Introduction
Most equipment failures don't originate deep inside a component — they start at the surface. Heat, oxidation, sulfidation, and carbon ingress attack the outer layers first, and once that surface degrades, failure follows quickly. For engineers and maintenance managers in heavy industry, that means unplanned shutdowns that can idle an entire production line for days — or longer.
Aluminizing addresses this problem by changing the metal's surface chemistry. Unlike paints or spray coatings that sit on top of a substrate, aluminizing drives aluminum into the metal itself — forming a hardened, oxidation-resistant intermetallic zone that's metallurgically integrated with the base material.
This article covers what aluminizing is, how the main process types work, the key performance advantages it delivers, and where it makes the most sense across industrial applications.
Key Takeaways
- Aluminizing is a thermo-chemical diffusion process where aluminum bonds into the metal surface rather than sitting on top of it
- Main methods include pack aluminizing, vapor phase aluminizing (VPA), and CVD — each with distinct tradeoffs for precision and throughput
- The Al₂O₃ barrier that forms provides oxidation resistance at temperatures exceeding 1000°C on superalloy substrates
- Aluminizing resists sulfidation, carburization, hot corrosion, and oxidation — critical for petrochemical, refining, and furnace applications
- CVD-based aluminizing allows coating chemistry to be customized for specific substrates and service environments
What Is Aluminizing and How Does It Work?
Aluminizing — sometimes called calorizing — is a thermo-chemical diffusion treatment. Aluminum is introduced into the surface layer of a base metal, where it reacts to form intermetallic compounds that become part of the substrate. Unlike paints or electroplated layers, which sit on top of the surface, the resulting layer is metallurgically bonded — it can't peel, flake, or delaminate under thermal cycling.
The process typically occurs between 800–1000°C, though ASM International's high-temperature coatings data documents a broader range of 650–1150°C for superalloy applications depending on the method and desired phase. At these temperatures, aluminum atoms diffuse into the metal lattice, creating a hardened, oxidation-resistant surface zone that's metallurgically bonded to the part.
That diffusion bond also means the process works across a wide range of base metals. ASTM B875 — the standard specification for aluminum diffusion coatings — classifies them into three groups:
What Substrates Can Be Aluminized?
- Class I: Carbon and low-alloy steels
- Class II: Stainless steels
- Class III: Nickel-based alloys
Beyond these, cobalt-based superalloys and heat-resistant casting alloys (such as AISI HP) are also commonly aluminized in industrial practice. In practice, that covers components ranging from process piping and furnace tubes to turbine blades — wherever sustained heat and oxidation are the primary failure modes.
Types of Aluminizing Processes
Pack Aluminizing
The workpiece is buried in a powder mixture containing an aluminum source, an inert filler (typically aluminum oxide), and a halide activator. When heated, the activator generates aluminum-bearing vapor that deposits onto and diffuses into the part surface.
Pack cementation is cost-effective and handles complex shapes well, making it practical for batch processing. Tradeoffs include potential surface contamination from powder contact and the need for post-process cleaning. Coating thickness typically ranges from 50–200 microns for pack aluminized components.
Vapor Phase Aluminizing (VPA)
VPA is an evolution of pack aluminizing where the workpiece is suspended above — not buried in — the donor material. Aluminum-bearing vapors travel to the surface without direct powder contact, producing a cleaner, more uniform result with fewer surface defects.
Bodycote's VPA process notes that this method can coat internal passages, producing additive layers approximately 0.001–0.003 inches thick. This makes VPA particularly well-suited for turbine blades, tubes, and other components where contamination-free deposition inside complex geometries is critical.
Chemical Vapor Deposition (CVD)
CVD offers the most precise control of any aluminizing method. Aluminum-containing gases are introduced into a reaction chamber at defined temperatures and flow rates, enabling precise control over coating thickness, composition, and uniformity across both exterior surfaces and internal channels.
CVD aluminide coatings typically fall in the 15–40 micron range and produce phase structures directly (for example, beta-NiAl on nickel substrates), bypassing the transient brittle phases sometimes observed in pack processing.
VaporKote uses a CVD-based diffusion coating process, formulating powder mixes on-site to tailor each coating to the specific substrate and operating requirement. Their furnaces accommodate large components up to 68 inches in diameter, making industrial-scale processing practical. The company also performs metallurgical analysis and certifies the diffusion coatings of processed parts, meeting the documentation requirements of ASTM, ASME, SAE, and API standards.
