Introduction
Most engineers working in high-temperature environments have heard of aluminizing. Far fewer can explain exactly how it works — or why selecting the wrong technique for a given component can produce results nearly as bad as no coating at all.
Aluminizing is a thermochemical diffusion process where aluminum is introduced into the surface of a metal substrate at elevated temperatures, forming a protective intermetallic aluminide layer through solid-state diffusion. That distinction — diffusion, not deposition — matters enormously in practice.
This guide is written for engineers, procurement managers, and maintenance teams in petrochemical, aerospace, oil and gas, and heavy manufacturing. If you're specifying aluminizing for furnace tubes, heat exchanger tubing, or turbine components, you need a clear understanding of how the process works, what differentiates the main techniques, and where real limitations exist.
Key Takeaways
- Unlike paint or plating, aluminizing creates a metallurgically bonded intermetallic layer that cannot peel or delaminate
- Pack cementation, vapor phase aluminizing (VPA), and CVD each produce different microstructures suited to different part geometries
- Above 500°C, aluminized surfaces form an alumina scale that self-repairs against oxidation, sulfidation, and carburization
- Final coating quality depends on substrate chemistry, temperature, activator selection, and post-treatment
What Is Aluminizing?
Aluminizing is a surface treatment where aluminum atoms diffuse into a metal substrate at high temperature, reacting with the base metal to form an intermetallic compound. On steel, that means iron aluminide phases such as FeAl₃, FeAl₂, and Fe₂Al₅. On nickel superalloys, the primary phases are Ni₂Al₃ and NiAl (beta-NiAl). These aren't coatings sitting on top of the metal — they're new compounds formed within the substrate microstructure.
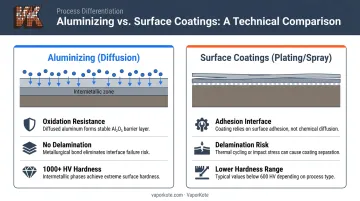
Unlike electroplating, thermal spray, or paint-based aluminum coatings — which deposit material on the surface — aluminizing creates a metallurgical bond through diffusion, producing a layer that:
- Resists oxidation at temperatures exceeding 500°C by forming a stable Al₂O₃ surface scale
- Withstands attack from sulfur compounds, chlorides, and combustion gases
- Cannot delaminate because it is structurally part of the substrate, not adhered to it
- Improves resistance to carburization and metal dusting in petrochemical environments
The hardness of iron aluminide diffusion coatings reflects this intermetallic character. Research on iron aluminide diffusion coatings reported hardness values exceeding 1000 HV — far harder than the base steel, and the result of the intermetallic phase structure, not a surface treatment.
Because aluminizing permanently alters the surface microstructure, it affects local dimensions and hardness profiles. Design tolerances need to account for this before specifying the process.
Aluminizing Techniques: Pack Cementation, Vapor Phase, and CVD
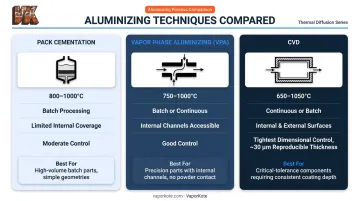
The three main commercial aluminizing techniques differ in how aluminum is delivered to the part, what geometries they handle well, and how precisely the process can be controlled.
Pack Cementation
Pack cementation — sometimes called pack aluminizing — embeds the component directly in a powder mixture containing an aluminum or aluminum alloy source, an inert filler (typically alumina), and a halide salt activator.
When the furnace reaches 800–1000°C over 6–10 hours, the activator generates aluminum halide vapor. That vapor contacts the substrate surface, deposits aluminum, and drives diffusion inward.
Advantages:
- Relatively simple equipment setup
- Cost-effective for batch processing
- Handles complex external geometries well
Limitations:
- Direct powder contact can introduce surface contamination
- Internal surfaces of hollow parts are difficult to coat uniformly
- Residual powder can block fine holes or channels
Pack cementation is covered by ASTM B875, which classifies aluminum diffusion coatings by substrate: Class I for carbon and low-alloy steels, Class II for stainless steels, and Class III for nickel-based alloys.
Vapor Phase Aluminizing (VPA)
VPA separates the component from direct powder contact. The aluminum donor material generates halide gas externally, which then flows over the suspended part. Aluminum deposits and diffuses without the substrate ever touching the powder pack.
This makes VPA better suited for:
- Precision components where surface contamination is unacceptable
- Internal cooling channels in turbine blades and vanes, where uniform vapor delivery replaces the need for pressure pulsing
- Complex shapes where uniform coverage matters more than throughput
The activator chemistry in VPA directly controls phase composition and coating uniformity. Activators including NH₄Cl, NaF, KHF, and AlF₃ each produce different aluminum activity levels, which in turn control phase composition and coating uniformity.
