Introduction
Unplanned equipment downtime costs Fortune Global 500 companies approximately $1.4 trillion annually—representing 11% of their total revenues. Equipment failure accounts for 42% of these stoppages, with wear and corrosion driving the majority of costly failures.
In heavy industries like automotive manufacturing, a single hour of downtime costs $2.3 million. Oil and gas refineries face hourly losses exceeding $450,000.
Wear resistance coatings and thermal spray treatments directly address this problem. Applied correctly, they extend equipment life, cut maintenance costs, and prevent the component failures that trigger those unplanned stoppages. The right coating, matched to the specific wear mechanism and operating environment, shifts maintenance from emergency response to planned, cost-controlled asset management.
This guide covers the leading wear resistance coatings and thermal spray treatments—including boronizing, aluminizing, HVOF, PVD, and thermal spray options—how they compare on hardness, temperature resistance, and cost, and how to match the right treatment to your application.
Key Takeaways
- Wear resistance coatings protect against abrasion, erosion, fretting, and galling—cutting downtime and replacement costs
- HVOF thermal spray delivers dense carbide coatings with superior bond strength for high-wear environments
- Diffusion coatings like boronizing achieve 1500 Knoop hardness with metallurgical bonding that outlasts surface-applied coatings
- Selection depends on wear mechanism, temperature, substrate material, and required service life
- Providers should meet ASTM, ASME, and API standards and supply metallurgical certification
What Are Wear Resistance Coatings?
Wear resistance coatings are surface treatments applied to industrial components to protect against material loss caused by mechanical action—including abrasion, erosion, fretting, adhesive wear, and galling. They extend component service life by protecting the base material from the specific wear mechanisms that cause failure in service.
The Four Primary Wear Mechanisms
According to ASTM G40-22a (the authoritative standard for wear terminology), coatings must defend against four distinct mechanisms:
- Abrasive wear: Hard particles or protuberances grind across a surface, progressively removing material
- Erosive wear: Liquid jets, droplets, or solid particles impinge on a surface — common in pump housings and valve seats
- Adhesive wear (galling): Contacting surfaces bond locally, transferring or tearing material away under sliding motion
- Fretting wear: Small-amplitude oscillatory motion between two surfaces in contact generates debris and surface fatigue

Identifying the correct wear mechanism is the critical first step before selecting any coating. A ceramic coating optimized for sliding wear may fail catastrophically under impact erosion.
Thermal Spray vs. Diffusion Coatings
Coating technologies fall into two fundamental categories:
Thermal spray coatings deposit material onto the substrate surface, creating an external protective layer through mechanical or metallurgical bonding. These include HVOF, plasma spray, and arc wire methods.
Diffusion-based coatings form an intermetallic compound within the substrate itself through chemical or thermochemical processes. Because the coating grows into the base metal rather than adhering to its outer surface, these coatings cannot delaminate under shear stress.
Choosing between the two comes down to how the part fails — surface fatigue, impact, or chemical attack — and whether the substrate can tolerate the process temperature involved.
Best Wear Resistance Coatings & Thermal Spray Treatments
The following coatings are evaluated based on surface hardness, bond strength, application range, environmental resistance, and proven performance across demanding industrial environments.
HVOF (High-Velocity Oxygen Fuel) Thermal Spray
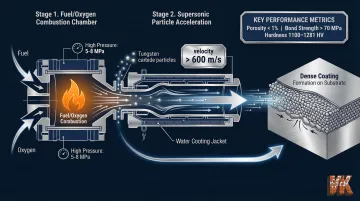
HVOF uses high-pressure combustion to accelerate coating materials—typically tungsten carbide or chromium carbide—at supersonic velocity onto a substrate. This process produces exceptionally dense, low-porosity coatings with superior mechanical adhesion.