Hot-Dip and Spray Methods
Hot-dip aluminizing (immersion in a molten aluminum bath) and spray metallizing offer higher throughput at lower cost. Hot-dip processes form brittle Fe₂Al₅ and FeAl₃ intermetallic layers at the interface that can crack or peel during forming or machining. Manufacturer data for Type 1 hot-dip aluminized steel claims heat resistance up to approximately 677°C — well below what diffusion aluminide coatings achieve on superalloy substrates.
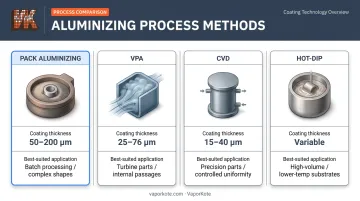
| Process | Typical Thickness | Best Suited For |
|---|---|---|
| Pack aluminizing | 50–200 µm | Batch processing, complex shapes |
| VPA | ~25–76 µm | Turbine parts, internal passages |
| CVD | 15–40 µm | Precision components, controlled uniformity |
| Hot-dip | Variable | High-volume, lower-temp applications |
Key Advantages of Aluminizing Coatings
Oxidation and Heat Resistance
When aluminum at the surface oxidizes, it forms a dense alpha-Al₂O₃ layer that acts as a diffusion barrier, slowing further oxidation dramatically. Critically, this oxide is self-healing: if the surface is damaged, fresh aluminum from the coating migrates to the exposed area and re-forms the protective layer.
Research on cobalt-based superalloy AMS 5608 shows parabolic oxidation behavior at 900°C, 1000°C, and 1100°C, with stable alpha-Al₂O₃ forming at 1000°C and above. Separately, reactive air aluminizing on IN738LC produced coatings with oxidation rates approximately 100 times lower than coatings deposited at lower temperatures. For comparison, the American Galvanizers Association puts the maximum continuous service temperature for hot-dip galvanized steel at just 200°C.
Corrosion and Sulfidation Resistance
Petrochemical and refining environments are particularly aggressive. Hydrogen sulfide, sulfur compounds, and mixed H₂S-air atmospheres attack bare metal rapidly, making material selection critical in these services.
A 2021 peer-reviewed study tested aluminized carbon steel and aluminized 316L stainless steel in 1 vol.% H₂S-air at 500°C for 504 hours. Both showed minimal mass changes and no delamination, outperforming uncoated references at coating thicknesses of approximately 200–225 microns.
This makes aluminized components a practical choice for:
- Process piping and heat exchangers in refining service
- Gas desulfurization equipment and sulfur recovery units
- Downhole and wellhead components exposed to H₂S
Carburization Resistance
Carbon ingress is a serious failure mechanism in steam crackers, reformers, and pyrolysis furnaces. AISI HP heat-resistant alloy tubing can fail by deep carburization, volume expansion, and fracture at 850–1050°C.
Aluminizing forms an aluminum-rich intermetallic surface layer that acts as a stable barrier to carbon ingress, extending tube service life before carburization-induced embrittlement becomes critical.
Surface Hardness
Diffusion aluminizing produces hardened intermetallic surface layers with measurably higher hardness than the base substrate. A comprehensive review of aluminide coatings reports hardness gains that are striking in scale:
| Substrate | Process | Coating Hardness | Base Hardness |
|---|---|---|---|
| Inconel 939 | CVD aluminide | 954 ± 96 HV | 440 ± 32 HV |
| Inconel 625 | Pack aluminizing | >1300 HV | ~225 HV |
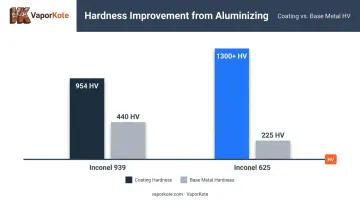
This hardness improvement enhances wear resistance without compromising the toughness of the underlying base metal — a combination that matters for components facing both mechanical stress and surface attack simultaneously.
Extended Service Life
The performance advantages above combine to address the failure modes that drive unplanned shutdowns: oxidation-induced degradation, sulfidation attack, carburization embrittlement, and surface wear. VaporKote's aluminizing services are built around these mechanisms — extending component life in the exact environments where uncoated parts fail fastest, and reducing the maintenance frequency that drives operational cost.
Industries and Applications
Aluminizing delivers measurable value wherever high temperatures, aggressive chemistry, or abrasive conditions threaten surface integrity.
