Introduction
Engineers and procurement managers face a critical decision when selecting surface hardening processes: should they specify boriding or nitriding? Both are thermochemical diffusion treatments that strengthen steel surfaces, yet they serve fundamentally different performance requirements.
Specifying the wrong process can trigger premature component failure in extreme operating conditions — or drive up costs when a lighter treatment would have done the job.
The stakes are particularly high in industries where equipment downtime carries severe financial penalties. Unplanned downtime in oil and gas operations costs between $125,000 and $500,000 per hour, while automotive manufacturing downtime reaches $2.3 million per hour. When component failures trigger these losses, the surface treatment decision becomes not just a technical specification but a business-critical choice.
Those numbers make the case for getting this decision right. This article provides a practical framework for choosing between the two, comparing boriding and nitriding across hardness, material compatibility, thermal stability, process complexity, and real-world performance in demanding industrial environments.
Key Takeaways
- Boriding achieves 1200–2000 HV hardness—significantly harder than nitriding's typical 500–950 HV range
- Nitriding requires alloy steels with nitride-forming elements (Cr, Mo, Ti, Al); boriding works on plain carbon steels and superalloys
- Boriding retains hardness up to 850–1000°C; nitrided layers soften and degrade above 400°C
- Nitriding offers minimal distortion and suits precision components; boriding adds measurable surface growth that requires dimensional allowances in design
- Choose boriding for extreme wear and high heat; choose nitriding when tight tolerances and low distortion matter most
Boriding vs. Nitriding: Quick Comparison
The five factors below cover the most decision-relevant differences. Use this as a side-by-side reference when evaluating which process fits your application.
Surface Hardness
Boriding: Achieves 1200–2000 HV for iron borides, with nickel superalloys reaching 1700–2300 HV. VaporKote's boronizing process delivers 1500 Knoop hardness (RC75+ equivalency), which exceeds the hardness of tungsten carbide cutting tools.
Nitriding: Typically reaches 500–950 HV, with maximum hardness heavily dependent on steel grade and alloying element content.
Compatible Steel Grades
Boriding: Works effectively on:
- Plain carbon steels
- Alloy steels and tool steels
- Stainless steels (including austenitic grades)
- Nickel-bearing steels and cobalt superalloys
- Sintered iron components
Nitriding: Requires nitriding steels containing sufficient nitride-forming elements (chromium, molybdenum, titanium, aluminum). Low-alloy steels without these elements develop shallow, porous cases with inadequate hardness.
Thermal Stability
Boriding: Retains hardness at elevated temperatures up to 850–1000°C, making it suitable for high-temperature applications.
Nitriding: Hardness degrades rapidly above 400°C, limiting effectiveness in thermally demanding applications.
Process Complexity and Cost
Boriding:
- More labor-intensive setup and process control
- Requires post-treatment planning for dimensional growth (5–25% of layer thickness)
- Finish machining limited to diamond lapping or CBN grinding
- Higher upfront processing cost
Nitriding:
- Multiple process variants (gas, plasma, salt bath) offer flexibility
- Sub-critical temperature processing (480–580°C) minimizes distortion
- More predictable dimensional behavior
- Lower complexity for standard applications
Wear and Corrosion Resistance
Boriding:
- Superior resistance to abrasive wear, adhesion wear, and tribooxidation
- Reduces coefficient of friction from 0.60–0.80 to 0.27–0.29
- Effective in non-oxidizing dilute acids (HCl, H₂SO₄) and alkalis
- Ineffective in oxidizing acids (HNO₃)
Nitriding:
- Good wear resistance for moderate-load applications
- Improves atmospheric and saltwater corrosion resistance
- Less effective against harsh chemical environments
- Induces compressive residual stresses that improve fatigue life by up to 115%
What is Boriding?
