Introduction
Steel corrosion costs U.S. industries over $276 billion annually — and petroleum refining alone accounts for $3.7 billion per year in direct corrosion costs. For plant managers and maintenance engineers in petrochemical processing, oil refining, heat exchanger manufacturing, and mining, that figure isn't abstract. It shows up as unplanned shutdowns, premature component replacement, and emergency repair labor.
Alumina coating has become a technically serious answer to this problem. It performs reliably under high temperatures, aggressive chemistries, and long service cycles — the exact conditions where many other coatings degrade, and where coating longevity directly affects operational budgets.
This article covers how alumina coating works on steel substrates, the three measurable advantages it delivers, what goes wrong without it, and how to ensure the coating actually performs as specified.
Key Takeaways
- Alumina (Al₂O₃) forms a chemically stable, dense barrier on steel that blocks oxygen, moisture, and corrosive species from reaching the substrate
- Diffusion-based aluminizing bonds aluminum metallurgically into the steel surface; unlike paint or galvanizing, it won't peel, blister, or undercut
- Aluminized steel shows oxidation mass gain roughly 38 times lower than bare steel at 700°C, based on published test data
- Properly applied, aluminized steel delivers fewer unplanned shutdowns, longer component life, and lower total maintenance spend
- Process quality and specification matching determine whether the protection holds — treating it as a commodity leads to early failure
What Is Alumina Coating on Steel?
Alumina coating refers to the intentional formation of aluminum oxide (Al₂O₃) on a steel surface. On industrial components, this is typically achieved through aluminizing — a diffusion-based process where aluminum is introduced at the steel surface, diffuses into the substrate, and then oxidizes to form a dense Al₂O₃ layer.
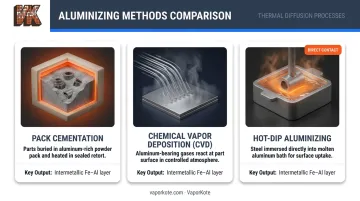
Application methods include:
- Pack cementation — steel parts are buried in aluminum-rich powder and heated, causing aluminum to diffuse into the surface
- Chemical vapor deposition (CVD) — aluminum-bearing gases react at the steel surface to deposit and diffuse aluminum, forming an intermetallic interface
- Hot-dip aluminizing — steel is immersed in molten aluminum, producing a coating with an intermetallic Fe-Al layer
Unlike a surface film applied on top of steel, the alumina coating is chemically integrated. Aluminum diffuses into the substrate and forms an intermetallic transition zone before the outer Al₂O₃ scale develops — which is why aluminized coatings resist spalling and delamination under thermal cycling far better than deposited films.
Alumina-coated steel appears wherever bare steel degrades too quickly to be economical. Common applications include:
- Furnace components and heat exchanger tubing
- Exhaust systems and reactor screens
- Chemical processing vessels
- Buried pipelines exposed to soil salts and moisture
In each case, the coating serves the same purpose: chemically isolating the steel from oxygen, moisture, sulfur compounds, and salts before they initiate corrosion.
Key Advantages of Alumina Coating for Steel Corrosion Protection
Advantage 1: A Dense, Self-Regenerating Oxidation Barrier
The primary protection mechanism is simple in concept: alumina forms a continuous, pore-free oxide scale at the steel surface that prevents oxidizing species from reaching the steel underneath.
When steel is aluminized, aluminum diffuses into the surface and reacts with oxygen to form Al₂O₃. This oxide is thermodynamically stable — it doesn't readily react further under most industrial conditions, so the barrier is self-sustaining rather than sacrificial.
Why this outperforms alternatives:
- Paint and galvanizing rely on physical barrier thickness. Alumina coating is chemically bonded through an intermetallic transition zone — scratching the surface doesn't trigger undercutting or delamination
- The oxide layer re-forms if superficially damaged in oxidizing conditions, giving it a degree of self-regeneration that mechanical coatings lack
- Components maintain dimensional stability longer, which matters for pressure-bearing equipment where wall thickness loss has structural consequences
Research on hot-dip aluminized AISI 1020 steel at 700°C showed a mass gain of 0.388 mg/cm² after 49 hours, versus 14.69 mg/cm² for uncoated steel — roughly 38 times less oxidation mass gain.