Key differentiators:
- Porosity levels below 1% (0.32-0.39% in optimized applications)
- Bond strength exceeding 70 MPa per ASTM C633 tensile adhesion testing
- Hardness of 1100-1281 HV, significantly outperforming hard chrome's 900-1000 HV
- No hydrogen embrittlement risk, unlike electroplated chrome
- Suitable for bearings, pump components, valves, and transmission parts in wet or corrosive environments
A DoD cost-benefit analysis demonstrated that replacing hard chrome with HVOF on landing gear yields a 15-year Net Present Value of $24.7 million with a 41.8% Internal Rate of Return.
| Best For | Abrasion, erosion, and sliding wear on metal components (bearings, rollers, pump housings) |
|---|---|
| Coating Materials | Tungsten carbide-cobalt/chrome, chromium carbide-nickel/chrome |
| Limitation | Line-of-sight process; not ideal for complex internal geometries |
Plasma Spray Coatings
Plasma spray uses a high-temperature plasma arc to melt and propel coating materials—including ceramics, cermets, and metal alloys—onto a substrate. This versatility makes it one of the most adaptable thermal spray processes for high-temperature and multi-functional protection.
Key differentiators:
- Can deposit materials HVOF cannot easily process (oxides, carbides, MCrAlY alloys)
- Thermal conductivity of 0.8-1.4 W/mK for thermal barrier coatings
- Protects components up to 1200°C in aerospace and industrial turbine environments
- Aluminum oxide plasma coatings achieve 900-1400 HV hardness for industrial rollers
For thermal barrier applications specifically, Atmospheric Plasma Spray (APS) Yttria-Stabilized Zirconia (YSZ) coatings rely on controlled porosity (5-15%) to achieve low thermal conductivity. This engineered porosity scatters phonons and reduces heat transfer, but also reduces erosion resistance compared to denser coatings.
| Best For | High-temperature wear, thermal barrier applications, ceramic coatings on turbines, aerospace parts, industrial rollers |
|---|---|
| Coating Materials | Aluminum oxide, zirconia/yttria, chromium oxide, MCrAlY cermets |
| Limitation | Higher porosity than HVOF; may require sealers for corrosion-critical applications |
Diffusion Coatings – Boronizing & Aluminizing
Diffusion coatings use chemical vapor deposition (CVD) processes to form an intermetallic compound within the surface of the base metal—not just on top of it. This creates a metallurgically bonded coating that cannot delaminate.
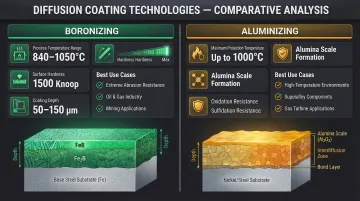
Boronizing introduces boron atoms into ferrous alloys at 840-1050°C, forming iron boride (FeB/Fe2B) layers 50-150 µm thick. These layers achieve surface hardness of 1500 Knoop (approximately 1500-2000 HV)—harder than tungsten carbide cutting tools. In ASTM G65 dry sand abrasion testing, boronized steel demonstrated wear rates up to 47 times lower than unborided steel.
Aluminizing enriches the surface of steels and superalloys with aluminum to form intermetallic aluminide layers. In high-temperature environments up to 1000°C, these aluminides react with oxygen to form a continuous, slow-growing alpha-alumina (α-Al2O3) protective scale that prevents further oxidation, sulfidation, and molten salt corrosion.
VaporKote has specialized in boronizing and aluminizing since 1987, formulating on-site powder mixes to fine-tune coatings to each client's substrate and service conditions. Large-capacity furnaces allow the company to process components up to 68 inches in diameter, and clients across oil & gas, mining, and petrochemical sectors report significant annual reductions in maintenance costs.
| Best For | Extreme abrasion, high-temperature oxidation, and corrosion in oil & gas, petrochemical, mining, and agricultural equipment |
|---|---|
| Coating Materials | Boron and aluminum intermetallic compounds formed within the base metal substrate |
| Limitation | Requires specialized furnace infrastructure and technical expertise; dimensional changes must be engineered into part design |
Arc Wire Spraying
Arc wire spraying creates high-bond-strength metallic coatings by generating an electric arc between two charged metallic wires, atomizing the molten metal with compressed air and propelling it onto the substrate. This cost-effective method excels at protecting large surface areas.
