Introduction
In high-temperature environments, metal components don't typically fail from sudden fracture. Oxidation and hot corrosion eat through unprotected surfaces gradually — quietly degrading turbine hardware, furnace tubes, heat exchangers, and process-industry piping until replacement becomes unavoidable. For engineers and procurement teams, that failure mode is both expensive and predictable.
Chemical vapor aluminizing (CVA) directly addresses this problem. It's a diffusion-based coating process that uses aluminum-containing vapor to form a protective intermetallic compound on the surface of metal components — permanently altering the near-surface chemistry rather than simply covering it.
This article covers how CVA works mechanically, what variables control coating quality, where the process is the right choice, and where simpler alternatives may serve better.
Key Takeaways
- CVA uses aluminum halide vapors to grow an intermetallic aluminide layer (such as β-NiAl) that protects components by forming a stable alumina scale at high temperatures
- The process runs in three stages: vapor generation from an aluminum source, transport to the component surface, and solid-state diffusion into the substrate
- Temperature, process duration, aluminum source activity, and substrate alloy chemistry each directly control coating phase and performance
- CVA outperforms pack cementation on complex geometries: the component never contacts the donor material, which preserves internal cooling passages and allows the aluminum source to be reused
- Conventional CVA using halide activators is incompatible with components carrying existing ceramic thermal barrier coatings
What Is the Chemical Vapor Aluminizing Process?
CVA is a subset of chemical vapor deposition (CVD) in which aluminum is transported in vapor form to a heated metal substrate, where it diffuses into the surface to form an aluminum-rich intermetallic compound. Unlike spray coatings or electroplated layers, CVA integrates directly into the base metal, forming a bonded intermetallic compound rather than a surface layer that can peel or separate.
That diffusion behavior produces a coating with a specific internal architecture — two chemically distinct zones that develop simultaneously during processing.
The Two-Zone Coating Structure
The resulting coating has two distinct zones:
- Outer additive layer: Typically β-NiAl on nickel-base substrates or FeAl on steel. This layer forms a stable, adherent alumina (Al₂O₃) scale under high-temperature oxidizing conditions.
- Interdiffusion zone: The deeper region where substrate and coating chemistry have intermixed. It develops concurrently with the additive layer and anchors the coating metallurgically.
Both zones form simultaneously during processing. The ratio between them (approximately 5:1 additive layer to interdiffusion zone for optimal performance) is directly controlled by process parameters.
How CVA Differs from Related Methods
| Method | Aluminum Delivery | Component Contact with Source |
|---|---|---|
| Pack cementation | Gas phase via powder pack | Direct — component buried in pack |
| Slurry aluminizing | Paste applied directly | Direct — paste contacts surface |
| CVA / Vapor phase | Halide vapor transport | None — source kept separate |
The key practical difference: in CVA, the aluminum source is physically separated from the part. Aluminum travels as a volatile halide gas, deposits at the component surface, and diffuses inward. This separation is what enables coating of internal passages and allows the source material to be reused.
Why CVA Is Used in Industrial Applications
In high-temperature environments, unprotected metal fails through two primary mechanisms: oxidation scaling, where oxygen attacks the base metal surface, and hot corrosion, where sulfur-containing combustion products accelerate degradation far beyond what oxygen alone causes. Both destroy component surfaces progressively, often invisibly, until failure.
Hot corrosion is documented as a major failure mechanism for gas turbine components, and the financial scale of corrosion damage across industry is substantial — NACE estimates global corrosion costs at $2.5 trillion annually, with petroleum refining alone accounting for billions in annual damage.
CVA addresses both failure modes through a single metallurgical strategy.
The Protective Mechanism
The β-NiAl or MAl intermetallic layer that forms during processing grows a dense, adherent alumina scale when exposed to oxidizing conditions at elevated temperature. That alumina acts as a diffusion barrier, slowing oxygen and sulfur penetration to the substrate below.
The protection is self-reinforcing: as long as sufficient aluminum remains in the intermetallic layer to regenerate the alumina scale, the component resists further attack.
Where CVA Is Specifically Applied
CVA is the preferred method for components that combine geometric complexity with severe operating conditions:
- Aerospace and power generation — turbine nozzles, blades, and shrouds (nickel- and cobalt-base superalloys)
- Petrochemical and oil refining — furnace tubes, reaction chambers, heat exchanger tubing
- Heavy manufacturing — components exposed to abrasive and high-temperature environments simultaneously
- Agricultural and mining equipment — parts requiring oxidation resistance alongside wear protection
VaporKote, based in Anaheim, California, serves these sectors with large-capacity furnaces capable of processing components up to 68 inches in diameter — accommodating heat exchanger bundles and large industrial assemblies that standard processing equipment cannot handle.

