Introduction
Industrial corrosion drains $2.5 trillion from the global economy annually—equivalent to 3.4% of worldwide GDP—yet between 15% and 35% of these losses are completely preventable using existing corrosion control practices. Equipment failure, unplanned shutdowns, and safety risks across sectors like oil & gas, mining, and manufacturing drive enormous financial losses that compound year after year.
That value gap becomes obvious only after something fails. A corroded pipeline ruptures. A pump impeller wears through. A heat exchanger shuts down an entire production line. The reactive costs—emergency labor, expedited parts, lost production—dwarf the proactive investment in proper coating protection.
What follows is a practical breakdown of how anti-corrosion coatings work, what types exist, and how the right system prevents the failures that cost operations the most.
Key Takeaways
- Anti-corrosion coatings prevent oxidation, rust, and chemical degradation that shorten industrial equipment life
- They work through barrier protection, chemical inhibition, or sacrificial mechanisms—each suited to different environments
- The right coating extends component lifespan, cuts maintenance costs, and reduces unplanned downtime
- Different substrates and conditions require different coating types—selection matters as much as application quality
- Proactive coating application costs far less than reactive replacement or repair
What Are Anti-Corrosion Coatings?
Anti-corrosion coatings are specialized surface treatments applied to metals and other substrates that prevent corrosive agents—moisture, oxygen, chemicals, and salt—from triggering oxidation, rust, or material breakdown. Their job is preserving the structural integrity of the base material under harsh operating conditions—not aesthetics.
These coatings are typically applied to pipelines, storage tanks, industrial machinery, structural steel, drilling equipment, heat exchangers, and aerospace components. The environments these assets face—offshore saltwater exposure, petrochemical processing, high-temperature cycling—are aggressive enough to degrade unprotected metal within months, not years.
That protection translates directly into operational outcomes: longer-running equipment, fewer emergency shutdowns, and lower total cost of ownership. When a coated component consistently outlasts its uncoated equivalent by years, the economics justify the investment quickly.
Types of Anti-Corrosion Coatings
Anti-corrosion coatings are generally categorized by their protective mechanism, not just their material composition. Understanding these mechanisms helps match the right coating to the application.
Barrier Coatings
Barrier coatings physically block moisture and oxygen from reaching the metal surface. Common examples include epoxy and polyurethane systems that form an impermeable layer over the substrate.
Fusion-bonded epoxy (FBE) is the dominant industry standard for buried oil and gas pipelines, offering durability, affordability, and compatibility with cathodic protection systems. According to published field research, FBE extends drill pipe lifespan by 105% compared to liquid epoxy—from 17,623 meters to 36,200 meters of drilling depth—due to its superior compactness and lower permeability.
Sacrificial and Inhibitive Coatings
Sacrificial coatings use a more reactive metal (typically zinc) that corrodes in place of the protected substrate. When the coating is scratched, the zinc sacrifices itself to protect the underlying steel. Hot-dip galvanizing (governed by ASTM A123) and thermal spray metallizing (ISO 2063) are primary examples, offering highly effective protection in marine and industrial environments. Zinc-rich primers contain at least 80% zinc dust by mass in the dry film, providing both barrier and galvanic protection.
Diffusion Coatings
Diffusion coatings represent an advanced, metallurgically distinct category. Rather than sitting on top of the base metal, these coatings form an intermetallic compound within the surface itself through a chemical vapor deposition (CVD) process. Boronizing and aluminizing are the two primary diffusion coating types.
Boronizing diffuses boron atoms into the steel substrate, creating a highly wear-resistant iron boride layer with a characteristic "saw-tooth" morphology that ensures exceptional adhesion. This process achieves surface hardness of 1500 Knoop (RC75+ equivalency)—harder than tungsten carbide cutting tools—and extends component wear life up to 10 times compared to bare carbon steel.
Aluminizing diffuses aluminum into the substrate to form intermetallic phases that provide exceptional high-temperature oxidation and sulfidation resistance. These aluminide layers form a protective, self-healing alumina scale on the surface, making them critical for petrochemical reformer tubes, power plant components, and aerospace gas turbines operating in severely oxidizing environments above 1000°C.
VaporKote has delivered diffusion coating services since 1987, formulating on-site powder mixes for clients across oil drilling, petrochemical processing, aerospace, and heat exchanger manufacturing—processing components up to 68 inches in diameter.