When this protection matters most:
- Coastal or marine environments with salt exposure
- Chemical processing streams containing acids, alkalis, or sulfur compounds
- Buried or immersed components where sustained moisture contact is unavoidable
- Any application where coating delamination would be functionally unacceptable
KPIs affected: Corrosion rate (reduced), wall thickness loss (minimized), inspection frequency (reduced), unplanned maintenance events (decreased)
Advantage 2: High-Temperature Corrosion and Oxidation Resistance
Most protective coatings fail at elevated temperatures before corrosion chemistry even becomes relevant. Zinc-based coatings oxidize and lose protective function well below the temperatures common in furnace components, heat exchanger tubing, and petrochemical reactors. Organic coatings are non-starters above 200–300°C.
Alumina coating is different. The Al₂O₃ layer formed during diffusion aluminizing remains stable at temperatures where most alternatives have already failed.
The data on high-temperature performance:
ORNL research on CVD iron-aluminide coatings on Fe-9Cr-1Mo and 304L stainless steel confirmed that coated specimens survived 1,000 one-hour thermal cycles at 700°C and 500 cycles at 800°C in air containing 10% water vapor — conditions where uncoated alloys were severely attacked.
Pack-aluminized austenitic stainless steel tested at 750°C showed a parabolic oxidation-rate constant three orders of magnitude lower than the unaluminized base material.
The practical cost implication:
In heat-intensive industrial service — furnace components, muffler systems, petrochemical reactor internals — the alternative to alumina-coated carbon or low-alloy steel is often high-alloy stainless steel. Alumina-coated lower-grade steel delivers comparable oxidation resistance at substantially lower material cost. Across a facility's worth of heat exchanger tubing or furnace fittings, the difference in material cost is significant — not marginal.
Temperature limits to understand: The strongest verified data support stable alumina performance through 700–800°C. At 900°C, research on hot-dip aluminized P91 steel showed the protective scale shifting from pure alpha-Al₂O₃ to a mixed alpha-Al₂O₃/Fe₂O₃ system. For applications approaching 900°C, alloy-specific and process-specific qualification is advisable.
KPIs affected: Operating temperature ceiling (raised), material cost per component (reduced), thermal cycle endurance (improved), oxidation failure frequency (lowered)
Advantage 3: Extended Equipment Life and Reduced Total Maintenance Cost
Corrosion protection compounds over time. A component that resists oxidation and pitting through its first five years of service retains its dimensions, wall thickness, and fit tolerances — which means it doesn't get pulled for replacement or cause an unplanned shutdown at year three.
The business case starts with the scale of the problem. NACE International's IMPACT study placed the global cost of corrosion at $2.5 trillion annually — 3.4% of global GDP. In petroleum refining specifically, direct corrosion costs exceed $3.7 billion per year in the U.S. alone.
What proactive coating investment actually delivers:
According to DOE/FEMP maintenance benchmarks, reactive maintenance programs cost organizations approximately $18 per horsepower per year, compared to $13/hp/year for preventive maintenance. Shifting from reactive to preventive maintenance yields 12–18% cost savings. Alumina coating is one of the mechanisms that makes that shift possible — it extends the interval between interventions and reduces the frequency of unplanned failures that force reactive spending.
VaporKote has provided CVD-based aluminizing services to petrochemical, heat exchanger, and oil refining clients since 1987. Its diffusion coatings save clients hundreds of thousands of dollars per year through extended component life and reduced downtime — backed by metallurgical analysis and certification of processed parts.
Where this matters most:
- Continuous-operation facilities where a single unplanned shutdown triggers compounding costs: lost production, emergency labor, and expedited parts
- Remote or difficult-to-access installations where maintenance interventions themselves are expensive
- Regulated service environments — pressure vessels under API 510, piping under API 570 — where corrosion-related failures trigger mandatory inspections, operational holds, or liability exposure
KPIs affected: Mean time between maintenance (increased), component replacement frequency (reduced), production uptime (improved), total cost of ownership (lowered)
What Happens When Steel Goes Uncoated or Improperly Coated
The failure sequence follows a predictable pattern: surface oxidation → pitting → wall thinning → structural failure, pressure loss, or fluid contamination. Each stage accelerates the next and narrows the window for planned intervention.
Specific operational risks from inadequate coating:
- Localized pitting makes failure timing unpredictable — damage concentrates in isolated spots before average wall thickness loss triggers an inspection flag, making proactive scheduling nearly impossible.
- Reactive maintenance runs roughly 38% more expensive per horsepower than preventive programs (DOE/FEMP data). Emergency shutdowns stack expedited parts, unscheduled labor, and production losses on top of direct repair costs.
- In API 510 pressure vessel service or API 570 piping systems, corrosion-driven failures trigger mandatory inspections, operational holds, and liability exposure — costs that typically dwarf the original coating investment.