Key differentiators:
- Deposition rates up to 36 kg/h, making it highly economical for expansive surfaces
- Zn-Al pseudo-alloys provide superior chloride resistance compared to pure zinc
- Commonly used on conveyor components, pipelines, bridges, and offshore wind towers
- Requires strict surface preparation: 50-75 µm angular blast profile per ISO 2063 and NACE No. 12
Because arc-sprayed coatings rely entirely on mechanical interlocking, inadequate substrate preparation causes catastrophic delamination. Using round steel shot instead of angular grit results in coating failure.
| Best For | Corrosion-driven wear on large metal surfaces, marine structures, pipelines, and mechanical parts in wet environments |
|---|---|
| Coating Materials | Zinc, aluminum, stainless steel, and various metal alloy wires |
| Limitation | Lower hardness and wear resistance compared to HVOF or diffusion coatings; not suited for sliding or abrasive wear in isolation |
Hard Chrome Plating & Electroless Nickel
Hard chrome plating has long been the standard choice for wear and low-friction surfaces on hydraulic rods, molds, and tooling, offering good hardness (900-1000 HV) and lubricity. Electroless nickel provides a consistent, uniform abrasion-resistant layer via autocatalytic deposition—popular for aluminum and titanium substrates.
Critical regulatory context:
Hard chrome faces severe regulatory pressure. OSHA's Permissible Exposure Limit of 5 µg/m³ for hexavalent chromium (a known carcinogen) and EU REACH Annex XIV restrictions are forcing costly compliance upgrades. Many industries are actively transitioning to HVOF carbide coatings or diffusion coatings as compliant alternatives.
Electroless Nickel-Phosphorus (ENP) deposits uniformly on complex geometries. In its as-deposited state, ENP achieves 500-720 HK hardness. Heat treatment at 400°C precipitates nickel phosphide crystals, increasing hardness to 850-1000 HK—rivaling hard chrome. However, heat treating high-phosphorus ENP (>10% P) crystallizes the amorphous structure, creating grain boundaries that degrade corrosion resistance.
| Best For | Hard chrome: hydraulic rods, tooling, molds requiring low friction; Electroless nickel: aluminum/titanium components needing uniform abrasion resistance |
|---|---|
| Coating Materials | Hard chrome: chromic acid electroplating; Electroless nickel: NiP deposited via chemical bath |
| Limitation | Hard chrome: environmental/regulatory restrictions (hexavalent chromium); Electroless nickel: limited hardness compared to carbide or diffusion coatings |
How to Choose the Right Wear Resistance Coating
Identify the Wear Mechanism First
Mismatching a coating to the dominant wear type is the most common and costly mistake. A ceramic coating suited for sliding wear may fail rapidly under impact erosion. Before selecting any coating:
- Determine if wear is primarily abrasive, erosive, adhesive, or fretting
- Identify secondary mechanisms (corrosion often accelerates mechanical wear)
- Specify the required ASTM test method (G65 for abrasion, G76 for erosion, G98 for galling)
Factor in Operating Environment
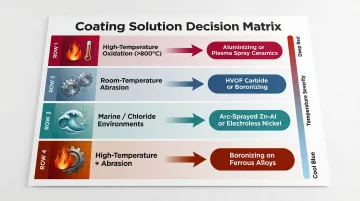
Temperature range, chemical exposure, and moisture conditions narrow the shortlist significantly:
- High-temperature oxidation (>800°C): Aluminizing or plasma-sprayed ceramics
- Room-temperature abrasion: HVOF carbide coatings or boronizing
- Marine/chloride environments: Arc-sprayed Zn-Al or high-phosphorus electroless nickel
- High-temperature + abrasion: Boronizing on ferrous alloys
Evaluate Substrate Material Compatibility
Not all coatings adhere or bond effectively to every base metal:
- Boronizing: Effective on carbon/alloy steels, cast iron, nickel and cobalt superalloys; incompatible with aluminum or copper
- HVOF: Suitable for most metals but requires line-of-sight access; titanium alloys require specialized grit blasting
- Aluminizing: Works on steels and superalloys for high-temperature applications
- Arc wire spray: Requires ferrous substrates with 50-75 µm angular blast profile
Weigh Total Cost of Ownership, Not Just Application Cost
A higher upfront cost for diffusion or HVOF coating often delivers significantly lower maintenance and replacement costs over time. The DoD's HVOF transition analysis showed that while initial application costs were higher than hard chrome, the extended service life reduced overall operating costs dramatically—components lasted several overhaul cycles instead of requiring recoating at every maintenance interval.
