Introduction
Heat exchanger boilers are central to industrial operations across petrochemical plants, oil refineries, and manufacturing facilities. They handle the thermal energy transfer that keeps entire processes running.
When these systems fail prematurely — from corrosion, scale buildup, erosion, or thermal fatigue — the consequences hit fast: unplanned downtime, expensive replacements, and lost productivity.
In the US refining sector alone, crude preheat train fouling costs an estimated $1 billion to $1.2 billion annually in lost energy and emissions. Even a thin layer of scale (just 1mm thick) can reduce heat transfer efficiency by up to 10%, forcing boilers to consume more fuel to maintain target temperatures.
This guide covers how heat exchanger boilers work, the types used in industrial settings, what causes them to fail, and proven strategies to maximize their operational lifespan.
Key Takeaways
- Heat exchanger boilers transfer thermal energy between fluids without mixing, holding precise process temperatures
- Shell-and-tube designs hold 35.77% market share — dominant in high-pressure, high-temperature applications
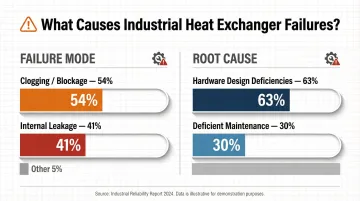
- Clogging/blockage causes 54% of failures; internal leakage from corrosion and erosion accounts for 41%
- Diffusion coatings like boronizing and aluminizing extend equipment life 3–10x in harsh environments
- Water treatment and scheduled cleaning deliver the highest ROI on failure prevention
What Is a Heat Exchanger Boiler and How Does It Work?
A heat exchanger boiler is a system designed to transfer thermal energy between two fluids—a hot medium (combustion gases, steam, or process fluid) and a cold medium (water or another process fluid)—without allowing the two to mix directly. This separation is critical in industrial applications where contamination between streams would compromise product quality or safety.
The core heat transfer mechanism relies on conduction and convection. Hot fluid passes through a network of tubes or channels; heat conducts through the tube wall into the surrounding cooler fluid, raising its temperature for downstream use.
In sectors like oil refining, petrochemicals, power generation, and manufacturing, heat exchanger boilers maintain precise process temperatures, enable steam generation, and recover waste heat to improve overall energy efficiency.
Primary vs. Secondary Heat Exchangers
Industrial boiler systems use multiple heat exchange zones to maximize efficiency:
- Primary heat exchangers sit in the hottest zones — evaporators and superheaters that handle the main heating load and drive steam generation
- Secondary heat exchangers serve downstream circuits (such as process loops or feedwater preheating) using lower-grade exhaust heat, keeping fluid streams fully separated
When the heat exchanger underperforms due to fouling, corrosion, or damage, the entire downstream process loses efficiency. Throughput drops, fuel consumption rises, and the risk of unplanned shutdowns increases. Protecting tube surfaces from corrosion and wear is what keeps these systems running at rated capacity between scheduled maintenance intervals.
Types of Heat Exchangers Used in Industrial Boiler Systems
Shell-and-Tube Heat Exchangers
Shell-and-tube designs hold a 35.77% market share in heavy industry, preferred for high-pressure, high-temperature, and corrosive applications. The design bundles tubes inside a cylindrical shell, handling large flow volumes, elevated pressures, and continuous duty cycles — making it the standard choice for oil refining, power generation, and chemical processing.
Key advantages:
- Robust construction for severe service conditions
- Easy to scale and expand capacity
- Well-established design codes (ASME, TEMA)
- Suitable for corrosive and abrasive process streams
Tradeoffs:
- Large footprint compared to plate designs
- Prone to fouling in tube interiors
- Requires periodic mechanical cleaning
Plate Heat Exchangers
Plate heat exchangers use thin corrugated metal plates stacked together, creating narrow channels for fluid flow. The high surface-area-to-volume ratio enables efficient heat transfer in a compact footprint.