Primary industries and the specific hazards aluminizing addresses:
- Oil and gas / refining — H₂S corrosion, sulfidation in process piping and heat exchangers
- Petrochemical processing — carburization and metal dusting in pyrolysis tubing and radiant coils
- Aerospace / gas turbines — oxidation and hot corrosion on turbine blades, vanes, and internal cooling passages
- Industrial furnaces — carburization, oxidation, and thermal cycling on furnace tubes and burner components
- Heat exchanger manufacturing — high-temperature corrosion in shell-and-tube and process heat exchangers
- Mining and agriculture — corrosion protection for equipment exposed to moisture, soil chemistry, and abrasive media
The coating applies across a wide range of component geometries — from large-diameter tubing to precision turbine hardware:
Common component types that are aluminized:
- Furnace tubes and radiant coils
- Heat exchanger tubing
- Turbine blades and vanes
- Catalyst trays and reactor screens
- Fasteners (for anti-galling properties)
- Wire cloth for high-temperature service
Aluminizing works on new components and as a refurbishment treatment. For high-value parts where replacement costs run into the tens of thousands, extending service life through recoating is often the more practical choice. VaporKote has applied aluminizing coatings across these industries for over 37 years, working to ASTM, ASME, SAE, and API engineering codes throughout.
Aluminizing vs. Other Protective Coatings
Aluminizing vs. Galvanizing
Zinc coatings provide cathodic protection at ambient temperatures, but degrade rapidly under heat. The American Galvanizers Association sets the maximum continuous service temperature for hot-dip galvanized steel at 200°C. Aluminide coatings have been tested at 900–1100°C. For any application involving elevated temperatures, galvanizing is not a viable alternative.
Aluminizing vs. Thermal Spray Coatings (HVOF, Flame Spray)
Thermal spray coatings bond to the substrate surface through mechanical interlocking rather than metallurgical diffusion. Under thermal cycling or mechanical stress, this creates delamination risk. Aluminizing's diffusion-bonded intermetallic layer eliminates that failure mode entirely — the coating becomes part of the substrate, not a layer applied on top of it.
The Real Cost Comparison
Aluminizing requires more controlled processing than a spray coating or a hot-dip bath. The relevant comparison, though, isn't application cost — it's lifecycle cost. Longer service intervals, fewer replacement cycles, and avoided unplanned shutdowns typically make aluminizing the more economical choice over a full operating period.
A quick summary of how aluminizing stacks up:
| Comparison Point | Alternative Coating | Aluminizing Advantage |
|---|---|---|
| Max service temp | Galvanizing: ~200°C | Tested at 900–1100°C |
| Bond type | Thermal spray: mechanical interlock | Metallurgical diffusion bond |
| Delamination risk | Present under thermal cycling | Eliminated by design |
| Lifecycle cost | Higher replacement frequency | Longer intervals, fewer shutdowns |
Frequently Asked Questions
How do you aluminize steel?
The process heats steel in the presence of aluminum-bearing compounds — via pack cementation, vapor phase, or CVD — so aluminum diffuses into the surface and forms a protective intermetallic layer. Processing typically occurs between 800–1000°C, with temperature and duration determined by the substrate and target coating characteristics.
How long does it take aluminum to oxidize?
Aluminum forms a thin native oxide layer (approximately 4–5 nm thick) almost immediately upon exposure to air. In aluminizing, this rapid oxide formation is actually the mechanism that makes the coating work — the Al₂O₃ layer that develops on the coating surface acts as a durable, self-renewing barrier against further oxidation and high-temperature attack.
What materials can be aluminized besides steel?
Nickel-based and cobalt-based superalloys are the most common non-steel candidates, particularly for aerospace and gas turbine applications. Stainless steel grades used in high-temperature process equipment also qualify. ASTM B875 covers all three substrate categories: carbon steels, stainless steels, and nickel-based alloys.
What temperatures can aluminized coatings withstand?
Aluminide coatings on nickel- and cobalt-based superalloys protect reliably up to 1000–1100°C in oxidation service. Service limits vary by substrate and process method; aluminized steel components operate at lower maximum temperatures than coated superalloys.
How thick is an aluminized coating?
Thickness varies by process: CVD aluminide coatings are typically 15–40 microns, pack cementation produces 50–200 microns, and VPA additive layers are roughly 25–76 microns. The diffusion zone becomes part of the base metal rather than sitting on top as a separate layer.
What is the difference between aluminizing and galvanizing?
Galvanizing applies a zinc coating for corrosion protection at ambient and near-ambient temperatures. Aluminizing diffuses aluminum into the metal surface for protection in high-temperature and chemically aggressive environments — typically above 500°C where zinc coatings break down. The two processes serve fundamentally different operating conditions and are not interchangeable.