Three practical factors explain why CVA is specified over alternatives:
- Coats internal passages uniformly, without the obstruction risk that pack cementation carries
- Delivers highly repeatable results through its diffusion-controlled growth mechanism
- Produces an aluminide layer that extends service life beyond what surface overlays achieve
How the Chemical Vapor Aluminizing Process Works
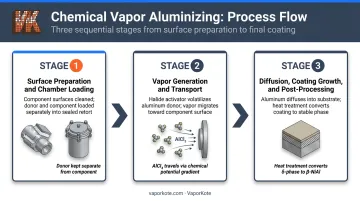
CVA proceeds in three sequential stages — each controllable, each introducing variables that shape the final coating's composition and performance.
Step 1: Surface Preparation and Chamber Loading
Before any vapor is generated, the component surface must be clean and free of oxides, scale, and contamination. Any surface residue interferes with aluminum diffusion and can produce inconsistent coating thickness or phase composition.
The component is loaded into a sealed retort. The aluminum donor material — typically an aluminum-rich alloy or compound combined with a halide activator — is loaded into a separate container within the same chamber. No physical contact between donor and component occurs at any point.
VaporKote formulates its powder mixes on-site, allowing the aluminum source chemistry to be tuned to the specific substrate alloy being processed.
Step 2: Vapor Generation and Transport
Once the chamber is sealed and brought to process temperature (typically in the 950–1100°C range depending on the activity level and desired phase), the halide activator reacts with the aluminum source to generate volatile aluminum halide gases — most commonly AlCl₃.
These vapors travel purposefully. The chemical potential gradient between the aluminum-rich source and the aluminum-depleted substrate drives them toward the component surface — no mechanical pumping or forced convection required. Thermodynamics handles the transport entirely.
Step 3: Diffusion, Coating Growth, and Post-Processing
At the component surface, aluminum halide vapors decompose and release aluminum atoms. Those atoms diffuse inward, driven by the concentration gradient between the aluminum-saturated surface and the aluminum-free substrate interior.
Coating growth continues over the process duration — typically two to six hours. As-deposited coatings on nickel-base substrates often contain δ-Ni₂Al₃ rather than the preferred β-NiAl phase, particularly at lower temperatures or shorter cycle times. A post-coating heat treatment — 2 hours at 1050–1100°C on CMSX-4, for example — converts the δ-phase to β-NiAl and relieves diffusion-related stresses before the part returns to service.
Key Factors That Affect the CVA Process
Getting the coating right requires more than running the process at roughly the correct temperature. Four variables interact, and an incorrect combination produces the wrong phase, wrong thickness, or degraded mechanical properties.
Temperature
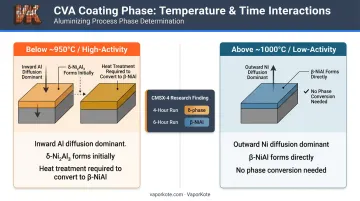
Temperature determines which direction diffusion runs:
- Below ~950°C (high-activity conditions) — inward aluminum diffusion dominates; δ-Ni₂Al₃ forms initially and requires heat treatment to convert to β-NiAl
- Above ~1000°C (low-activity, high-temperature conditions) — outward nickel diffusion dominates; β-NiAl forms directly without requiring phase conversion
Research on CVA of CMSX-4 at 1070°C confirms this relationship: a 4-hour run produced δ-Ni₂Al₃ in the additive layer, while a 6-hour run at the same temperature produced β-NiAl directly — demonstrating that time and temperature interact to determine phase outcome.
Process Duration
Longer process times increase both additive layer thickness and interdiffusion zone depth. The 5:1 ratio of additive layer to interdiffusion zone is not automatic — it requires careful scheduling. Extending time beyond the optimum point thickens the interdiffusion zone disproportionately, which can introduce brittle phases or compromise substrate mechanical properties.
Aluminum Source Activity
- High-activity processes — aluminum-rich sources at lower temperatures; favor inward Al diffusion; produce Al-rich phases that may require heat treatment
- Low-activity processes — less aluminum-saturated sources at higher temperatures; favor outward substrate-metal diffusion; produce β-NiAl directly
The choice between these routes affects how the coating interacts with the specific alloy being processed and what properties the finished coating delivers.
Substrate Alloy Chemistry
The base metal composition shapes coating growth in ways that process parameters alone cannot override. Several elements introduce specific constraints:
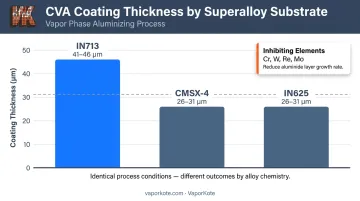
- Cr, W, and Re — enrich precipitates in the interdiffusion zone and impede outward nickel diffusion, slowing coating growth
- Mo and W — can form carbides or intermetallic phases that further inhibit diffusion kinetics
- High refractory content overall — reduces coating thickness predictability under standard process conditions
Different superalloy substrates produce meaningfully different coating thicknesses under identical process conditions — a 2025 study reported thicknesses of 41–46 µm on IN713 but only 26–31 µm on CMSX-4 and IN625 under the same vapor phase conditions. Specifying a CVA coating without accounting for substrate chemistry is one of the most consistent sources of unexpected results in production environments.