Matching Coating to Application
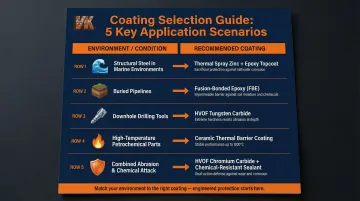
Selection depends on the specific environment (chemical exposure, temperature, humidity, abrasion), the base material (carbon steel, alloy steel, aluminum), and the required service life. A useful starting framework:
- Structural steel in humid or marine environments: zinc-rich primer or hot-dip galvanizing
- Buried pipelines and flow lines: fusion-bonded epoxy (FBE) with cathodic protection
- Downhole drilling tools and wear components: boronizing for hardness and abrasion resistance
- High-temperature petrochemical or aerospace parts: aluminizing for oxidation and sulfidation resistance
- Components facing combined abrasion, heat, and chemical attack: diffusion coatings, which integrate into the metal rather than coating its surface
Key Advantages of Anti-Corrosion Coatings
The advantages below map directly to operational outcomes: cost reduction, uptime, safety, and asset longevity.
Extended Equipment Lifespan
Anti-corrosion coatings directly slow or halt the degradation process that would otherwise eat into metal surfaces, reducing wall thickness, compromising structural integrity, and ultimately leading to premature failure of expensive components.
By blocking or chemically neutralizing corrosive agents before they reach the base metal, coatings allow equipment to maintain its designed specifications far longer than uncoated alternatives. Diffusion coatings take this further: the protective layer is metallurgically bonded, meaning it doesn't peel, chip, or delaminate under mechanical stress.
Why this matters:
- Hot-dip galvanized structural steel provides 72 to 73 years to first maintenance, even in highly corrosive industrial environments—eliminating multiple recoating cycles required by painted alternatives
- In industries where a single failed component can halt an entire production line or trigger a safety event, extended lifespan translates directly to reduced risk exposure
- Deferred replacement cycles reduce capital expenditure pressure, allowing organizations to allocate funds to growth rather than reactive maintenance
KPIs impacted: Mean time between failures (MTBF), asset replacement frequency, capital expenditure cycles, component service life.
Reduced Maintenance Costs and Downtime
Fewer corrosion-related failures mean fewer emergency repairs, less reactive maintenance, and more predictable maintenance scheduling—each of which cuts into total operating costs.
A coated component performs more reliably between maintenance intervals. This allows operations teams to plan preventive maintenance on their terms rather than responding to unplanned breakdowns. Unplanned industrial downtime averages $260,000 per hour across sectors, with petrochemical outages costing up to $200,000/hour and automotive reaching $3 million/hour.
In practice:
- Corrosion-related maintenance is especially expensive because it often involves emergency labor, expedited parts sourcing, and lost production time—costs that compound quickly
- The NACE IMPACT study estimates $375 billion to $875 billion in annual global savings are achievable—15–35% of total corrosion costs—through better corrosion management practices
- U.S. Department of Defense case studies show ROIs ranging from 8.8x (intumescent epoxy coatings) to 56x (wire rope corrosion inspection) for proactive corrosion management

KPIs impacted: Maintenance cost per unit, unplanned downtime hours, maintenance labor efficiency, overall equipment effectiveness (OEE).
When this matters most: High-utilization environments where equipment runs continuously and any stoppage has outsized production impact—oil drilling, chemical processing, pulp & paper, and heat exchanger operations.
Safety and Regulatory Compliance
Corroded equipment creates real safety and liability exposure. Structural failures caused by unchecked corrosion can result in leaks, chemical releases, fires, and injuries in industrial settings.
By maintaining the structural integrity of pipelines, pressure vessels, storage tanks, and load-bearing components, anti-corrosion coatings reduce the probability of catastrophic failure events.
In regulated industries—oil & gas, chemical processing, aerospace—coatings also help organizations meet compliance requirements under standards such as ASTM, ASME, API, and SAE.
Why this matters:
- Regulatory non-compliance due to corrosion-related equipment degradation can result in shutdowns, fines, and legal liability—all avoidable with proper coating specification and maintenance
- The 2010 Enbridge Line 6B pipeline rupture, caused by corrosion fatigue under disbonded coating, resulted in cleanup costs exceeding $767 million
- PHMSA's 49 CFR Part 195 mandates rigorous external and internal corrosion control for hazardous liquid pipelines, requiring cathodic protection and annual testing with lifetime record-keeping
KPIs impacted: Incident rate, regulatory audit outcomes, insurance premiums, liability exposure, environmental compliance record.
When this matters most: Industries with high regulatory scrutiny—petrochemical, oil refining, aerospace, and any operation handling hazardous materials or operating under pressure.
What Happens When Anti-Corrosion Coatings Are Neglected
Corrosion damage compounds. Once an uncoated or poorly coated surface begins to oxidize, the degradation accelerates as more base metal is exposed. What starts as surface rust can become through-wall corrosion in a fraction of the expected component lifespan.