Chemical Vapor Deposition (CVD)
CVD is the most controlled of the three techniques. Aluminum-bearing gases are introduced into a sealed reaction chamber, and deposition rates are managed through precise temperature and gas flow parameters. This allows coating of both internal and external surfaces, tight dimensional control, and highly reproducible thickness.
Key advantages over pack and vapor phase methods include:
- Coats both internal and external surfaces in a single cycle
- Delivers tighter dimensional control for tolerance-critical parts
- Produces highly reproducible coating thickness across batches
One published study comparing deposition techniques found that low-activity CVD coatings achieved approximately 30 micrometers with improved purity and repeatability, versus out-of-pack methods that produced layers up to 123.5 micrometers — a meaningful gap when dimensional tolerance is critical.
For shops selecting a CVD provider, process control and mix formulation matter considerably. VaporKote's aluminizing process uses chemical vapor deposition to form an intermetallic compound directly at the surface of the base metal. On-site powder mix formulation allows coatings to be tuned to the specific base metal and operating environment — which matters when alloys that look similar on paper respond very differently to identical process conditions.
Why Industries Rely on Aluminizing
The core value proposition is straightforward: above 500°C, most unprotected steels and alloys oxidize rapidly. Sulfidation and carburization accelerate wall thinning. Equipment fails ahead of schedule.
Aluminized surfaces form a dense Al₂O₃ scale when exposed to high temperatures. This alumina layer is thermodynamically stable, slow-growing, and self-repairing — when the surface is scratched or abraded, aluminum in the coating migrates to the exposed area and re-oxidizes. That self-regenerating mechanism is why aluminizing performs reliably in sustained high-temperature service.
Industrial Applications by Sector
| Industry | Typical Applications |
|---|---|
| Aerospace | Turbine blades, combustion liners, exhaust ducts |
| Petrochemical / Oil Refining | Furnace tubes, radiant coils, reactor internals, wire cloth, reactor screens |
| Power Generation | Boiler tubes, heat exchangers |
| Heat Exchanger Manufacturing | High-temperature tubing, shell-and-tube exchanger components |
NASA testing found that a nickel-aluminide coating on IN 100 superalloy remained intact after 300 hours of cyclic furnace exposure at 1093°C with a total weight gain of just 0.5 mg/cm². For steam cracking furnaces specifically, research on gas-phase aluminide coatings reported anti-coking ratios of 63–80% compared to uncoated steel — a meaningful run-length extension for ethylene cracking operations.
VaporKote has worked across these sectors for over 37 years, including petrochemical refining, aerospace, oil production, pulp and paper, and heat exchanger manufacturing. Documented applications include aluminized heat exchanger tubing, fasteners for anti-galling in high-temperature assemblies, and wire cloth and reactor screen aluminizing for extended service life.
In these environments, unprotected components don't signal when they're about to fail. Aluminizing addresses that directly: by slowing oxidation and sulfidation at the surface, it gives maintenance teams a reliable, predictable service interval instead of reactive emergency replacements.
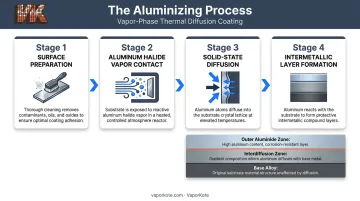
How the Aluminizing Process Works Step by Step
Surface Preparation
The substrate must be completely free of oxides, scale, oils, and surface contamination before aluminizing begins. Any residual material on the surface will inhibit aluminum diffusion and compromise the coating's adhesion to the substrate. Typical preparation includes degreasing, acid pickling, and abrasive cleaning, with the specific method determined by the base metal and its condition.
Diffusion coatings depend on direct chemical contact between aluminum-bearing vapor and clean metal. Skipping or rushing this step leads to:
- Voids in the diffusion zone
- Uneven aluminum penetration across the surface
- Localized coating failures under thermal or mechanical stress
Aluminum Deposition and Diffusion
At temperatures of 800–1000°C, aluminum halide vapor contacts the prepared substrate surface. The deposition and diffusion occur in tandem:
- Surface reaction: Aluminum deposits at the metal surface through a chemical vapor reaction
- Solid-state diffusion: Aluminum atoms migrate inward, driven by the concentration gradient between the aluminum-rich surface and the aluminum-free base metal beneath
The result is a multi-layered structure: an aluminum-rich outer aluminide zone, an interdiffusion transition zone, and the unaffected base alloy below. The relative thickness and phase composition of each layer depend on whether the process is high-activity (favoring inward aluminum diffusion, Al-rich phases) or low-activity (favoring outward nickel diffusion, beta-NiAl formation in nickel superalloys).
Post-Treatment and Diffusion Anneal
After deposition, a diffusion anneal (a secondary heat treatment) redistributes aluminum more evenly through the coating layer, reduces brittleness in the outer aluminide zone, and improves adhesion. The final coating thickness, phase composition, and hardness profile are largely set by this step.
Quality verification follows as a separate stage. This includes metallurgical cross-section examination, microindentation hardness testing per ASTM E384, and thickness measurement per ASTM C664. VaporKote performs metallurgical analysis and certifies diffusion coatings of processed parts in adherence to ASTM, ASME, SAE, and API engineering codes and practices.