Key advantages:
- Compact size reduces installation space
- High heat transfer coefficients
- Easy to expand capacity by adding plates
- Lower capital cost for clean, low-pressure services
Tradeoffs:
- More susceptible to fouling than shell-and-tube designs
- Gasket failure risks limit pressure and temperature ranges
- Not suitable for abrasive or particulate-laden fluids
Condensing vs. Non-Condensing Boiler Heat Exchangers
| Condensing | Non-Condensing | |
|---|---|---|
| Efficiency | Recovers latent heat from flue gases; higher overall efficiency | Exhausts waste heat; 10-15% lower efficiency |
| Flue Gas Temp | Cooled below water vapor dew point | Operates at higher exhaust temperatures |
| Condensate | Acidic (pH 2–4); requires corrosion-resistant materials | No condensate formed |
| Material Req. | Stainless steel or specialized alloys | Standard carbon or alloy steel sufficient |
Material Selection and Performance Impact
| Material | Advantages | Limitations | Typical Applications |
|---|---|---|---|
| Carbon Steel | Cost-effective, widely available | Corrosion-prone in acidic or oxygen-rich environments | Standard feedwater systems, low-corrosion services |
| Stainless Steel (304/316) | Better corrosion resistance, high strength | Susceptible to chloride stress corrosion cracking above 60°C | Industrial boilers, moderate corrosive environments |
| Duplex Stainless Steels | Twice as strong as austenitic steels, excellent chloride resistance | Higher cost, limited high-temperature use | Sour gas environments, chloride-laden process streams |
| Titanium | Superior corrosion resistance in aggressive chemicals | Expensive, susceptible to hydrogen embrittlement if galvanically coupled | Severe chemical environments, high-chloride applications |
When base material alone isn't enough, diffusion coatings such as boronizing or aluminizing can extend service life in environments where even stainless steel or duplex alloys fall short — particularly in high-temperature or chloride-rich conditions.

Key Benefits of Heat Exchanger Boilers for Industrial Operations
Energy Efficiency and Fuel Savings
Effective heat transfer reduces the amount of fuel needed to maintain target process temperatures. Just 1mm of mineral scale can reduce heat transfer efficiency by up to 10%, forcing boilers to burn more fuel to compensate. In extreme cases, a soot layer of 4.5mm reduces heat transfer by 69%, sending operating costs sharply higher.
A case study on refinery heat exchanger networks found that optimizing flow velocity and cleaning schedules together produced an 18.3% reduction in total costs.
Process Reliability and Temperature Precision
Industrial processes in petrochemical, pharmaceutical, and manufacturing settings require consistent, controllable temperatures. Heat exchanger boilers deliver the stable thermal output that keeps those requirements met. When thermal control degrades, the consequences can include:
- Product defects from temperature excursions
- Unplanned shutdowns that halt entire production lines
- Safety hazards requiring regulatory intervention
- Rework costs that erode margins on affected batches
Scalability for High-Demand Industrial Environments
Industrial heat exchanger boilers are engineered to handle large flow volumes, elevated pressures, and continuous duty cycles. Oil production, mining, and aerospace operations rely on this capability where standard equipment falls short. Capacity scales up by adding tube bundles or parallel units, giving operations the flexibility to match thermal output to shifting production demands.
What Causes Heat Exchanger Boiler Failure?
An OECD/NEA study of industrial heat exchangers found that 54% of common-cause failures are due to clogging/blockage, and 41% are due to internal leakage. Separately, 63% of these failures stem from hardware design deficiencies, while 30% are due to deficient maintenance procedures.
Corrosion
Chemical attack from process fluids, dissolved oxygen, acids, and caustic substances degrades tube walls and shell materials over time. Industrial environments involving sulfur compounds, chlorides, or acidic condensate accelerate corrosion rates significantly beyond what standard residential boilers experience.
