Introduction
Industrial operators face a persistent challenge: stainless steel delivers strong baseline corrosion resistance, but in high-wear, chemically aggressive, or thermally demanding environments, its native surface properties frequently fall short. The result? Premature component failure, unplanned downtime costing $260,000+ per hour, and maintenance costs that keep climbing.
PVD (Physical Vapor Deposition) coating is well known in decorative applications, but its industrial case is far more compelling. Applied to stainless steel, PVD delivers extended part life, reduced replacement cycles, and more consistent equipment performance under conditions that would otherwise accelerate wear.
This article covers how PVD works on stainless steel, which coating types suit specific industrial environments, and where the technology delivers the clearest operational return.
TLDR
- PVD deposits ultra-hard films (1,750–3,300 HV) onto stainless steel, boosting hardness and wear resistance without altering base dimensions
- Combining stainless steel's corrosion resistance with PVD's surface hardness creates synergistic protection that outperforms either material alone
- Petrochemical, aerospace, medical, and food processing operations see longer component life and lower maintenance costs
- PVD is a clean process—no hazardous chemicals, no liquid waste—making it suitable where regulatory or cleanliness standards apply
- Optimal results require clean substrate preparation, the right coating material, and matching the process to your operating environment
What Is PVD Coating on Stainless Steel?
PVD (Physical Vapor Deposition) is a vacuum-based process where a target material—typically titanium nitride, chromium nitride, or similar—is vaporized and deposited atom-by-atom onto a stainless steel substrate. The result is a thin but exceptionally hard and adherent surface layer, typically 1–5 microns thick.
This coating is applied to stainless steel components across a wide range of industrial applications:
- Valves and pump parts
- Shafts and impellers
- Cutting and forming tools
- Medical instruments
- Food-contact equipment
- Structural architectural elements
The coating works with the base metal, not against it. Stainless steel retains its corrosion resistance and structural integrity while gaining measurably harder surface performance and a longer service life.
Key Benefits of PVD Coating for Stainless Steel
The benefits below are grounded in operational outcomes that procurement managers, engineers, and maintenance teams actually track: component lifespan, failure rates, replacement costs, and process reliability. PVD's advantages compound over time. Each hour a coated component stays in service without failure is an hour of avoided downtime, emergency repair, and replacement procurement.
Superior Surface Hardness and Wear Resistance
The advantage: PVD coatings applied to stainless steel can be significantly harder than the base substrate. Standard austenitic stainless steel (304/316) measures approximately 129–199 HV, while PVD coatings achieve dramatically higher values:
- TiN (Titanium Nitride): 2,000–2,300 HV
- CrN (Chromium Nitride): 1,750–2,200 HV
- TiAlN (Titanium Aluminum Nitride): 3,000–3,300 HV
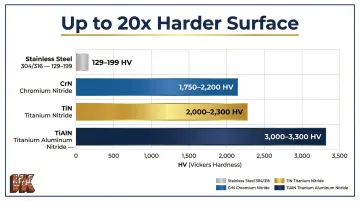
This represents up to a 20-fold increase in surface hardness.
How PVD creates this: The atom-by-atom deposition process produces a dense, uniform coating with excellent adhesion that resists micro-abrasion, sliding wear, and impact without flaking or peeling under normal operating loads. Unlike treatments relying on thicker coatings, PVD's thin-film approach (1–5 microns) preserves tight tolerances while delivering hard-surface performance.
Why it matters in practice:
In high-cycle mechanical environments—pump shafts, valve seats, conveyor components, cutting tools—surface wear is the primary failure mode. A harder surface directly translates to:
- Fewer micro-scratches per cycle
- Slower material removal rates
- Longer intervals before dimensional tolerance is compromised
For example, WC/C coatings increase bearing life by a factor of three to four and quadruple service life of high-speed gears.
Each extended replacement interval eliminates not just part cost but associated labor, line stoppage, and supply chain procurement effort—making wear resistance a direct driver of operational cost efficiency.
