Introduction
Engineers and procurement managers face a consequential decision when specifying surface coatings for industrial components: should they choose PVD sputtering or evaporation? While both are vacuum-based thin-film deposition methods, they produce meaningfully different outcomes across adhesion strength, material compatibility, throughput, and cost—differences that directly impact operational performance.
For industries like aerospace, petrochemical, oil & gas, and manufacturing, getting this wrong has real consequences. Premature coating failure drives unplanned downtime and inflated maintenance budgets—a drilling tool coated with the wrong PVD method may fail within weeks instead of months, costing thousands in replacements and lost production time.
Selecting the wrong method isn't just a technical misstep; it's an operational liability.
What follows breaks down both methods across the factors that matter most, so you can match the right process to your application.
TL;DR
- PVD sputtering and evaporation use different vaporization methods: plasma bombardment versus thermal energy
- Sputtering produces stronger adhesion and denser films, compatible with nearly any material — including high-melting-point metals and ceramics
- Evaporation offers faster deposition rates and lower operating costs, but suits only materials with lower melting points
- Your best choice hinges on substrate geometry, material type, production volume, and budget
- For extreme surface hardness demands on large industrial components, diffusion-based coatings may outperform both PVD options
PVD Sputtering vs. Evaporation: Quick Comparison
Both processes deposit thin films inside high-vacuum chambers, but they differ fundamentally in how atoms are generated, how they arrive at the substrate, and what that means for film quality. Here's how the key parameters stack up.
Deposition Mechanism
Sputtering uses high-energy argon ions to bombard a solid target, ejecting atoms without melting the source. Those atoms arrive at the substrate with kinetic energies ranging from 1.5 to tens of eV — roughly 10–100× higher than evaporated atoms (0.1 to 0.5 eV).
Evaporation takes the opposite approach: source material is heated resistively or by electron beam until it vaporizes and condenses on the substrate above.
Film Adhesion & Density
That higher kinetic energy in sputtering translates directly into stronger substrate bonding and denser films approaching bulk density. HiPIMS (High-Power Impulse Magnetron Sputtering) pushes film density another 5–15% above conventional sputtering.
Evaporated atoms arrive with much lower energy, producing comparatively weaker adhesion and more porous films without ion assistance.
Material Compatibility
Sputtering handles virtually any solid — metals, alloys, ceramics, oxides, nitrides, and refractories. Tungsten (3,410°C melting point) and molybdenum (2,617°C) are routinely processed.
Evaporation works best for metals with moderate melting points. Tungsten needs ~2,757°C just to reach a vapor pressure of 10⁻⁴ Torr, making thermal evaporation impractical and destructive to resistive boats.
Deposition Rate & Equipment Cost
Sputtering: Slower deposition rates; higher equipment and operating costs due to plasma systems, magnets, and cooling requirements.
Evaporation: Faster deposition rates for compatible materials—up to 100 Å/s for aluminum; simpler, lower-cost systems.
Coating Uniformity on Complex Geometries
Sputtering: Diffuse transport enables reasonable coverage of irregular surfaces; magnetron variants improve large-area uniformity.
Evaporation: Line-of-sight deposition limits coverage on recessed or complex 3D surfaces.
| Feature | Sputtering | Evaporation |
|---|---|---|
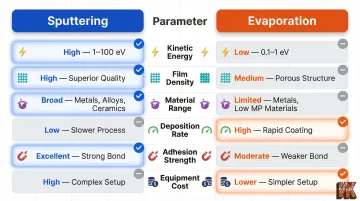
| Kinetic Energy | 1.5 to tens of eV | 0.1 to 0.5 eV |
| Film Density | High (approaches bulk) | Low to moderate (porous) |
| Material Range | All solids including refractories | Lower melting point materials |
| Deposition Rate | Low to moderate | Very high (up to 100 Å/s) |
| Adhesion Strength | Excellent | Moderate to poor |
| Equipment Cost | Higher | Lower |
What is PVD Sputtering?