Boriding (also called boronizing) is a thermochemical surface hardening process in which boron atoms diffuse into the surface of a metal component, forming metal boride phases—primarily an outer FeB layer and an inner Fe₂B layer. The result is an intermetallic compound integrated with the base metal—not a surface coating that can peel or chip under stress.
Process Mechanics
Components are heated to 700–1000°C for 1–12 hours while exposed to a boron-yielding medium. The process follows a two-phase reaction: nucleation at the surface, then diffusion-controlled layer growth into the substrate.
Four delivery methods are used depending on component geometry and production volume:
- Powder pack — components buried in boron-rich powder
- Paste — boron paste applied directly to the surface
- Liquid salt bath — immersion in molten borax
- Gas phase — boron-containing atmosphere in a sealed furnace
Typical case depths range from 25–381 μm (0.001–0.015 inches), though specialized deep-case boriding can achieve greater depths for extreme wear applications.
Performance Properties
Boriding delivers exceptional surface enhancement:
- Extreme hardness: 1200–2000 HV for iron borides; 1700–2300 HV for nickel superalloys
- Low friction: Coefficient of friction drops to 0.27–0.29 under unlubricated sliding
- Wear resistance: Protection against abrasion, adhesion wear, and cold welding
- Corrosion resistance: Effective in dilute HCl, H₂SO₄, and NaOH environments
- Thermal stability: Hardness retention at temperatures up to 850–1000°C
- Service life: Components last 2–5 times longer than conventionally hardened parts
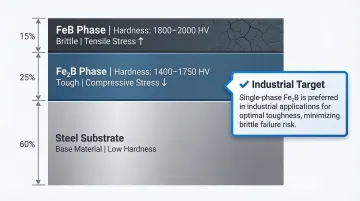
Layer Structure and Optimization
The boride layer forms in two distinct phases. The outer FeB phase (1800–2000 HV) is extremely hard but brittle, forming under tensile stress and prone to cracking. The inner Fe₂B phase (1400–1750 HV) forms under compressive stress and offers superior toughness.
Industrial applications typically target a single-phase Fe₂B layer. This approach maximizes wear resistance while minimizing brittleness and the risk of layer separation under cyclic loading.
Material Compatibility
Boriding works on diverse substrates:
Compatible materials:
- Plain carbon steels (even low-alloy grades)
- Alloy steels and tool steels
- Stainless steels (martensitic, ferritic, and austenitic)
- Nickel-based superalloys (Inconel, Hastelloy)
- Cobalt alloys
- Cast steels and sintered iron
Incompatible materials:
- Aluminum-bearing steels (aluminum is insoluble in borides, creating brittle ferrite zones)
- Silicon-bearing steels (silicon pushed into substrate forms weak transition zones)
- Resulfurized and leaded free-machining steels (severe case spalling risk)
- Water-hardening tool steels (unsatisfactory layer formation)
Critical Limitations
Three constraints require careful engineering consideration:
Dimensional growth: The process causes outward growth equal to 5–25% of layer thickness—a 100 μm (0.004") layer adds 5–25 μm (0.0002–0.001") to part dimensions. Precision components must be pre-machined undersize to account for this.
Post-treatment finishing: Conventional grinding fractures boride layers. Only diamond lapping or CBN (cubic boron nitride) grinding is suitable after treatment.
Rolling contact fatigue: Under high Hertzian contact loads (gears, bearings), borided surfaces exhibit lower rolling contact fatigue resistance compared to carburized or nitrided steels. Boriding excels in sliding wear but is not optimal for pure rolling contact applications.
Use Cases of Boriding
Boriding fits components facing extreme service conditions: abrasive wear, metal-on-metal sliding, corrosive chemical exposure, or sustained high-temperature operation.
