Introduction
Industries like oil drilling, petrochemical processing, mining, and aerospace operate in environments where component failure carries consequences far beyond the cost of the part itself. A valve that leaks under pressure, a bearing that seizes mid-operation, or a seal that fails in a critical assembly can trigger emergency shutdowns, safety incidents, and regulatory penalties that dwarf the cost of the failed part itself. The margin between a functioning component and a failed one often comes down to thousandths of an inch.
"Precision machining" appears frequently in technical specifications and vendor marketing, but its real-world value in safety, uptime, and total cost of ownership is rarely explained in concrete terms. Unplanned downtime now costs Fortune Global 500 industrial firms 11% of their revenue — $1.4 trillion annually, with heavy industry plants facing idle costs up to $59 million per year. At that scale, the precision with which components are manufactured becomes a direct operational variable — not a vendor talking point.
This guide unpacks why high-tolerance machining matters in practice: where it delivers measurable gains in reliability and uptime, what happens when tolerances slip, and how manufacturers can extract full value from precision-made components.
Key Takeaways
- High-tolerance machining produces components within ±0.001" or tighter specifications, ensuring parts fit, function, and endure as designed
- Key advantages: improved reliability and safety, longer service life, lower maintenance costs, and better system efficiency
- In high-stakes environments, spec deviations directly threaten safety and operational continuity
- Consequences compound over time: increased scrap rates, unplanned downtime, and accelerated component degradation
- Tight tolerances paired with surface protection strategies preserve precision geometry under real operating conditions
What Is High-Tolerance Machining?
High-tolerance machining is the process of cutting, milling, boring, or turning metal components to dimensional specifications with very low allowable deviation. In practical terms, this means tolerances in the range of ±0.001" to ±0.0005" or finer, compared to standard machining tolerances of ±0.005" to ±0.010".
The international manufacturing community defines precision through the ISO 286 system of International Tolerance (IT) grades. Aerospace and heavy industry commonly employ IT6 or IT7 grades. For a nominal dimension of 50 mm (approximately 2 inches), an IT6 grade dictates a total tolerance zone of just 19 µm (±0.00037"), while an IT7 grade requires 30 µm (±0.00059").
Where ISO 286 governs dimensional size, ASME Y14.5 provides the framework for Geometric Dimensioning and Tolerancing (GD&T), controlling the exact form, orientation, location, and runout of a feature.
Where Tight Tolerances Are Applied
High-tolerance machining is typically applied to components where fit, seal integrity, or load distribution are critical to function:
- High-pressure valves in oil drilling and petrochemical processing
- Hydraulic systems in aerospace and mobile equipment
- Rotating equipment including compressors and turbines
- Heat exchangers in refineries and power generation
- Drilling tools for downhole applications
Tight tolerances exist to serve a purpose: components that perform predictably under load, assemble correctly the first time, and maintain their integrity through the full service cycle.
Key Advantages of High-Tolerance Machining
Each advantage below maps to a measurable operational outcome — in safety, cost, reliability, or efficiency.
Enhanced Component Reliability and Safety
In high-pressure or high-cycle applications—such as safety valves in oil drilling or hydraulic actuators in aerospace—even minor dimensional deviation can cause seal failure, pressure bypass, or fatigue cracking under load. Tight tolerances ensure mating surfaces make full, designed contact within their clearance envelope.
High-tolerance machining eliminates the micro-movements and misalignment that initiate fretting, galling, and stress concentration—the root causes of premature mechanical failure in dynamic components.
Unplanned failures carry costs far beyond the failed part itself. According to Siemens' "The True Cost of Downtime 2024" report, the cost of an idle production line in heavy industry has reached $59 million per year—1.6 times higher than in 2019. In the automotive sector, unplanned downtime costs $2.3 million per hour, or more than $600 per second.
Reliability directly enables operational continuity: a component that performs within spec consistently allows planned maintenance schedules rather than reactive crisis responses.