KPIs impacted:
- Mean time between failures (MTBF)
- Component replacement frequency
- Maintenance labor hours
- Tooling cost per unit produced
- Dimensional rejection rates
Applications where this matters most:
- High-cycle, abrasive, or sliding-contact applications
- Food processing equipment
- Cutting and forming tools
- Valve internals in particulate-laden fluid streams
- Conveyor or indexing components in manufacturing lines
Enhanced Corrosion Protection in Chemically Aggressive Environments
The advantage: Stainless steel derives corrosion resistance from its chromium oxide passive layer, but in chloride-rich, acidic, or high-temperature chemical environments, that layer can be compromised—causing pitting or crevice corrosion. PVD coatings, particularly chromium nitride (CrN), provide a chemically inert barrier layer that reinforces and extends this protection.
How PVD creates this: The coating's dense, non-porous microstructure—achieved through controlled vacuum deposition at the atomic level—prevents aggressive ions and chemical species from reaching the base metal. Multilayer architectures (e.g., Cr/CrN) reduce corrosion current density by orders of magnitude in 3.5% NaCl environments compared to single-layer coatings or bare stainless steel.
Why it matters in practice:
In petrochemical, oil refining, food processing, and pharmaceutical environments, corrosion-related failure carries regulatory and quality risk — not just maintenance cost. A corroding valve seat can contaminate a product batch; a degraded pump impeller can fail mid-shift and halt an entire production run.
The financial stakes are well-documented. Global corrosion costs reach $2.5 trillion annually (3.4% of global GDP), with the U.S. alone facing $276 billion per year in direct costs. Petroleum refining accounts for $3.7 billion annually; oil and gas exploration adds another $1.4 billion.

Reduced corrosion rates lower both the probability and consequence of unplanned failures, making PVD coating a risk management tool as much as a maintenance cost reducer.
KPIs impacted:
- Corrosion-related failure incidents per year
- Unplanned downtime hours
- Inspection frequency
- Regulatory compliance record
- Product contamination or rejection rates
Applications where this matters most:
- Offshore oil & gas components
- Heat exchanger tubing and fittings
- Chemical processing equipment
- Food and beverage contact surfaces subject to CIP (clean-in-place) protocols
- Marine structural components
Extended Component Service Life and Reduced Total Maintenance Cost
The advantage: By combining harder surfaces and stronger corrosion resistance, PVD-coated stainless steel components last measurably longer before needing replacement than uncoated equivalents or components treated with alternative surface finishes such as electroplating or standard nitriding.
How PVD creates this: The coating's adhesion to the stainless substrate—enhanced through ion bombardment during deposition—means it does not peel or delaminate under the thermal cycling and mechanical stress typical of industrial operations. This sustained integrity means the coating continues performing across thousands of operating hours, not hundreds.
Why it matters in practice:
Total cost of ownership is rarely dominated by purchase price. Replacement frequency, labor time, production lost during changeover, and emergency procurement premiums drive the real numbers. Unplanned downtime costs general manufacturing $260,000 per hour, while oil & gas operations face $500,000+ per hour.
A component that lasts longer in service reduces all of these costs proportionally. Maintenance costs consume 15% to 40% of total production costs, making longevity improvements directly visible in annual budget variance.
When PVD alone isn't sufficient: For applications requiring extreme hardness beyond standard PVD performance—such as high-temperature erosion in petrochemical reactors or ultra-abrasive mining environments—industrial coating specialists with diffusion coating expertise offer complementary solutions. VaporKote specializes in boronizing (achieving RC75+ surface hardness) and aluminizing for extreme operating conditions where standard PVD reaches its practical limits.
KPIs impacted:
- Total cost of ownership per component
- Annual maintenance budget variance
- Planned vs. unplanned maintenance ratio
- Spare parts inventory carrying cost
- Equipment availability and utilization rate
Applications where this matters most:
- High-volume production environments where component changeover causes significant line downtime
- Remote or difficult-access installations (offshore, subsea, underground mining) where replacement logistics are costly
- Precision applications where out-of-tolerance parts trigger costly quality escapes
What Happens When PVD Coating Is Skipped or Misapplied
Using bare stainless steel—or poorly specified coating—in demanding applications produces predictable consequences.
Accelerated surface wear reduces part life, leading to more frequent replacement cycles and higher maintenance costs. Corrosion pitting begins in chloride or acidic environments, eventually compromising dimensional integrity and—in critical systems—risking failure under load.