Primary applications:
- Oil & gas drilling: Drill bits, stabilizers, downhole tool wear components
- Pump systems: Wear rings, sleeves, bushings, impellers, valve seats, plungers
- Petrochemical processing: Components exposed to abrasive slurries and corrosive media
- Mining equipment: Crusher parts, conveyor components, ground-engaging tools
- Agriculture: Tillage tool edges, plow shares, cultivator points
- Extrusion and forming: Dies, punches, mandrels subjected to high-temperature sliding
- Aerospace: Wear-critical structural components and high-temperature nozzles
VaporKote's boronizing process serves these industries, processing components up to 68 inches in diameter and achieving a surface hardness of 1500 Knoop (RC75+ equivalency)—harder than tungsten carbide cutting tools.
What is Nitriding?
Nitriding is a thermochemical surface hardening process where nitrogen diffuses into steel, reacting with iron and alloying elements to form hard nitride compounds. Like boriding, it creates a diffusion layer integrated with the base metal rather than a separate coating. Three primary variants exist: gas nitriding (ammonia dissociation), plasma (ion) nitriding (nitrogen plasma in vacuum), and salt bath nitriding (immersion in nitrogen-rich molten salts).
Performance Properties
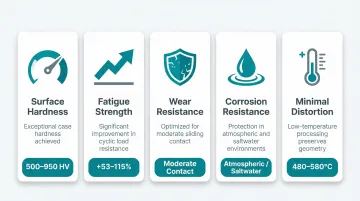
Nitriding produces moderate surface hardening with notably low dimensional distortion:
- Surface hardness: 500–950 HV (up to 1200 HV for specific high-alloy steels)
- Fatigue strength improvement: Increases bending fatigue limit by 53% for smooth components and 115% for notched components
- Wear resistance: Effective for moderate-contact applications and sliding wear
- Corrosion resistance: Improves atmospheric and saltwater corrosion resistance
- Minimal distortion: Processing at 480–580°C avoids phase transformation distortion
The low processing temperature (below steel's austenitizing point) prevents volumetric changes associated with quenching. This makes nitriding a practical choice for precision components where tight tolerances must survive the treatment process intact.
Steel Grade Dependency
Nitriding's effectiveness depends entirely on base material chemistry. The process requires steels containing nitride-forming elements—chromium, molybdenum, titanium, or aluminum—collectively called "nitriding steels." These elements react with diffusing nitrogen to form hard, stable nitride precipitates (CrN, Mo₂N, TiN, AlN) that deliver surface hardening.
Consequences of poor alloy content:
- Low-alloy steels develop shallow cases with hardness below 300 HV
- Highly porous compound layers form that offer inadequate wear protection
- Steels containing ~1% aluminum achieve the highest hardening response
- Plain carbon steels without nitride-forming elements do not respond effectively
Stainless steels require a separate consideration. Austenitic grades nitrided at standard temperatures (490–580°C) suffer chromium nitride (CrN) precipitation, depleting the matrix of chromium and destroying corrosion resistance. Low-temperature nitriding below 440°C avoids this by forming "expanded austenite" (S-phase), which preserves the alloy's corrosion properties.
Nitriding Process Variants
| Variant | Mechanism | Best Applications |
|---|---|---|
| Gas Nitriding | Ammonia gas dissociation controlled via Nitrogen Potential (KN) | Mass production, large components, deep cases for heavy-duty gears |
| Plasma (Ion) Nitriding | Low-pressure nitrogen plasma/glow discharge in vacuum | Precision parts, complex geometries, strict white-layer control, tooling |
| Salt Bath Nitriding | Immersion in nitrogen-rich molten cyanate/cyanide salts | Small parts, fasteners, high scuffing resistance applications |
Use Cases of Nitriding
Each process variant maps to specific applications — and the common thread across all of them is the need for precision combined with fatigue or wear resistance.
Primary applications:
- Automotive powertrain: Gears, crankshafts, camshafts, connecting rods
- Tooling and dies: Injection molds (plastic and glass), extrusion dies, forming tools
- Precision mechanical engineering: Components requiring tight tolerances and minimal post-treatment machining
- Fasteners and small parts: Components benefiting from salt bath nitriding's efficiency
- Fatigue-critical components: Parts where compressive residual stress improves service life
Nitrided gears in automotive and helicopter transmissions demonstrate bending fatigue strength equal to or greater than carburized steels, but with far lower distortion — often eliminating the need for post-treatment grinding entirely.