Critical corrosion accelerants:
- Dissolved oxygen above 7 parts per billion exponentially accelerates pitting and corrosion fatigue in high-pressure boilers
- Keeping feedwater pH between 9.2 and 9.6 minimizes corrosion rates for carbon steel
- Common stainless steel grades (304/316) develop stress corrosion cracking at chloride concentrations as low as 10 ppm above 60°C
- H2S acidifies process water, driving pitting and sulfide stress cracking in carbon steels
Scale and Fouling Deposits
Mineral scale—predominantly calcium carbonate from hard water—forms on heat transfer surfaces, acting as an insulating layer that forces the boiler to work harder to achieve target temperatures. Even thin deposits measurably reduce thermal efficiency.
The economic impact is severe. In the US refining sector, crude preheat train fouling costs an estimated $1 billion to $1.2 billion annually in lost energy, increased furnace firing, and maintenance.
Thermal Fatigue and Stress Cracking
Repeated thermal cycling (heating and cooling) causes metal to expand and contract. Over time this fatigue leads to microcracks—especially at welds, joints, and areas of differential thermal expansion—which can progress to full fractures and leaks. A documented industrial case study showed that fatigue corrosion from daily water hammer events caused piping leaks after 6.5 to 7 years of operation.
Erosion from High-Velocity Flow
In oil/gas, mining, and other abrasive process environments, high-velocity fluids carrying particulates physically abrade tube surfaces, thinning walls and creating localized weak points that accelerate failure. Erosion is particularly severe at tube inlet zones, bends, and areas of flow turbulence.
Inadequate Water Treatment
Untreated or improperly treated feedwater delivers scale-forming minerals, oxygen, and pH imbalances into the system. Left unaddressed, this compounds every other degradation mechanism at once — accelerating scale buildup, corrosion, and fatigue simultaneously.
Warning Signs Your Heat Exchanger Boiler Needs Attention
Unusual Noises (Kettling, Banging, or Rumbling)
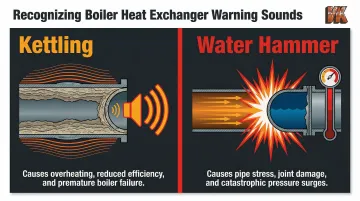
Two distinct noises signal trouble inside a heat exchanger boiler:
- Kettling — a rumbling or boiling sound caused by limescale buildup on the heat exchanger. Trapped water heats unevenly, generating localized pressure spikes that mimic a boiling kettle.
- Water hammer — a violent shockwave when fast-moving steam meets trapped liquid, or when valves close too quickly. Pressure spikes can exceed ten times normal working pressure, risking ruptured pipes, damaged fittings, and joint failure.
In industrial boilers, either symptom left unaddressed accelerates tube damage and can force an unplanned system shutdown.
Visible Leaks, Pressure Drops, or Unexplained Fluid Loss
Cracks in tubes or welds, or failed gaskets, manifest as external leaks or unexplained drops in system pressure. In industrial settings this often signals that corrosion or thermal fatigue has progressed to a critical stage requiring immediate inspection. Small leaks can escalate to major failures if not addressed promptly.
Reduced Thermal Output or Process Temperature Inconsistencies
When heat exchanger surfaces are fouled, heat transfer efficiency drops. If process temperatures are harder to maintain or fuel consumption has increased without a change in load, fouling or partial blockage is the probable culprit — schedule professional cleaning and inspection before the problem compounds. Efficiency losses from fouling tend to creep up slowly; by the time they're obvious, output may already be down 15–20%.
How to Extend the Life of Your Heat Exchanger Boiler
Implement a Scheduled Inspection and Cleaning Program
Key cleaning methods include:
Chemical descaling: Circulating acidic solutions to dissolve mineral deposits. Uses controlled chemical solutions (such as inhibited acids) to dissolve calcium carbonate and rust. ASME warns that caustic solutions must not be used on 300-series stainless steel tubes to prevent detrimental effects.
Mechanical tube cleaning: Physical brushing or scraping to remove hard deposits and biological growth from tube interiors.
High-pressure water jetting: Normally performed at 10,000 psi (70 MPa), and up to 40,000 psi (275 MPa) for ultra-high-pressure applications to remove hard scale.