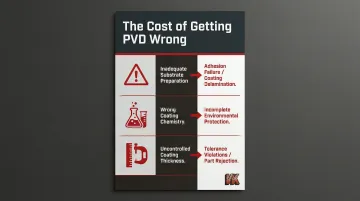
Misapplication carries the same consequences as skipping the coating entirely:
- Inadequate substrate preparation causes adhesion failure
- Wrong coating chemistry for the operating environment provides incomplete protection
- Uncontrolled coating thickness violates tolerances and triggers part rejection
The result: rework costs, delayed commissioning, and the operational disruption that PVD was supposed to prevent.
Those costs compound quickly. Initial savings from skipping coating are erased by the first premature replacement cycle. In high-criticality systems, a single failure event—contamination, line stoppage, safety incident—can dwarf the cost of properly coating every component in the system.
How to Get the Most Value from PVD Coating on Stainless Steel
PVD coating delivers maximum ROI when three conditions are met:
1. Match coating material to operating environment:
- Hardness-focused coatings (TiN, TiAlN) for wear applications
- Chemically inert coatings (CrN) for corrosion protection
- Specialized coatings (DLC) for unlubricated or starved-lubrication environments
2. Treat substrate preparation as non-negotiable:
- Cleaned, polished, and properly roughened surfaces ensure adhesion
- Coating consistency depends on surface condition
- Poor preparation leads to premature coating failure
3. Review coating performance against defined KPIs:
- Track component replacement intervals before and after coating
- Log failure modes encountered
- Feed data back into specification decisions
Working with a coating specialist who understands the full spectrum of surface treatment options — from PVD to advanced diffusion coatings like boronizing and aluminizing — allows procurement and engineering teams to select the right solution rather than defaulting to the most familiar one.
For demanding applications in petrochemical, oil refining, mining, or aerospace, a specialist like VaporKote brings over 37 years of industrial coating experience and adherence to ASTM, ASME, SAE, and API standards. That means coating specifications get validated against engineering codes and actual field performance data.
VaporKote's four primary PVD coating materials (CRN, TIN, AL-N, and ZRN) each address specific performance requirements — wear resistance, corrosion protection, or thermal conductivity — so the coating selection matches the actual operating condition rather than a general-purpose default.
Conclusion
PVD coating on stainless steel is a surface engineering decision with direct, measurable impact on component lifespan, maintenance cost, corrosion risk, and operational reliability across demanding industrial environments.
When specified and applied correctly, these advantages compound over time:
- Harder surfaces that resist abrasion and wear under continuous load
- Stronger corrosion protection in chemically aggressive or high-humidity environments
- Extended service life that reduces replacement frequency and unplanned downtime
For the most demanding applications — refineries, aerospace assemblies, high-cycle manufacturing — PVD is one tool in a broader surface engineering toolkit. Pairing it with thermal diffusion coatings like boronizing or aluminizing can address wear and corrosion challenges that no single coating technology handles alone. Contact VaporKote to discuss which combination fits your operating conditions.
Frequently Asked Questions
Can you PVD coat stainless steel?
Yes, stainless steel is one of the most commonly used substrates for PVD coating. The two are well-matched because stainless steel's stable surface accepts PVD films effectively, and the combination enhances already-strong corrosion resistance with significantly improved surface hardness.
How long does PVD last on stainless steel?
In consumer and decorative applications, PVD coatings typically last 1–5+ years. Industrial environments with proper specification see considerably longer service life, though harsh abrasive or chemical exposure accelerates degradation. Adhesion quality and maintenance practices both affect longevity.
Is PVD coating good with stainless steel?
The combination performs well in demanding service conditions. PVD's vapor-phase deposition preserves tight tolerances on the stainless base while adding surface hardness and chemical stability that extend component life beyond what stainless steel alone can deliver.
What industries benefit most from PVD-coated stainless steel?
Key sectors include petrochemical, oil & gas, food and beverage processing, medical devices, aerospace, automotive, and precision manufacturing—all environments where both corrosion resistance and surface durability are critical operational requirements.
How does PVD coating compare to electroplating for stainless steel?
PVD produces harder, more durable coatings with superior adhesion and no hazardous chemical byproducts, while electroplating typically yields softer, thicker layers that may peel over time. For industrial components where longevity and environmental compliance matter, PVD is generally the superior choice.
Does PVD coating change the dimensions or tolerances of stainless steel parts?
PVD coatings are extremely thin—typically 1–5 microns—so dimensional impact falls within engineering tolerance for most precision applications. That said, coating thickness should be factored into design when sub-micron tolerances are critical.