Introduction
Engineers and maintenance managers in high-wear, high-stress industrial environments face a persistent challenge: components fail prematurely, and the choice of surface treatment often determines whether parts last months or years. A pump shaft in a petrochemical refinery, a gear in a mining excavator, or a valve stem in an oil drilling operation — each operates under punishing conditions where the wrong treatment decision translates directly into unplanned downtime and rising maintenance costs.
A common misconception complicates this decision: nitriding is technically a type of heat treatment, specifically a thermochemical process. Yet in industrial practice, the comparison is almost always between nitriding and conventional heat treatments like quench & temper, carburizing, or through-hardening.
This distinction matters because it directly affects surface hardness, dimensional stability, corrosion resistance, and total cost of ownership. For components operating in extreme environments, advanced diffusion coatings like boronizing often outperform both approaches. This guide breaks down the key differences across hardness, distortion risk, corrosion protection, material compatibility, and cost — so you can match the right treatment to your application.
Key Takeaways
- Nitriding diffuses nitrogen into the top layer of metal at 450–600°C, producing exceptional surface hardness and wear resistance with minimal distortion—no quench required
- Conventional heat treatment (quench & temper, carburizing) delivers deeper hardness through bulk microstructure changes, but carries higher distortion risk from rapid quenching
- Choose nitriding for dimensional precision and surface toughness; choose conventional heat treatment for deep case depth and impact resistance
- Material type, required case depth, distortion tolerance, and total cost of ownership drive the decision
- For extreme wear and corrosion in mining, oil drilling, and petrochemical processing, diffusion coatings like boronizing often outperform both
Nitride vs. Heat Treatment: Quick Comparison
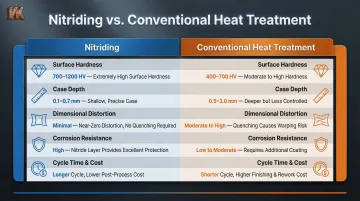
Here's how nitriding and conventional heat treatment stack up across the five criteria that matter most for component selection.
| Property | Nitriding | Conventional Heat Treatment |
|---|---|---|
| Surface Hardness | Very high at top layer; 300 HV (low-alloy steels) up to 1000+ HV (17-4 PH stainless) | 55–64 HRC / 600–800 HV for carburized components |
| Case Depth | Shallow: 0.1–0.6 mm | Deeper: 1–4 mm (up to 9 mm for heavy applications like marine gears) |
| Dimensional Distortion | Minimal — no quench, predictable growth of 0.0001"–0.0003" per surface | Higher risk — rapid quenching at 900–950°C often requires post-treatment grinding or straightening |
| Corrosion Resistance | Good — the nitride compound layer (ε-Fe₂₋₃N and γ'-Fe₄N) acts as a barrier | Minimal — additional coatings required for corrosion protection |
| Cycle Time & Cost | Moderate cost; few hours to ~24 hours; no secondary operations typically needed | Variable cost; shorter quench cycles possible, but grinding and straightening add time and expense |
A few distinctions are worth unpacking beyond the table. Nitriding's hardness advantage is highly alloy-dependent — the same process produces 300 HV on a 1018 steel but over 1000 HV on Nitralloy 135M or 17-4 PH stainless. Matching steel grade to process is as important as choosing the process itself.
On distortion, nitriding's low-temperature operation (450–600°C) is a decisive advantage for precision components. Parts can be finish-machined before treatment and used directly after — no grinding stage, no straightening, no surprises on tolerance.
What is Nitriding?
Nitriding is a thermochemical heat treatment that introduces nitrogen into the surface layer of ferrous metals (and some non-ferrous alloys) at temperatures between 450–600°C. Because the process runs below the steel's Ac₁ phase transformation temperature, the core remains thermally stable and no quenching is required.
Nitrogen atoms diffuse into the substrate, forming a hard compound layer—often called the "white layer"—composed of ε-Fe₂₋₃N and γ'-Fe₄N nitrides, backed by an underlying diffusion zone.
Primary Nitriding Methods
Three methods dominate industrial practice, each with a distinct trade-off between control, speed, and environmental impact:
- Gas nitriding — ammonia atmosphere; high repeatability and large batch capacity; the standard choice for high-volume production
- Plasma/ion nitriding — ionized gas in a vacuum; tight control over layer properties with no post-treatment machining required; preferred for precision components
- Salt bath (QPQ) nitriding — fastest and simplest, but largely phased out due to toxic-salt disposal concerns; still used for firearm barrels and similar applications requiring corrosion resistance under lubrication
Performance Outcomes
Nitriding delivers several critical benefits:
- High surface hardness: Alloy-dependent, ranging from 300 HV for low-alloy steels to over 1000 HV for precipitation-hardening stainless steels
- Improved fatigue resistance: Compressive residual stresses (CRS) of -350 MPa to -652 MPa prevent crack initiation and shift fatigue failure from surface to subsurface
- Wear resistance: Hard nitride compounds resist abrasion and galling
- Corrosion resistance: The compound layer acts as a barrier against corrosive environments
In practice, this means fewer component replacements and longer service intervals for gearboxes, pump shafts, and hydraulic cylinders.
