Introduction
Corrosion costs industries billions annually in equipment failures, unplanned downtime, and replacement costs. In the Oil & Gas sector alone, unplanned downtime costs have surged 76% to $149 million per plant, while the global cost of corrosion reaches $2.5 trillion—equivalent to 3.4% of global GDP. Choosing the wrong protective coating compounds these losses, turning preventable corrosion damage into expensive, unplanned failures.
Not all coatings are equal. Barrier paints, PVD films, and diffusion coatings each serve different performance thresholds. Oil & gas, aerospace, and petrochemical operations demand coatings that handle extreme temperatures, aggressive chemicals, and mechanical wear at the same time — not just one of the three.
This guide compares the most effective functional coatings for corrosion protection, breaking down how each works, where it performs best, and what specifications to evaluate before committing to one for high-stakes applications.
Key Takeaways
- Functional coatings span barrier systems (epoxy, zinc-rich paints) to diffusion coatings (boronizing, aluminizing), each suited to different environments and load demands
- Diffusion coatings bond into the substrate as intermetallic compounds, delivering corrosion resistance, wear protection, and RC75+ hardness in a single process
- Coating selection hinges on substrate material, operating environment, dimensional tolerances, and compliance with ASTM, ASME, or MIL standards
- Industries like petrochemical, oil drilling, mining, and aerospace benefit most from coatings combining corrosion and wear resistance
What Are Functional Coatings for Corrosion Protection?
Functional coatings are engineered materials applied to industrial components to modify surface properties—including corrosion resistance, hardness, wear resistance, and chemical passivity—without altering the base material's core structural characteristics. Unlike decorative finishes, these coatings are built for demanding industrial environments where standard paints fail within months.
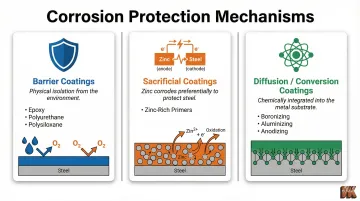
Three Primary Protection Mechanisms:
- Barrier Coatings physically isolate metal from moisture, oxygen, and corrosive electrolytes. Epoxies, polyurethanes, and polysiloxanes create dense films that block environmental attack—but any breach in film integrity exposes the substrate.
- Sacrificial Coatings use metals with lower electrode potential values. Zinc-rich primers corrode preferentially to protect steel through galvanic action, so when the coating is damaged, zinc continues acting as an anode to protect the base metal.
- Diffusion/Conversion Coatings chemically or thermally alter the surface layer to form a new, more resistant compound. Processes like boronizing, aluminizing, and anodizing produce adherent surface layers through thermochemical reaction or elemental diffusion into the metal.
The global anti-corrosion coatings market is forecast to reach $29.87 billion by 2031, driven by industries demanding solutions for heavy equipment, high-temperature processing, and abrasive media exposure—applications where decorative coatings are inadequate.
Top Functional Coatings for Corrosion Protection
These five coating types represent the range of solutions used across heavy industry, selected based on corrosion protection performance, operating environment suitability, and real-world industrial adoption.
Diffusion Coatings (Boronizing and Aluminizing)
Diffusion coatings use chemical vapor deposition (CVD) to drive elements like boron or aluminum into the base metal surface, forming a hard intermetallic compound that is metallurgically bonded—not simply applied on top. This makes it impossible to chip or peel under mechanical stress, unlike surface-applied coatings that can delaminate.
Key Differentiators:
Boronizing achieves surface hardness of 1500 to 2500 HV (equivalent to over 75 HRC)—harder than tungsten carbide cutting tools. The process involves heating components to 700–1000°C for 1 to 12 hours, allowing boron to diffuse into the surface to form FeB and Fe₂B compound layers. This extends service life of high-wear components in oil well production and power generation by factors of 3 to 10 times compared to uncoated steels.
Aluminizing creates an aluminum-iron intermetallic layer with excellent resistance to high-temperature oxidation and sulfidation. Aluminized coatings containing more than 18% aluminum resist sulfidation up to 500°C in coal gasification environments and enhance corrosion resistance in gaseous environments up to 800–950°C.