For procurement managers, that extended service life translates directly to higher Mean Time Between Failures (MTBF) and fewer unplanned shutdowns. Industries facing costly unplanned downtime often find that specifying a diffusion or HVOF coating upfront costs less than a single mid-cycle component replacement.
How We Evaluated These Coatings
The coatings in this guide were evaluated using the following criteria:
Performance metrics:
- Surface hardness (measured via Vickers, Knoop, or Rockwell scales)
- Bond strength and adhesion mechanism (ASTM C633 for thermal spray)
- Operating temperature ceiling
- Corrosion resistance in specific environments
Application factors:
- Range of compatible substrates
- Geometric limitations (line-of-sight vs. complex internal geometries)
- Regulatory compliance status
Industry validation:
- Conformance to recognized engineering standards (ASTM, ASME, SAE, API)
- Metallurgical certification and documentation availability
- Proven track record in demanding industrial sectors
Taken together, these criteria reflect how procurement decisions should be made: specify the required ASTM test method and acceptable performance thresholds explicitly, and require metallurgical certification documentation — not just vendor claims — to distinguish reliable coatings from commodity options.
Conclusion
No single coating is universally superior. The right choice depends on the specific wear mechanism, environment, substrate, and operating conditions of your application — and getting that match right is where most procurement decisions either succeed or fail.
Procurement and engineering teams should prioritize coating providers with demonstrated technical expertise, adherence to engineering codes, and the ability to customize formulations. Choosing on price alone routinely leads to premature failures and expensive remediation. Proper coating selection and application typically returns far more than its upfront cost through extended equipment life, lower maintenance spend, and fewer unplanned shutdowns.
For industrial operations facing extreme wear, abrasion, or high-temperature challenges, VaporKote's diffusion coating services — boronizing and aluminizing — form an intermetallic compound directly at the base metal surface, achieving RC75+ hardness equivalency that outlasts most thermal spray alternatives. VaporKote has been providing these services since 1987. Contact VaporKote at sales@vaporkote.com or (714) 632-8607 to discuss your application.
Frequently Asked Questions
How to improve wear resistance?
Wear resistance can be improved by applying surface coatings (thermal spray, diffusion, or hard-facing), selecting harder or tougher base materials, or modifying surface geometry to reduce contact stress. The most effective approach depends on identifying the specific wear mechanism first—abrasive wear requires different solutions than erosive or adhesive wear.
What are the coatings for wear resistance?
Main categories include HVOF thermal spray (carbide-based), plasma spray (ceramic/cermet), diffusion coatings (boronizing/aluminizing), hard chrome plating, electroless nickel, and arc wire spray. HVOF excels in abrasion resistance, plasma spray in high-temperature applications, and diffusion coatings in extreme wear on complex geometries.
What is the hardest wear resistant coating available?
Boronized diffusion coatings reach approximately 1500 Knoop (1500-2000 HV)—harder than tungsten carbide cutting tools and among the hardest commercially available industrial coatings. ASTM E140 explicitly warns against converting these extreme microhardness values to Rockwell C equivalents beyond 68 HRC.
What is the difference between thermal spray and diffusion coating?
Thermal spray deposits a layer of coating material onto the substrate surface through mechanical or metallurgical bonding (external bond). Diffusion coatings form an intermetallic compound within the substrate itself through chemical or thermochemical processes, making them immune to delamination under shear stress.
How long do wear resistant coatings typically last?
Service life depends on coating type, substrate, and operating conditions, but properly applied diffusion or HVOF coatings routinely extend component life several times over uncoated parts. Field data backs this up: HVOF-coated landing gear logged 6,400+ landings over six years with zero degradation, and boronized downhole components cut wear scar depth from ~600 µm to ~30 µm.
Which industries benefit most from wear resistance coatings?
Oil & gas, petrochemical, mining, aerospace, agriculture, and manufacturing consistently see the highest ROI from wear coatings due to the high cost of unplanned downtime and the extreme abrasion, erosion, and corrosion conditions their components face. These industries experience hourly downtime costs ranging from $39,000 (FMCG) to $2.3 million (automotive).