Key Factors That Affect Aluminizing Quality
Getting the right coating requires controlling several interrelated variables. Miss one, and the resulting aluminide layer may be too thin, brittle, uneven, or incompatible with the base alloy.
Base metal composition: Carbon steel, low-alloy steel, austenitic stainless, and nickel superalloys each form different aluminide phases — which is why ASTM B875 separates diffusion coatings into distinct classes by substrate. Higher-nickel superalloys consistently produce thicker coatings under identical vapor-phase conditions.
Temperature and time: Pack aluminizing typically runs at 800–1000°C for 6–10 hours. Higher temperatures build thicker coatings but risk grain growth, carbide precipitation, and dimensional distortion. Lower-temperature high-activity routes (700–950°C) exist for sensitive alloys.
Activator chemistry and aluminum activity: The halide activator type and concentration control how aggressively aluminum reaches the surface. Engineers routinely underspecify this variable — the result is uneven coverage, excessive surface attack, or insufficient diffusion depth.
Post-treatment and quality verification: A diffusion anneal is frequently needed to optimize microstructure; skipping it leaves an outer aluminide zone prone to cracking under thermal cycling. For critical applications, cross-section examination and hardness testing before returning parts to service are required, not optional.
Common Misconceptions About Aluminizing
"Aluminizing is a coating that can peel off" — this one comes up often, and it's wrong. The aluminide layer is a diffusion zone metallurgically integrated into the substrate. There is no interface to delaminate. This is why aluminized components outperform spray coatings or electroplated surfaces in sustained high-temperature service. It also means the process permanently alters the surface microstructure, which must be factored into dimensional tolerances.
"All aluminizing processes give equivalent results" is a costly assumption. Pack cementation, VPA, and CVD produce meaningfully different coating microstructures, thicknesses, and performance profiles. Technique selection depends on component geometry, required surface quality, and operating environment. Using pack cementation on a precision turbine component with fine internal channels is a common and expensive mismatch.
Hardness doesn't automatically mean better performance. Iron aluminide coatings can exceed 1000 HV, but nickel aluminide coatings have a brittle-to-ductile transition temperature (BDTT) that NASA places at roughly 550–750°C depending on aluminum content. Below that range, the coating behaves in a brittle manner. For components subject to thermal cycling or mechanical shock below that threshold, this is a real design consideration — not a footnote.
When Aluminizing May Not Be the Right Choice
Aluminizing is not universally appropriate. Consider alternatives when:
- Surface contact stress or abrasion is the primary wear mechanism. The intermetallic layer's brittleness can cause cracking under point or line contact loads. Boronizing, which achieves RC75+ surface hardness, is typically the better fit here.
- Operating temperatures stay consistently below 500°C. The oxidation mechanisms aluminizing targets are less active at lower temperatures, and other coatings may offer better cost-performance for that range.
- Dimensional tolerances cannot accommodate coating growth. Diffusion processes alter dimensions. Tight-tolerance parts require pre- and post-coat dimensional verification, and in some cases the growth is simply incompatible with the design. Consult a qualified coating specialist before specifying.
Frequently Asked Questions
What does aluminizing mean?
Aluminizing is a thermochemical diffusion process that introduces aluminum into the surface of a metal substrate at high temperature. The aluminum reacts with the base metal to form a hard, corrosion-resistant intermetallic aluminide layer that is metallurgically bonded — not merely adhered — to the substrate.
How do you aluminize steel?
Steel is aluminized by exposing it to aluminum-bearing vapor or powder at 800–1000°C using pack cementation, vapor phase aluminizing, or CVD. Aluminum diffuses into the steel surface and forms iron aluminide compounds. Surface cleanliness and controlled process conditions are essential to achieving a uniform, adherent coating.
How long until aluminum oxidizes?
Aluminum oxidizes almost instantly on exposure to air, forming a native oxide layer within seconds. In aluminizing applications, this is an advantage — the Al₂O₃ that forms at operating temperatures is dense, stable, and self-repairing, acting as a diffusion barrier against further attack.
What metals can be aluminized?
Carbon steel, low-alloy steel, stainless steel, and nickel- and cobalt-based superalloys are all commercially aluminized. The intermetallic phases formed and the process conditions required vary by base metal — ASTM B875 defines separate coating classes for each substrate category.
What is the difference between pack cementation and vapor phase aluminizing?
Pack cementation embeds the component directly in aluminum-bearing powder; VPA separates it from the donor material and coats via flowing aluminum halide gas. VPA avoids powder contact contamination, making it better suited for precision parts and internal surfaces.
What temperature is required for the aluminizing process?
Conventional aluminizing runs at 800–1000°C. Lower-temperature variants between 700–950°C exist for alloys sensitive to grain growth or distortion, though slower diffusion rates typically require modified activation chemistry to reach target coating depth.