KPIs impacted: Mean time between failures (MTBF), safety incident rate, unplanned downtime hours—with highest impact in high-pressure, high-temperature, or high-cycle environments like wellhead valves, compressors, and drilling assemblies.
Extended Component Lifespan and Reduced Maintenance Costs
Components machined to tight tolerances distribute load and contact stress more evenly across mating surfaces, reducing the localized wear hotspots that accelerate degradation in loosely toleranced parts. This translates directly to longer replacement cycles: a part that fits precisely wears predictably and slowly rather than failing abruptly due to concentrated stress.
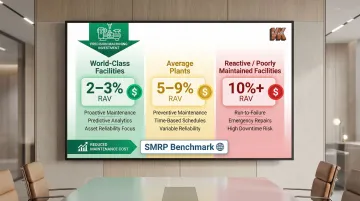
Maintenance costs represent a significant share of total operating budgets in industries like mining, petrochemical refining, and oil production. According to the Society for Maintenance & Reliability Professionals (SMRP), world-class maintenance targets sit at 2.0% to 3.0% of Replacement Asset Value (RAV) annually. Average plants run between 5% and 9% due to reactive repairs — and facilities with poorly toleranced components requiring constant reactive maintenance easily exceed 10%.
Over a full equipment lifecycle, those savings compound: fewer procurement cycles, lower labor costs per replacement, and higher asset utilization between scheduled shutdowns.
KPIs impacted: Component replacement frequency, maintenance labor hours, total cost of ownership (TCO)—with highest impact in abrasive or corrosive operating environments such as slurry pumps in mining or downhole drilling tools.
Precision Assembly Fit and System-Level Efficiency
In assemblies with multiple mating components—such as heat exchangers, rotating shafts in compressors, or multi-stage valve assemblies—small dimensional deviations in each part accumulate. This phenomenon, known as tolerance stack-up, can cause the final assembly to fall outside functional parameters even when individual parts appear acceptable on their own.
High-tolerance machining controls stack-up, ensuring that assembled systems achieve designed clearances, alignments, and sealing contacts—which directly governs energy efficiency, fluid containment, and throughput capacity.
A system operating with imprecise fits generates excess friction, vibration, and thermal load—reducing energy efficiency and accelerating wear across all mating components. Research on centrifugal compressors revealed that when tip clearance increased by just 0.1 mm, the pressure ratio dropped by 0.27% and polytropic efficiency dropped by 0.82%. In centrifugal pumps, reducing wear ring clearance can increase overall pump efficiency by 4% or more.
Precise assembly also lowers scrap and rework rates during production, enables faster assembly times, and reduces field adjustments after installation.
KPIs impacted: Assembly rejection rates, scrap and rework costs, system energy efficiency, fluid leakage rates—most critical in multi-component assemblies serving petrochemical, pulp & paper, and aerospace sectors.
What Happens When Tolerances Are Ignored or Under-Specified
The consequences of loose or inconsistent tolerancing compound in practice:
- Components that pass dimensional inspection individually fail in assembly due to tolerance stack-up
- Systems that initially function begin to leak, vibrate, or overheat as operating stresses exploit dimensional gaps
- Maintenance intervals shorten progressively as wear accelerates in ill-fitting components

The result is unplanned, unbudgeted chaos: emergency repairs, expedited parts procurement, and production halts that carry cost premiums far exceeding whatever was saved by specifying looser tolerances in the first place.
Real-World Failure Examples
The NTSB investigation into the crash of USAir Flight 427 identified "adverse tolerance buildup" in the Boeing 737 rudder power control unit servo valve. Thermal changes caused mating slides to jam, producing a fatal rudder reversal — and prompted FAA Airworthiness Directives mandating replacement units with tighter dimensional controls.
A CSB investigation into a 2023 fire at the CITGO Sulphur refinery traced the incident to under-torqued heat exchanger bolts that relaxed over 43 thermal cycles. Once the flange could no longer contain hydrogen gas, the result was an explosion, emergency shutdown, and over $1.5 million in property damage.