PVD sputtering is a physical vapor deposition process in which energized argon ions generated in a plasma bombard a solid target material, ejecting atoms that travel across the vacuum chamber and deposit as a thin film on the substrate—no thermal melting of the source material involved.
Because sputtered atoms carry significantly higher kinetic energy than evaporated atoms, they bond more tightly to the substrate surface—producing films with higher adhesion strength, density, and hardness. These properties translate directly to coating durability and longer component lifespan.
Main Sputtering Variants
DC Sputtering: Uses direct current to sputter conductive metals. Cost-effective and highly scalable for standard industrial applications.
RF Sputtering: Uses radio frequency alternating current at 13.56 MHz to prevent charge buildup, enabling deposition of non-conductive ceramics and dielectrics.
Magnetron Sputtering: Employs magnetic fields to trap electrons, increasing plasma density for faster deposition rates and improved large-area uniformity.
Reactive Sputtering: Introduces nitrogen or oxygen gas to form hard nitride or oxide compound coatings like TiN or Al₂O₃.
HiPIMS (High-Power Impulse Magnetron Sputtering): Applies power in short, high-voltage pulses achieving metal ionization fractions exceeding 70% for copper and 90% for titanium, producing ultra-dense films with adhesion values roughly double those of standard magnetron sputtering.

Industrial Performance Benchmarks
Sputtering delivers exceptional mechanical properties critical for demanding applications. Standard DC magnetron sputtered TiN achieves critical adhesion loads (Lc2) averaging 26 N, while HiPIMS-deposited TiN can reach 58 N—more than double the adhesion strength.
Hardness data tells the same story. HiPIMS TiN reaches 29.8–31.2 GPa, while TiAlN coatings routinely exceed 40 GPa, classifying them as ultrahard materials suited for the most severe wear environments.
Use Cases of PVD Sputtering
Sputtering dominates applications where adhesion, film density, and compositional control are non-negotiable:
- Cutting tool coatings: TiN, TiAlN, and CrN coatings for drills, end mills, and inserts
- Aerospace components: Wear-resistant coatings on turbine blades and compressor parts
- Medical devices: Biocompatible coatings on surgical instruments and implants
- Semiconductor interconnects: Copper and aluminum thin films for integrated circuits
- Optical thin films: Anti-reflection and protective coatings on lenses and architectural glass
Sputtering is the right choice for complex substrate geometries, a broad range of coating materials, and applications where performance must meet ASTM, ASME, SAE, or API standards.
Key Limitations
Slower deposition rates compared to evaporation make sputtering less attractive for very thick coatings or ultra-high-volume runs on simple geometries. System complexity adds capital cost and requires technical expertise for operation and maintenance.
What is PVD Evaporation?
PVD evaporation is a physical vapor deposition method in which source material is heated inside a vacuum chamber—either by resistive heating (thermal evaporation) or a focused electron beam (e-beam evaporation)—until it transitions to vapor and condenses on the cooler substrate surface above it.
Evaporation remains widely used because its simpler mechanics and lower equipment costs make it practical for high-volume production of straightforward coatings: metallized plastics, optical anti-reflection layers on glass, and aluminum films on flexible packaging.
Key Evaporation Subtypes
Thermal (Resistive) Evaporation: The source material sits in a tungsten or molybdenum boat and is heated via electrical resistance until it vaporizes. Cost-effective and straightforward, but limited to materials with lower melting points.
Electron Beam (E-beam) Evaporation: A focused electron beam bombards the source material in a water-cooled copper hearth, reaching higher temperatures than resistive heating. This allows deposition of thicker metal layers — gold, silver, aluminum, and select oxides — and handles a broader material range.
The Refractory Metal Barrier
Thermal evaporation faces severe limitations with high-melting-point materials. Molybdenum requires approximately 2,600°C to achieve a practical vapor pressure of 10⁻² Torr, while tungsten needs around 2,757°C just to reach 10⁻⁴ Torr. Attempting to thermally evaporate these metals requires so much power that it destroys the resistive boats before deposition occurs, making e-beam evaporation or sputtering mandatory.