Minimal distortion is an equally important outcome. No quench means gears, crankshafts, injection molds, and hydraulic components retain their machined dimensions. Parts can be finish-machined to final tolerances before nitriding — eliminating costly post-treatment grinding.

Limitations
- Shallow case depth: Limits suitability for impact-loaded or heavily stressed applications
- Material compatibility: Not all materials respond well; low-alloy steels with chromium, aluminum, or molybdenum alloying elements respond best
- Surface roughness: May slightly increase after treatment
Use Cases of Nitriding
Nitriding fits best where components operate in sustained sliding wear, abrasion, or mild corrosion environments and where dimensional precision is non-negotiable:
- Automotive: Gears, camshafts, crankshafts (drivetrain components)
- Aerospace: Actuator parts, precision gears
- Oil & Gas: Pump shafts, valve stems, hydraulic pistons
- Tool Manufacturing: Injection mold tooling, extrusion screws, forging dies
- Firearms: Barrel finishes (QPQ nitriding)
Understanding what nitriding delivers — and where it falls short — sets the foundation for comparing it directly against conventional heat treatment approaches.
What is Conventional Heat Treatment?
Conventional heat treatment covers a group of thermal processes (quench & temper, annealing, normalizing, and carburizing) that alter the bulk microstructure of a metal. Each process heats the part above its phase transformation temperature, then cools it at a controlled rate — changing properties throughout the entire cross-section, not just at the surface. That's the core distinction from surface treatments like nitriding.
Most Commonly Compared Processes
Quench & Temper: Heats steel to the austenitic range (800–900°C), then quenches rapidly in oil, water, or gas to form martensite. A subsequent temper at lower temperatures restores toughness. The result is through-hardness suited for structural and impact-loaded parts.
Carburizing/Carbonitriding: Introduces carbon (or carbon + nitrogen) at high temperatures (900–950°C) to build a hardened case over a tough core. Case depths typically run 1–4 mm, reaching up to 9 mm for heavy-duty applications. Quenching after carbon diffusion is required to form martensite.
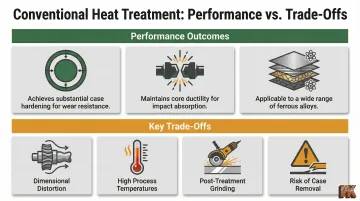
Performance Outcomes
- Deep case depths: Supports load-bearing applications requiring structural integrity
- High core toughness: Maintains ductility and impact resistance in the core
- Broad material compatibility: Works across carbon and alloy steels
Trade-Offs
- Dimensional distortion: Rapid quenching causes volumetric changes and warping due to thermal stresses and the austenite-to-martensite phase transformation
- Higher process temperatures: 900–950°C for carburizing versus 450–600°C for nitriding
- Post-treatment operations: Grinding or straightening often required to restore tolerances, adding cost and lead time
- Risk of case removal: Excessive grinding can remove the hardened case, exposing the softer core and leading to premature failure
Use Cases of Conventional Heat Treatment
Conventional heat treatment is the preferred choice for components requiring deep hardness penetration, high impact toughness, or bulk structural strength:
- Heavy equipment: Axle shafts, large forgings
- Construction machinery: Structural fasteners, bearing races
- Automotive: Heavy-load transmission gears
- General manufacturing: Any application where through-hardness and strength under shock loading matter more than dimensional precision
Industries like mining, commercial vehicles, and heavy machinery rely on carburizing and quench & temper for components that must survive high-impact and torsional loads.
Nitride vs. Heat Treatment: Which is Better for Your Application?
The decision between nitriding and conventional heat treatment hinges on four key evaluation criteria:
1. Required Hardness Depth
Shallow and surface-critical applications favor nitriding. If wear is concentrated at the surface (sliding contact, abrasion, galling), a 0.1–0.6 mm case is sufficient.
Deep-load applications favor conventional heat treatment. Heavy machinery, axle shafts, and gears subjected to high crushing or impact loads require case depths of 1–4 mm or more.
2. Dimensional Precision
Tight-tolerance parts with no post-treatment machining budget favor nitriding. Components like precision gears, injection molds, and hydraulic pistons benefit from nitriding's minimal distortion, allowing final machining before heat treatment.
Parts that can tolerate post-grinding may use conventional heat treatment. However, advanced techniques like Low Pressure Carburizing (LPC) with High Pressure Gas Quenching (HPGQ) reduce distortion by up to 59% in helix angle variation, minimizing grind allowance and preserving case integrity.
3. Corrosion Environment
Components exposed to corrosive media favor nitriding. The nitride compound layer provides a barrier against corrosion, making it ideal for valve stems, pump shafts, and components in chemical processing.
Conventional heat treatment offers minimal inherent corrosion resistance and requires additional coatings or treatments.
4. Material Compatibility
Confirm the base material alloy is suitable for nitriding. Low-alloy steels containing chromium, aluminum, or molybdenum (e.g., Nitralloy 135M, AISI 4140) respond best. Plain carbon steels like 1018 achieve only modest hardness (~300 HV).