Boriding vs. Nitriding: Which Is Better?
Neither treatment is universally superior—the right choice depends on matching process capabilities to application demands.
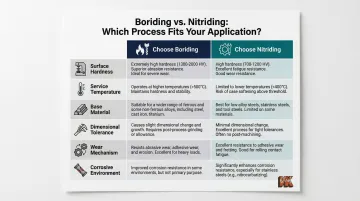
Key Decision Factors
| Decision Factor | Choose Boriding | Choose Nitriding |
|---|---|---|
| Surface hardness | Above 950 HV, or maximum hardness required | 500–950 HV range is sufficient |
| Service temperature | Above 400°C continuous; 850–1000°C service | Below 400°C |
| Base material | Plain carbon steel, nickel-bearing stainless, superalloys | Alloy steels with Cr, Mo, Ti, Al |
| Dimensional tolerance | Can accommodate 5–25% layer growth; diamond lapping acceptable | Tight tolerances; conventional post-grind acceptable |
| Wear mechanism | Extreme abrasion, sliding metal-on-metal contact | Moderate wear with fatigue concerns; rolling contact fatigue |
| Corrosive environment | Non-oxidizing acids (HCl, H₂SO₄), alkali exposure | Atmospheric or saltwater corrosion |
Cost-Value Equation
Boriding typically involves higher process complexity and upfront cost, but the investment calculus shifts when component failure costs are considered. With oil and gas downtime averaging $125,000–$500,000 per hour and heavy industry averaging $260,000 per hour, the 2–5x service life extension boriding delivers can offset initial costs within a single maintenance cycle.
For precision components in moderate-wear environments where nitriding's 500–950 HV hardness suffices, the lower process complexity and predictable dimensional behavior make nitriding the cost-effective choice. Over-specifying boriding for a moderate-wear application wastes budget. Equally, under-specifying nitriding for extreme-wear service leads to premature component failure.
Hybrid Strategies
In some applications, boriding and nitriding work together rather than as alternatives. Boriding can be applied after prior carburizing or nitriding to achieve optimized core properties combined with extreme surface hardness. This hybrid approach suits components requiring both deep case hardness (from carburizing/nitriding) and ultimate surface protection (from boriding), though process sequencing and compatibility must be carefully engineered.
Real-World Applications and Industry Examples
Boriding in Extreme Service Conditions
Oil & gas pump components: 17-4PH stainless steel fluid pump cylinders and piston rods treated with 60 μm boriding layers increased microhardness from 336 to 980 HV. Wear rate dropped from 16.4×10⁻⁵ to 3.3×10⁻⁵ mm³/Nm. The boronized pumps passed 90-hour durability tests and logged 60 hours of field service without measurable wear—far outlasting untreated equivalents that required frequent replacement.
Geothermal and downhole environments: Large boronized tubing spools demonstrated 3–10 times longer service life than untreated steels in highly corrosive geothermal brines (NaCl-KCl-CaCl₂) at 150°C. In downhole oil production environments with rod wear and sand abrasion, borided components extended replacement intervals by measurable margins—directly cutting costly workover operations.
Agriculture and mining: Ground-engaging tools made from AISI 4140 steel with deep-case boriding (0.010" layer) demonstrated 75–100% greater durability compared to conventionally borided tools (0.004" layer) across varying soil conditions. The extended service life reduced equipment downtime during critical planting and harvesting windows.

Nitriding in Precision and Fatigue-Critical Applications
Automotive transmission gears: Nitrided 32CrMo12 and 42CrMo4 steels used in helicopter and automotive transmissions achieved bending fatigue strength equal to or exceeding gas-carburized steels, but with lower heat-treatment distortion. That distortion reduction eliminated expensive post-treatment gear grinding, cutting manufacturing costs without sacrificing performance specifications.
