–410 HV, respectively, while the brittle, aluminum-rich Fe₂Al₅ phase can reach 880–1010 HV.

Industrial Applications
Diffusion coating furnaces are critical for components in petrochemical refining, oil production, mining, agriculture, and heat exchanger manufacturing that face combined wear and corrosion attack. Where conventional heat treatment reaches its performance ceiling, diffusion coatings extend component service life without adding bulk or risking delamination.
VaporKote operates large-capacity furnaces capable of processing components up to 68 inches in diameter for boronizing and aluminizing. Coatings are produced in conformance with ASTM, ASME, SAE, and API standards, with metallurgical certification available—reducing maintenance costs and unplanned downtime for clients in oil production, aerospace, petrochemical, and mining.
How to Choose the Right Heat Treatment Equipment or Service Provider
Primary Selection Criteria
Equipment or service provider selection should be based on:
- Type of heat treatment process required
- Part size and geometry
- Production volume (batch vs. continuous needs)
- Material type and temperature requirements
- Required atmosphere (air, vacuum, controlled gas)
- Compliance with industry standards (AMS 2750 for aerospace, CQI-9 for automotive, MedAccred for medical devices)
Getting this selection wrong leads to inconsistent metallurgical results and wasted capital — so clarity on these factors comes first.
The Make vs. Outsource Decision
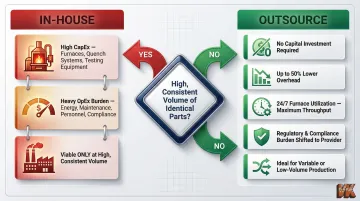
In-house heat treatment equipment demands capital investment, skilled operators, maintenance programs, and regulatory compliance. The Total Cost of Ownership includes:
- CapEx: Furnaces, quenching systems, metallurgical testing equipment, facility retrofitting
- OpEx: Energy, maintenance, consumables, waste management, insurance, specialized personnel
Commercial heat treaters operate with distinct economic advantages. They secure the lowest utility rates, run furnaces 24/7 (eliminating thermal warm-up waste), and combine jobs to maximize load density — overhead costs can run up to 50% lower than captive in-house operations.
Outsourcing also shifts the regulatory burden of OSHA, EPA, and Clean Air Act compliance to the service provider, removing that overhead from your operation.
Volume threshold: In-house heat treatment is generally only cost-effective for companies with high, highly consistent production volumes of identical parts where CapEx can be amortized efficiently. For inconsistent, project-based, or low-volume production, outsourcing is the financially superior choice.
Evaluating Service Providers
When selecting a commercial heat treating partner, evaluate providers on:
Industry Certifications:
- NADCAP certification is mandatory for aerospace
- CQI-9 compliance is required for automotive
- MedAccred is the standard for medical devices
- ISO 9001 or AS9100 for general quality management
Beyond certifications, verify these three capabilities before committing to a provider:
- Process Documentation & Traceability: Digital systems for real-time lot tracking and historical data retrieval are non-negotiable. Your Purchase Orders must specify part number, required process, governing specification, material condition, and manufacturing stage.
- Metallurgical Lab Capability: Look for an in-house laboratory with ISO/IEC 17025 accreditation — this ensures independent verification of case depths, microstructures, and hardness rather than relying on the provider's self-reporting.
- AMS 2750 Pyrometry Compliance: For aerospace and defense work, confirm SAE AMS 2750 compliance, which governs thermal processing equipment through two key tests:
- Temperature Uniformity Surveys (TUS): Maps temperature distribution within the qualified work zone (e.g., ±10°F tolerance)
- System Accuracy Tests (SAT): Verifies the full measurement system against NIST-traceable reference standards
For specialized processes like diffusion coatings, selecting a provider with dedicated equipment and in-house metallurgical expertise is critical to achieving consistent, documented results.
Frequently Asked Questions
What equipment is used for heat treatment?
Heat treatment equipment includes furnaces (box, car bottom, bell, pit, vacuum) and ovens (chamber, continuous belt, roller hearth). Selection depends on the process type, part size, and production volume. Furnaces typically operate above 1000°F with controlled atmospheres, while ovens operate at lower temperatures using convection heating.
What materials are used for heat treatment?
Ferrous metals (steel, cast iron) are most common, accounting for 79.9% of heat treated materials, followed by non-ferrous alloys including aluminum, titanium, nickel, copper, and magnesium alloys. Each requires different furnace atmospheres, temperatures, and cooling methods based on each alloy's temperature range and reactivity.
What is the difference between a heat treating furnace and an oven?
Furnaces typically operate above 1000°F (540°C), use controlled or vacuum atmospheres, and are suited to hardening and diffusion processes. Ovens operate below 1000°F using convection heating and are typically used for tempering, aging, and stress relieving.
What is the difference between batch and continuous heat treating furnaces?
Batch furnaces process a fixed load at one time—flexible and suited for varied part types and large components. Continuous furnaces move parts through heated zones on a conveyor for high-volume, automated throughput with uniform part geometries, delivering up to double the throughput of batch systems for standardized loads.
How important is temperature uniformity in heat treatment equipment?
Temperature uniformity is critical for consistent material properties across a batch. Uneven heating creates hard and soft zones, requires rework, increases energy costs, and can result in component failures in service. AMS 2750 standards for aerospace require uniformity tolerances as tight as ±10°F (Class 2).