Geometry Advantage: Because diffusion coatings form via vapor transport, they can be applied internally and externally to components with complex geometries, overcoming the line-of-sight constraints of PVD and thermal spray.
VaporKote has provided diffusion coating services since 1987 and can process components up to 68 inches in diameter using large-capacity industrial furnaces, formulating on-site powder mixes to match specific alloys and operating conditions.
| Property | Boronizing | Aluminizing |
|---|---|---|
| Hardness | RC75+ equivalency (1500-2500 HV) | Moderate hardness, aluminum-iron intermetallic |
| Temperature Resistance | Stable across wide temperature ranges | Suitable for high-temperature oxidizing/sulfidizing environments up to 800-950°C |
| Best Applications | Pump parts, valve stems, mining equipment, agricultural tooling, oil & gas components | Heat exchangers, fasteners, wire cloth, reactor screens, refinery components |
| Key Limitation | Dimensional change must be accounted for in tight-tolerance parts | Requires specialized furnace equipment and expertise |

Chromium Nitride (CrN) and PVD Coatings
Physical Vapor Deposition (PVD) coatings—specifically Chromium Nitride (CrN)—are thin-film coatings deposited in a vacuum environment. CrN exhibits microhardness of 2000–2500 HV (up to 38.4 GPa), roughly twice as hard as hard chrome plating, with excellent corrosion and oxidation resistance, low friction, and non-stick properties.
The EPA and DoD recognize PVD CrN as a viable, non-toxic alternative to hexavalent chromium electroplating, following the 2011 DFARS regulation limiting hexavalent chromium to 0.1% by weight in deliverables.
Coverage Constraints: PVD coatings are typically 1–5 microns thick. PVD is a line-of-sight coating method—coating internal surfaces such as the inside of tubes or deep bores is not feasible without specialized equipment, and the coating tapers off in deep holes. While excellent for precision tooling, this thin film thickness may not provide adequate protection in highly abrasive or chemically aggressive heavy industrial environments compared to diffusion coatings.
| Property | Specification |
|---|---|
| Hardness | High (1800–2500 HV) |
| Best Applications | Cutting tools, molds, dies, engine components, medical devices, precision tooling |
| Key Limitation | Thin film (1-5 microns); line-of-sight deposition limits uniform coverage on complex internal geometries |
Epoxy and Zinc-Rich Barrier Coatings
Epoxy coatings and zinc-rich primers are among the most widely used barrier-type corrosion protection systems in heavy industry. Zinc-rich primers work through galvanic (sacrificial) action—zinc corrodes preferentially to steel—while epoxy topcoats create a dense, chemical-resistant physical barrier.
Zinc Content Requirements: To achieve effective cathodic protection, zinc dust content must reach at least 80% by mass in the dry film (ISO 12944-5) or 85% (SSPC Paint 20 Level 1). Coatings with 65% zinc dust fail to provide cathodic protection, acting only as porous barriers. Lower concentrations lack the electronic percolation threshold required for particle-to-particle electrical contact.
These systems are cost-effective for large surface area applications (structural steel, bridges, pipelines, tanks) but have limitations: they are soft relative to hard-surface coatings, can be breached by mechanical abrasion, and may delaminate under persistent liquid contact or extreme temperature cycles.
| Property | Specification |
|---|---|
| Hardness | Low to moderate (pencil hardness scale for epoxy) |
| Best Applications | Structural steel, storage tanks, marine infrastructure, bridge coatings, atmospheric environments (C4/C5) |
| Key Limitation | Susceptible to mechanical damage; does not improve surface hardness or wear resistance |
Thermal Spray Coatings (HVOF and Arc Spray)
High-Velocity Oxygen Fuel (HVOF) thermal spray propels molten or semi-molten coating particles at high velocity onto the substrate, creating a dense, well-bonded coating layer. HVOF-sprayed WC-Co and WC-CoCr coatings achieve Vickers hardness values ranging from 1000 to 1507 HV0.3, depending on spray parameters and particle state.