Beyond uncoated steel, improperly applied coatings introduce a distinct risk that's often worse: crevice corrosion. A surface coating with inadequate adhesion or without diffusion bonding can trap moisture beneath the coating layer, creating an occluded environment where corrosion accelerates in isolation — hidden from surface inspection until failure.
This is the practical difference between diffusion-bonded aluminizing and surface-applied coatings. A coating that isn't metallurgically integrated with the substrate doesn't just fail to protect — it creates a concealed corrosion pathway that bare steel would not.
How to Get the Most Value from Alumina Coating on Steel
Alumina coating's protective performance is directly determined by how the coating is applied and whether it's specified correctly for the operating environment.
Process matters more than most buyers realize:
Diffusion-based aluminizing — pack cementation or CVD — produces a fundamentally different result than surface-applied aluminum coatings. Aluminum diffuses into the steel substrate and forms a metallurgically continuous intermetallic interface. That structural bond is what determines whether the coating survives mechanical stress, thermal cycling, and chemical attack without delaminating.
ASTM B875 (Standard Specification for Aluminum Diffusion Coating Applied by Pack Cementation Process) defines the quality standard for diffusion-applied aluminum coatings on carbon steel, low-alloy steel, and stainless steels. Process compliance to this standard — and to ASTM A463/A463M for hot-dip aluminized sheet — gives procurement teams a verifiable quality baseline.
What proper specification and verification looks like:
- Confirm the application process produces a bonded intermetallic layer, not just a surface deposit
- Require coating thickness documentation and microstructural verification of the intermetallic zone
- Match coating specification to the actual service environment: temperature range, chemical exposure, mechanical loading, and cycling conditions
- Establish inspection intervals appropriate to the operating severity — not a default schedule carried over from a less demanding application

VaporKote's CVD aluminizing process adheres to ASTM, ASME, SAE, and API engineering codes and includes metallurgical analysis and certification of processed parts. For industrial components where coating longevity determines maintenance intervals and unplanned downtime, that certification turns a coating decision into a documented, defensible engineering specification.
Conclusion
Alumina coating on steel works because it bonds metallurgically, not mechanically. The resulting Al₂O₃ barrier resists oxidation at 700–800°C, holds up under mechanical stress without delaminating, and stays chemically inert across most industrial process environments. Paint and galvanizing can't deliver that combination — they protect the surface; aluminizing becomes part of it.
That distinction matters when you're managing cost and risk in continuous-operation environments. Facilities that specify aluminizing correctly protect their equipment, extend maintenance intervals, and avoid the far larger costs that come with corrosion-driven failures in regulated processes.
Treat alumina coating as an engineered specification, not a commodity service. To get full-service-life protection:
- Match the aluminizing process to the substrate and service conditions
- Verify intermetallic layer formation, not just surface appearance
- Establish inspection intervals appropriate to the operating environment
VaporKote has provided aluminizing services since 1987, adhering to ASTM, ASME, SAE, and API standards — with metallurgical analysis and certification included for each coating application.
Frequently Asked Questions
What is alumina coating?
Alumina coating refers to a layer of aluminum oxide (Al₂O₃) formed on a metal surface. On steel, this is typically produced through aluminizing processes where aluminum diffuses into the substrate and oxidizes to form a dense, chemically stable protective barrier against corrosion and oxidation.
Can steel be coated with aluminum?
Yes. Steel can be aluminized through hot-dip aluminizing, pack cementation, or chemical vapor deposition. Aluminum diffuses into the steel surface, and the resulting aluminum-iron intermetallic layer oxidizes to form a corrosion-resistant alumina barrier.
Is aluminized steel rustproof?
Aluminized steel is highly corrosion resistant but not completely rustproof. The alumina layer protects effectively under normal service conditions, but if the coating is physically breached and bare steel is exposed, localized oxidation can occur at the damaged site.
Does alumina corrode?
Alumina (Al₂O₃) itself does not corrode under most industrial conditions. It is thermodynamically stable and chemically inert to most oxidizing environments, making it a reliable long-term barrier on steel.
How long does alumina coating last on steel?
Service life depends on coating thickness, application method, and operating environment. Diffusion-bonded coatings from industrial aluminizing processes can last decades, provided the coating is not mechanically breached.
How does alumina coating compare to galvanizing for corrosion protection?
Galvanizing offers sacrificial cathodic protection up to roughly 200°C (per American Galvanizers Association guidelines), while alumina coating holds its integrity at 700–800°C. For furnace components, heat exchangers, and petrochemical service, alumina is the correct choice — zinc would oxidize and fail at those temperatures.