If the material doesn't respond to nitriding, conventional heat treatment may be the only viable path.
Situational Recommendations
Choose nitriding if:
- The component requires a hard, wear-resistant surface
- It must maintain tight tolerances
- It operates in a corrosive or sliding-wear environment (e.g., pump shafts, valve stems, precision gears)
Choose conventional heat treatment if:
- The component must handle deep case loads or impact stresses
- Through-hardness and core toughness are critical (e.g., axle shafts, heavy-load gears)
- The base material doesn't respond to nitriding
Total Cost of Ownership
Nitriding's elimination of post-treatment grinding and reduced risk of part rejection can make it more cost-effective over time, even when per-part process costs are comparable.
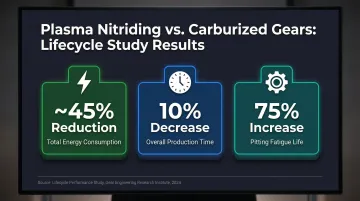
A lifecycle study comparing plasma-nitrided carbide-free bainitic gears against conventionally carburized gears found:
- ~45% reduction in total energy consumption
- 10% decrease in overall production time
- 75% increase in pitting fatigue life
When Neither Process Is Sufficient
For extreme wear environments — abrasive slurry pumping, downhole drilling tools, or high-temperature erosion in petrochemical processing — diffusion coating technologies like boronizing can achieve surface hardness of 1500 Knoop (RC75+ equivalency), harder than tungsten carbide cutting tools.
Boronizing outperforms both nitriding and conventional heat treatment in these conditions. If your application falls into this category, it's worth evaluating whether a thermal diffusion coating is the more practical long-term solution before committing to either of the two processes above.
Real-World Applications and Industry Examples
In simulated downhole oil production environments—where components face erosion-abrasion-corrosion from water-oil slurries containing silica sand—iron boride coatings demonstrated a 200% improvement in wear resistance compared to bare carbon steels. That kind of performance matters in petrochemical refining, oil drilling, and mining, where components contend with simultaneous abrasion, corrosion, and high temperatures.
When standard treatments reach their limits, diffusion coatings like boronizing and aluminizing often close the gap between acceptable and exceptional service life.
Facing wear or corrosion failures that nitriding or conventional heat treatment hasn't solved? Contact VaporKote to discuss whether boronizing or aluminizing is the right fit for your components.
Conclusion
Nitriding excels in surface hardness, corrosion resistance, and dimensional stability for precision components. Conventional heat treatment delivers depth, toughness, and broad material compatibility for load-bearing applications. There is no universal winner—the right choice depends entirely on the specific combination of operating conditions, material, geometry, and performance requirements.
For engineers and plant managers in manufacturing, petrochemical, or oil & gas environments, selecting the correct treatment isn't just a metallurgical decision—it directly affects maintenance budgets, production uptime, and component lifespan. When neither nitriding nor conventional heat treatment can meet your surface hardness or corrosion demands, thermal diffusion processes — such as boronizing and aluminizing — provide a measurable step up. VaporKote specializes in exactly these applications, helping industries extend equipment life and reduce unplanned downtime through precision diffusion coating services.
Frequently Asked Questions
Is nitride a heat treatment?
Yes, nitriding is technically a thermochemical heat treatment. It differs from conventional heat treatments (quench & temper, carburizing) by operating at lower temperatures (450–600°C), targeting only the surface layer, and requiring no quenching. That combination is why the two are often compared as distinct options.
Is nitride a good barrel finish?
Nitriding performs well as a barrel finish in firearms manufacturing, producing high surface hardness, good corrosion resistance, and reduced friction. Its minimal distortion makes it suitable for precision-bore components where dimensional stability is critical.
What is the difference between nitriding and carburizing?
Nitriding diffuses nitrogen into the surface at lower temperatures (450–600°C) without a quench, while carburizing diffuses carbon at higher temperatures (900–950°C) and requires quenching. Carburizing achieves deeper case depths (1–4 mm+) but with higher distortion risk.
Does nitriding change the dimensions of a part?
Nitriding causes minimal dimensional change because it operates below the steel's phase transformation temperature and does not require quenching. Surface growth is typically 0.0001"–0.0003" per surface, making it preferable for components with tight tolerances that cannot tolerate post-treatment grinding.
Which metals can be nitrided?
Nitriding works best on low-alloy steels containing chromium, aluminum, or molybdenum, which form hard nitride compounds. It is less effective on plain carbon steels (e.g., 1018 achieves only ~300 HV) and not suitable for all metals, so material compatibility should be confirmed before specifying the process.
When should I consider a diffusion coating instead of nitriding or heat treatment?
Applications involving extreme abrasion, high-temperature erosion, or simultaneous wear and corrosion — common in oil drilling, mining, and petrochemical processing — often exceed what nitriding or conventional heat treatment can handle. Diffusion coatings like boronizing achieve surface hardness levels of 1500–2000+ HV, making them the better choice when standard treatments fall short.