Industrial boilers in harsh chemical or high-temperature environments typically require more frequent servicing than general guidelines suggest. The OECD/NEA study noted that 65% of failures were discovered during test intervals of 12 months or longer, suggesting that more frequent, staggered testing (under 12 months) is a powerful approach to reducing severe failures.
Invest in Water Treatment and Chemistry Control
A comprehensive water treatment program—controlling pH, minimizing dissolved oxygen, managing hardness, and using inhibitors—is the most cost-effective preventive measure against both scale and corrosion. Water chemistry is the foundation of any long-term heat exchanger maintenance strategy.
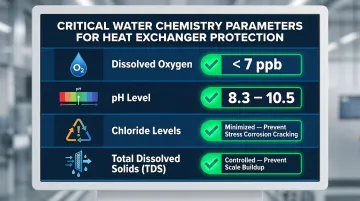
Critical parameters to control:
- Dissolved oxygen below 7 ppb before chemical scavengers
- pH maintained between 8.3 and 10.5 depending on boiler pressure
- Chloride levels minimized to prevent stress corrosion cracking
- Total dissolved solids controlled to prevent scale formation
Apply Protective Diffusion Coatings to Heat Exchanger Components
Where water treatment protects from the inside, diffusion coatings protect from the outside. Boronizing and aluminizing applied to heat exchanger tubes form an intermetallic compound layer at the metal surface, measurably increasing resistance to corrosion, oxidation, and erosive wear.
VaporKote's diffusion coating services are engineered specifically for heat exchanger components, applying both processes to extend equipment life in demanding environments:
Boronizing creates a surface achieving RC75+ hardness equivalency (1500 Knoop) — harder than tungsten carbide. This protects against erosion and abrasive wear in high-velocity flow applications.
Aluminizing forms an outer aluminide layer that resists high-temperature molten salt corrosion, oxidation, and metal dusting up to 800–950°C. VaporKote specifically offers aluminized heat exchanger tubing for petrochemical, oil production, and manufacturing environments where high-temperature corrosion is a constant threat.
These diffusion coatings can extend service life by 3 to 10 times compared to uncoated steels in harsh corrosive environments, helping operations reduce maintenance costs without replacing expensive base components. VaporKote's processes adhere to ASTM, ASME, SAE, and API engineering codes; metallurgical analysis and certification documentation are provided for all coated parts.
Frequently Asked Questions
What does a heat exchanger in a boiler do?
The heat exchanger transfers thermal energy from a hot medium (combustion gases or steam) to a cooler fluid (water or process fluid) without the two ever mixing. It is the component responsible for all useful heating output in the boiler system.
How much does a heat exchanger boiler cost?
Costs vary based on type, size, and material. Compact brazed plate units typically run $50–$160, while large industrial plate exchangers range from $4,500 to $7,500. Shell-and-tube units are usually quote-only, starting around $5,000 and reaching $75,000+ for large specifications. As a rule of thumb, if repair costs exceed 50% of a new unit's price, replacement is the better investment.
What is the lifespan of a heat exchanger boiler?
Under standard conditions, a well-maintained industrial heat exchanger boiler typically lasts 15–25 years. Lifespan depends on operating environment, water quality, maintenance frequency, and material selection. Proper water treatment and surface coatings can extend service life by 3 to 10 times that baseline.
What causes heat exchanger failure in industrial boilers?
The main culprits are corrosion from aggressive process fluids, scale buildup from untreated water, thermal fatigue from repeated heating and cooling cycles, and erosion from high-velocity or particulate-laden fluids. Studies show that 54% of failures are due to clogging/blockage and 41% from internal leakage.
How can surface coatings help protect a heat exchanger boiler?
Diffusion coatings like boronizing and aluminizing form an intermetallic compound at the base metal surface, creating a hard, corrosion-resistant layer on heat exchanger components. This slows material degradation from chemical attack, oxidation, and wear. The result is extended service life without the cost of replacing base equipment.