Thermally evaporating aluminum oxide requires temperatures around 2,100°C, which exceeds the limits of standard resistive heating and typically destroys tungsten boats.
| Material | Melting Point | Thermal Evaporation | E-Beam Evaporation |
|---|---|---|---|
| Aluminum | 660°C | Yes (requires special crucible) | Excellent |
| Gold | 1,064°C | Yes (alumina-coated boat) | Excellent |
| Silicon Dioxide | 1,610°C | Highly difficult | Excellent |
| Molybdenum | 2,617°C | Nearly impossible | Excellent |
| Tungsten | 3,410°C | Impossible | Good |

Use Cases of PVD Evaporation
Evaporation fits best in applications where throughput speed outweighs the need for maximum adhesion strength:
- Decorative metallic coatings: Chrome-look finishes on automotive trim and consumer products
- Optical coatings: Anti-reflection layers and mirrors using SiO₂ and TiO₂ dielectric stacks
- Packaging metallization: Aluminum layers 30 to 80 nm thick on PET films providing barriers to oxygen, moisture, and UV light for food and medical packaging
- Research and prototyping: Lower system cost enables faster experimentation
For industrial wear applications, evaporation's line-of-sight deposition and lower adhesion energy make it a poor fit for components facing high mechanical stress, corrosive environments, or abrasive wear — conditions that are routine in oil & gas, mining, and heavy manufacturing.
Sputtering vs. Evaporation: Which Method Is Right for Your Application?
The choice between sputtering and evaporation should be driven by five critical factors: required coating adhesion and density, target material melting point and composition, substrate geometry and size, target production volume and throughput speed, and total budget including capital equipment and operating costs.
Situational Recommendations
Choose sputtering when:
- Coating adhesion is critical for tooling, engine parts, medical devices, or structural aerospace components
- The material has a high melting point or is a ceramic/nitride
- The substrate has complex geometry requiring reasonable coverage from multiple angles
- Coating must meet strict engineering specifications (ASTM C1624 adhesion, ASTM E384 hardness)
- Component faces high mechanical stress, corrosive environments, or abrasive wear
Choose evaporation when:
- Throughput speed matters more than coating density
- Materials are thermally accessible (lower melting points)
- Application is lower-stress: decorative, optical, or packaging
- Substrates are flat or simple geometries with good line-of-sight access
- Budget constraints prioritize lower capital and operating costs
The Adhesion Trade-Off
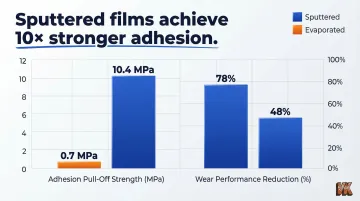
Research consistently demonstrates that sputtered films outperform evaporated films in adhesion on metallic substrates. In direct comparative pull-off tests, evaporated gold on glass failed at less than 0.7 MPa, while sputtered films achieved 7–10.4 MPa—more than 10 times stronger adhesion.
This adhesion difference has real-world consequences. In testing of high-pressure axial piston pumps, sputtered TiN coating reduced friction torque by 78% and decreased overall wear rate by 45–50%, extending component life well beyond uncoated or evaporated alternatives.
Cost vs. Performance Calculus
Evaporation may appear cheaper upfront, but if coating failure leads to premature component replacement, production downtime, or safety incidents—as is the case in petrochemical or oil drilling operations—the total cost of ownership often favors sputtering's more durable output.
Consider a pump impeller in a refinery facing abrasion, corrosion, and thermal cycling simultaneously. An evaporated coating may fail within months, requiring replacement and causing production interruptions. A sputtered coating, with its superior adhesion and density, may last years, eliminating multiple replacement cycles and their associated downtime costs.