For industries operating under formal standards — API in oil drilling, AS9100 in aerospace, and equivalent frameworks in defense — out-of-tolerance components carry compliance and liability consequences that extend well beyond the repair cost.
How to Get the Most Value from High-Tolerance Machining
Tight tolerances deliver maximum value when specified selectively and strategically. Over-tolerancing every dimension on a part drives up machining cost without functional benefit. Engineers should identify the critical-to-function (CTF) dimensions—sealing surfaces, bearing journals, mating bores—and apply tight tolerances only where deviation would affect performance or safety.
Complementary Surface Protection
Surface treatments protect the dimensional accuracy you've already paid to achieve. Diffusion coating processes such as boronizing—like those provided by VaporKote—harden machined components to RC75+ equivalency without adding significant dimensional material, shielding precision surfaces from the wear and corrosion that would otherwise erode tight-tolerance geometry in service.
VaporKote's boronizing process works through thermal diffusion, infusing boron into the metal surface rather than building up material on top. This approach preserves the dimensional accuracy achieved through precision machining while creating an ultra-hard protective layer harder than tungsten carbide cutting tools. In abrasive environments—oil drilling, mining, agriculture—this combination extends component service life well beyond what precision machining alone can deliver.

Verification Methods
Precision machining investment is only fully realized when tolerances are confirmed. Match your inspection method to the tolerance level before components enter assembly or service:
- Coordinate Measuring Machines (CMMs): High-precision CMMs can achieve length measurement errors of just 0.5 + L/500 µm, verified using ISO 10360-2 standards
- Laser Interferometry: Systems like the Renishaw XL-80 provide linear measurement accuracy of ±0.5 ppm for calibrating machine tools
- Optical Comparators: Profile projectors verify 2D profiles and complex geometries with high magnification accuracy
Conclusion
High-tolerance machining is the foundation of reliability, safety, and cost efficiency in any industry where a single component failure triggers consequences far beyond the part itself. When downtime costs reach millions of dollars per hour and maintenance budgets consume 5% to 9% of asset replacement value, the upfront investment in precision manufacturing becomes negligible compared to the operational risks of failure.
Precision components deliver compounding returns: they wear more slowly, fit together with less adjustment, and reduce the frequency of unplanned repairs. This value is maximized when precision machining is paired with ongoing surface protection strategies—such as diffusion coatings from specialists like VaporKote, which preserve dimensional accuracy under sustained operating stress—and systematic inspection practices that verify conformance before components enter service.
Frequently Asked Questions
What is high tolerance in machining?
High tolerance in machining means holding dimensional variation within very tight limits, typically ±0.001" or finer, to meet exact specifications for fit, function, and performance. This precision is governed by international standards such as ISO 286 IT6/IT7 grades.
Is 0.005 a tight tolerance in machining?
±0.005" is considered a standard machining tolerance for general-purpose parts, not a tight tolerance. High-tolerance machining typically refers to specifications of ±0.001" or tighter, with ultra-precision work reaching ±0.0005" or less for critical aerospace, medical, or high-pressure components.
What are the 4 types of tolerance in machining?
According to ASME Y14.5, the four fundamental tolerance categories are:
- Form: straightness, flatness, circularity, cylindricity
- Orientation: angularity, perpendicularity, parallelism
- Location: position, concentricity, symmetry
- Profile: surface outline control
High-tolerance machining applies tight specifications across all four.
What industries require high-tolerance machining?
Aerospace, oil and gas drilling, petrochemical processing, mining, defense, medical device manufacturing, and heat exchanger production are primary industries where tight tolerances are essential. These requirements are driven by safety standards, regulatory compliance (API, AS9100, FAA), and the extreme operating conditions components must endure.
How does high-tolerance machining reduce maintenance costs?
Precisely machined components wear more evenly, fit together without play or misalignment, and resist the stress concentrations that trigger premature failure. This extends replacement intervals, reduces emergency repairs, and lowers total maintenance spend — with well-run facilities targeting maintenance costs of 2% to 3% of asset replacement value.