Injection molding tooling: Plasma nitriding of S136 and H13 tool steels improved thermal fatigue resistance (heat checking) and wear resistance against abrasive polymers. Critically, the process maintained the dimensional stability required for optical lens manufacturing—where even 0.001" of distortion can scrap an entire production run.
Practical Takeaway
The choice comes down to operating severity:
- Boriding fits best when failure risk is high, conditions are extreme (high temperature, severe abrasion, corrosive chemicals), or the base material is a nickel-bearing or stainless steel
- Nitriding suits precision parts in moderate-stress environments where dimensional stability and fatigue endurance are the primary concerns
Both processes deliver reliable results in the right application — the wrong choice costs you in premature failures or over-engineered spend.
VaporKote's engineering team can assess your components, operating conditions, and failure history to determine whether boronizing is the right fit — and provide a feasibility analysis before any commitment is made.
Conclusion
Boriding and nitriding occupy distinct performance tiers in the surface hardening landscape. Boriding excels when extreme hardness (1200–2000 HV), high-temperature stability (up to 850–1000°C), and resistance to severe abrasion or acid corrosion are required. Nitriding delivers reliable surface enhancement (500–950 HV) for precision components in moderate-wear environments, with minimal distortion and excellent fatigue life improvement.
The right choice comes down to matching process capabilities to application demands. In oil & gas, mining, and petrochemical processing, equipment failures can trigger downtime costs exceeding $125,000 per hour — a treatment that delivers 2–5x longer component life has direct financial consequences, not just engineering ones.
The selection framework is practical:
- Define your operating environment (temperature range, chemical exposure, load type)
- Identify your primary failure modes (abrasive wear, fatigue, corrosion)
- Confirm your base material chemistry and its compatibility with each process
- Select the treatment that addresses your specific challenges rather than defaulting to convention
Frequently Asked Questions
What is boriding?
Boriding (boronizing) is a thermochemical diffusion process where boron atoms penetrate a metal surface at 700–1000°C, forming iron boride layers with hardness of 1200–2000 HV. The result is a surface that's dramatically more resistant to wear, abrasion, and corrosion—fully integrated with the base metal, not a separate coating.
What is the process of boriding?
The component is heated to 700–1000°C and exposed to a boron-yielding medium—powder pack, paste, liquid salt bath, or gas—for 1–12 hours. Boron diffuses into the surface, forming an integrated boride layer of 25–381 μm thickness without adding any separate coating material.
What is the difference between boriding and nitriding?
Boriding uses boron to achieve hardness up to 2000+ HV and works on plain carbon steels, stainless steels, and nickel superalloys. Nitriding uses nitrogen to reach ~950 HV but requires alloy steels with specific nitride-forming elements. Boriding also outperforms nitriding in high-temperature stability (up to 850–1000°C) and acid corrosion resistance.
What is boriding used for?
Boriding is used for components facing extreme abrasive wear, sliding contact, chemical exposure, or high-temperature service. Common applications include oil and gas drilling tools, pump and valve components, mining equipment, extrusion dies, agricultural cutting tools, and aerospace wear parts.
What does boriding do to steel?
Boriding converts the outer layer of steel into iron boride phases (FeB and Fe₂B), creating a surface harder than tungsten carbide (1200–2000 HV), highly resistant to abrasion and adhesion wear, and stable at elevated temperatures up to 850–1000°C—without adding a separate coating layer that could peel or chip.
Which is better for high-temperature applications, boriding or nitriding?
Boriding is the better choice for high-temperature service, as boride layers retain hardness up to approximately 850–1000°C, whereas nitrided layers begin losing hardness above 400°C. For components operating in thermally demanding environments, boriding provides the necessary thermal stability that nitriding cannot match.