Real-World Industrial Context
Gas turbine compressor blades suffer from severe solid particle erosion. Testing of magnetron-sputtered TiCr/TiCrN multilayer coatings (hardness approximately 26 GPa, adhesion Lc2 = 40 N) showed a 44% performance improvement over bare 17-4PH steel blades in standardized erosion tests, demonstrating the real-world advantage of sputtering for high-wear aerospace applications.
Similarly, in wood and composite drilling applications, PVD nanocomposite coatings like TiN/AlTiN deposited via magnetron sputtering demonstrated statistically significant wear resistance improvements over raw cemented carbide, measurably extending tool life in demanding production environments.
When PVD Reaches Its Limits
For the most extreme wear and corrosion demands—particularly on large industrial components—PVD methods may reach their limits. PVD coatings are thin films (typically 0.1 to 30 µm) deposited on the surface.
When applied to soft substrates under high point-loads, they can suffer from the "eggshell" effect: the substrate deforms and the hard coating cracks.
This is where intermetallic diffusion coatings (such as boronizing or aluminizing) deliver deeper protection. These processes form a bonded compound layer integrated into the base metal rather than a surface film, providing RC75+ hardness equivalency and may outperform PVD films for large components in extreme service conditions.
VaporKote provides diffusion coating services—including boronizing and aluminizing—for petrochemical, mining, aerospace, and oil drilling applications.
For components exceeding typical PVD chamber sizes or facing the most severe wear and corrosion conditions, contact VaporKote at (714) 632-8607 or sales@vaporkote.com to discuss whether diffusion coatings are the right fit.
Conclusion
Sputtering is the stronger choice when coating quality, adhesion, and material versatility must meet demanding engineering specifications. Evaporation works well when conditions are less severe and throughput takes priority. The right answer depends entirely on what the coated component will face in service.
For engineers in oil & gas, aerospace, manufacturing, or heavy industry, the downstream costs of coating failure—downtime, component replacement, safety incidents—almost always justify the higher investment in sputtering. For the most extreme environments, diffusion-based treatments like boronizing or aluminizing go further still, bonding protection directly into the substrate rather than layering it on top.
Knowing the physics, the material constraints, and the performance trade-offs for each method puts you in a position to specify the right coating the first time—before a failure makes the decision for you.
Frequently Asked Questions
Is PVD the same as sputtering?
No. Sputtering is one method within the broader PVD category, which also includes evaporation and other vacuum deposition techniques. PVD refers to the overall family of processes that physically transfer material in vapor form, while sputtering specifies the plasma-bombardment mechanism used to vaporize the source material.
What are the main types of PVD sputtering?
The primary types are DC sputtering (conductive metals), RF sputtering (ceramics and insulators), magnetron sputtering (enhanced plasma density for faster rates and large-area uniformity), and reactive sputtering (adds reactive gas to form compound films like TiN or SiO₂). HiPIMS is an advanced variant producing especially dense films.
Which PVD method produces better film adhesion—sputtering or evaporation?
Sputtering yields better adhesion because sputtered atoms arrive at the substrate with significantly higher kinetic energy, forming a stronger bond.
Is PVD evaporation cheaper than sputtering?
Evaporation systems generally have lower capital and operating costs, and higher deposition rates for compatible materials. That said, sputtering's superior coating durability can lower total cost of ownership by reducing component failures and unplanned downtime.
What materials can be deposited using PVD sputtering vs. evaporation?
Sputtering can deposit virtually any solid material including refractory metals, ceramics, and nitrides regardless of melting point. Evaporation works best for metals and compounds with lower melting points; high-melting-point materials like tungsten or ceramics are difficult or impossible to evaporate reliably.
Can PVD coatings replace diffusion coatings for heavy industrial components?
Not for the most demanding applications. Diffusion coatings like boronizing and aluminizing form an intermetallic compound layer integrated into the base metal itself, not just a surface film. For large components in extreme service conditions — oil drilling, petrochemical processing, heavy mining — that deeper structural protection is difficult for PVD to match.