The operational consequences cascade:
- Unplanned shutdowns force reactive firefighting rather than planned maintenance
- Rising repair costs outpace any savings from skipping coating
- Increased risk of catastrophic failure events threatens personnel safety and environmental compliance
- Difficulty scaling operations when critical equipment is unreliable
- Accelerated capital expenditure cycles as components need premature replacement
The numbers put the cost in sharp relief. According to the 2002 FHWA study, the U.S. petroleum refining sector alone faces $3.7 billion in annual direct corrosion costs, with pulp and paper at $6.0 billion. The NACE IMPACT study confirms that up to 35% of those costs could be avoided with better corrosion management practices—meaning a significant portion of what industries spend on corrosion damage is recoverable through proper protection.

How to Get the Most Value from Anti-Corrosion Coatings
Coatings work best when selected correctly from the start. The coating type must match the specific environment (temperature range, chemical exposure, mechanical stress, humidity), the base material, and the target service life. A generic solution applied in the wrong context leads to premature failure, increased downtime, and unnecessary replacement costs.
Start with environment characterization, not product selection. Document operating temperatures, chemical exposures, mechanical stresses, and expected service intervals — then use that data to drive specification. What's cheapest upfront rarely stays cheapest over a full service cycle.
Application Quality and Inspection Matter
Even the best coating system can be undermined by inadequate surface preparation, incorrect application thickness, or gaps in coverage. Treat coatings as a managed asset: inspect on a defined schedule, reapply when needed, and document performance over time.
For industries with compliance requirements, working with a coating provider who adheres to recognized engineering standards (ASTM, ASME, SAE, API) ensures traceability and accountability. Testing protocols like ASTM B117 (salt spray testing) and ASTM D4541 (pull-off adhesion testing) validate that coatings perform as specified.
Advanced Diffusion Coatings for Extreme Environments
For the most demanding applications—high-temperature, high-abrasion, chemically aggressive environments—standard barrier coatings may not be sufficient. In these cases, advanced diffusion coating technologies offer a step-change in protection by becoming part of the metal surface rather than sitting on top of it.
VaporKote, founded in 1987, focuses specifically on these extreme-environment applications. Their boronizing and aluminizing processes create an intermetallic compound at the metal surface — bonded metallurgically, not just adhered. The company formulates powder mixes on-site, conducts metallurgical analysis, and certifies each process to ASTM, ASME, SAE, and API standards, serving industries from oil drilling and petrochemical processing to aerospace.
Conclusion
Anti-corrosion coatings are not a one-time expense—they are an ongoing operational strategy. When specified correctly, applied consistently, and maintained proactively, they extend asset service life, reduce total maintenance costs, and protect the operations that depend on that equipment.
As industries face increasing pressure to reduce downtime, manage maintenance costs, and meet environmental and safety standards, demand for high-performance anti-corrosion coatings will keep rising. For industrial operators, the real decision is which coating process—whether thermal diffusion, PVD, or another approach—fits the specific demands of their environment. Getting that specification right is where the returns are made.
VaporKote has spent over 37 years helping manufacturers, oil and gas operators, and aerospace clients make exactly that call—matching the right diffusion coating to the right application. If you're evaluating your current corrosion protection strategy, that's a good place to start.
Frequently Asked Questions
What is a corrosion coating?
A corrosion coating is a protective layer applied to metal surfaces to prevent oxidation and chemical degradation. It acts as a barrier or reactive shield between the base material and its environment, blocking moisture, oxygen, and corrosive agents from reaching the substrate.
What are the different types of anti-corrosion coatings?
The main categories include barrier coatings (epoxy, polyurethane), sacrificial coatings (zinc-rich primers, hot-dip galvanizing), inhibitive coatings, combination systems, and advanced diffusion coatings like boronizing and aluminizing. The right choice depends on the application environment, substrate material, and required service life.
How long does anti-corrosion paint last?
Service life depends on coating type and environment. Epoxy coatings typically last 5–20 years; zinc thermal spray and hot-dip galvanized steel can exceed 20–70+ years. Diffusion coatings bonded into the metal surface generally offer the longest service life in high-stress applications.
What is the best coating for corrosion resistance?
The right coating depends on environment, substrate, and performance requirements—no single option fits every application. For conditions combining heat, abrasion, and chemical exposure, diffusion coatings (boronizing, aluminizing) typically outperform conventional surface-applied systems by forming metallurgically bonded layers within the base metal.
What is the best corrosion-resistant coating for steel?
For structural steel in outdoor or humid conditions, zinc-rich primers and epoxy systems are standard. For steel components in high-wear, high-temperature, or chemically aggressive environments, diffusion coatings that form an intermetallic compound at the surface offer superior and longer-lasting protection than conventional barrier systems.
How do you protect steel from corrosion?
Select the right coating for your environment, prepare the surface properly before application, and schedule regular inspections to catch degradation early. Addressing coating wear before the base metal is exposed prevents costly failures and extends asset life.