Common Issues, Misconceptions, and Limitations
CVA Is Not a Surface Coating
The most persistent misconception is treating CVA like a paint or thermal spray coating — as something applied to the surface that can be specified independently of the substrate. CVA permanently alters the near-surface composition of the metal. The coating's properties cannot be separated from the substrate's alloy chemistry. A coating that performs well on IN738 will behave differently on CMSX-4 under the same process conditions.
Phase Outcome Is Not Automatic
Teams sometimes assume that running the process at the nominal temperature guarantees the correct phase. The research shows otherwise. Temperature alone doesn't determine whether β-NiAl or δ-Ni₂Al₃ forms: time and aluminum activity both matter. An incorrect combination produces the weaker δ-phase, which compromises high-temperature performance even if the coating looks visually acceptable.
Halide Incompatibility with TBC-Coated Components
Conventional CVA using halide activators cannot be used on components that already carry a ceramic thermal barrier coating (TBC). Halide vapors degrade the ceramic layer. GE's vapor phase aluminiding patent directly addresses this constraint — the halide-free process it describes was specifically developed for refurbishment of bond coats adjacent to existing TBC, where halide exposure cannot be tolerated. This is a real limitation for repair and refurbishment applications.
When CVA Is the Wrong Choice
CVA's process complexity and cost are appropriate when the operating environment demands it. For components that:
- Operate below temperatures where oxidation or hot corrosion is a meaningful concern
- Have simple flat geometries where pack cementation or slurry methods are equally effective
- Carry low material value where process economics don't justify CVA's precision
simpler methods are more appropriate. Chromizing or slurry aluminizing deliver adequate protection at lower cost for these cases. CVA is the right choice when geometry complexity, coating uniformity requirements, or service severity exceed what pack or slurry processes can reliably achieve.
Conclusion
CVA creates a metallurgically integrated, oxidation-resistant intermetallic diffusion layer that extends service life in environments where unprotected metal would fail quickly. The alumina scale that forms from the β-NiAl layer provides durable protection against oxidation, sulfidation, and hot corrosion — not just a barrier coat that can delaminate.
What separates a well-executed CVA coating from an underperforming one is process knowledge. Each variable has a direct effect on the outcome:
- Temperature controls which intermetallic phase forms
- Duration sets the additive-to-interdiffusion zone ratio
- Activity level determines diffusion direction (inward vs. outward)
- Substrate chemistry shapes how all three variables interact
Specifying CVA without understanding those interactions leads to either suboptimal protection or unnecessary cost.
For applications in aerospace, petrochemical, power generation, or heavy manufacturing where components face extreme heat and corrosive environments, CVA — applied with the right process parameters for the specific substrate and service requirement — delivers measurable results. Working with a process specialist who understands substrate-specific diffusion behavior, like VaporKote's aluminizing team, is often what determines whether a coating performs for years or falls short under service conditions.
Frequently Asked Questions
What is aluminization?
Aluminization diffuses aluminum into a metal substrate at elevated temperature, forming an aluminum-rich protective layer. Methods include pack cementation, slurry application, and chemical vapor processes — each producing an aluminide diffusion coating, not a surface overlay.
What is chemical vapor deposition in simple terms?
Chemical vapor deposition (CVD) is a process in which volatile chemical compounds are introduced into a heated chamber where they react or decompose on a solid surface to deposit a coating material. In aluminizing, this means aluminum is carried in gas form to the component surface rather than applied as a solid or liquid.
What does chemical conversion coating do to aluminum?
Chemical conversion coating is a separate process applied to aluminum surfaces to improve corrosion resistance or paint adhesion — for example, chromate or phosphate conversion per MIL-DTL-5541. This is unrelated to aluminizing, which diffuses aluminum into other metals like steel or nickel alloys.
How does CVA differ from pack cementation?
In pack cementation, the component is physically buried in an aluminum-bearing powder mixture. In CVA, the source material is kept out of contact with the part and aluminum is delivered via vapor phase. CVA avoids obstructing internal cooling passages, allows the source material to be reused, and provides better process control over coating thickness and phase composition.
What temperatures are used in the CVA process?
CVA typically runs between 950°C and 1100°C, with the exact temperature set by the desired coating phase, substrate alloy, and activity level. High-temperature low-activity processes exceed 1000°C; low-temperature high-activity processes fall below 950°C.
What metals and alloys can be coated using CVA?
CVA is most commonly applied to nickel-based, cobalt-based, and iron-based superalloys — particularly for turbine hardware and high-temperature industrial components. The intermetallic that forms (β-NiAl, β-CoAl, or FeAl) depends on the substrate chemistry. CVA can also be applied to steel alloys in applications requiring oxidation and hot corrosion resistance.