Post-Processing Reality: The as-sprayed surface roughness of HVOF WC-Co coatings typically falls between 3 and 6 µm Ra. For dynamic applications like high-pressure gate valves or hydraulic rods, the surface must be diamond ground and polished to achieve a final surface finish of <0.1 µm (4 µin) Ra, adding significant post-process cost.
Geometric Constraints: Conventional HVOF is limited by off-angle spraying constraints—the minimum coatable internal diameter is approximately 281 mm assuming a maximum spray angle of 70° and 300 mm standoff distance. Specialized ID-HVOF torches can reduce this to 125–133 mm, but internal surfaces of complex components remain difficult to coat uniformly.
| Property | Specification |
|---|---|
| Hardness | High (1000–1507 HV for WC-Co/WC-CoCr) |
| Best Applications | Pump shafts, valve bodies, oil & gas downhole tools, aerospace landing gear, wear surface restoration |
| Key Limitation | Requires post-process grinding; not suitable for internal bores or complex geometries; line-of-sight limitations |

Anodizing and Conversion Coatings
Anodizing (primarily for aluminum alloys) electrochemically thickens the native oxide layer, while chromate and phosphate conversion coatings chemically alter the metal surface to create a passive, corrosion-inhibiting film.
Type III hard anodizing produces a coating thickness of 0.001 to 0.004 inches (25–100 µm), with surface hardness reaching 350–700 HV (60–70 HRC)—comparable to case-hardened steel. This provides good corrosion protection for aluminum in moderate environments and serves as an adhesion-promoting pretreatment for paints or sealers.
Edge Coverage Gap: Anodic coatings grow perpendicularly to the substrate, creating voids at sharp corners and edges. Sharp edges possess virtually no wear resistance because the brittle coating lacks structural support. MIL-A-8625 mandates specific corner radiusing: a 2-mil coating requires a minimum 0.06-inch radius.
Chemical Vulnerability: Anodized aluminum is highly susceptible to chemical dissolution outside a pH range of 4 to 9. Strong acids and highly alkaline materials rapidly dissolve the oxide layer, making anodizing unsuitable for demanding chemical environments compared to diffusion-based alternatives.
| Property | Specification |
|---|---|
| Hardness | Moderate (350–700 HV for Type III hard anodize) |
| Best Applications | Aluminum aerospace/automotive components, consumer goods, architectural applications, pretreatment for paint systems |
| Key Limitation | Limited edge protection; performance degrades in highly corrosive chemical environments (pH <4 or >9) |
How to Choose the Right Corrosion-Resistant Coating for Your Application
The most common mistake industrial buyers make is selecting a coating based on upfront cost or familiarity rather than matching coating performance characteristics to the actual operating environment. A coating optimized for structural steel storage tanks will fail prematurely on a pump impeller in an abrasive slurry environment.
Key Selection Factors
1. Substrate Material
Different metals respond differently to coating processes. Steel substrates accept boronizing, aluminizing, zinc-rich primers, and thermal spray. Aluminum alloys require anodizing or specialized conversion coatings. Verify that your coating provider has documented experience with your specific substrate alloy.
2. Operating Environment
Evaluate four environmental factors together:
- Temperature range: Aluminizing excels above 500°C; epoxy systems degrade above 150°C
- Chemical exposure: Acids, sulfur compounds, chlorides, and alkaline environments each demand specific coating chemistries
- Moisture levels: Barrier coatings require complete film integrity; diffusion coatings tolerate localized damage
- Mechanical abrasion intensity: Soft barrier coatings fail quickly under wear; RC75+ boronized surfaces resist abrasion under sustained abrasion conditions

3. Hardness vs. Corrosion Resistance Balance
Some applications demand both at once. Pump impellers handling corrosive slurries are a prime example: diffusion coatings deliver both wear resistance and chemical protection, while barrier systems cover only corrosion and PVD focuses primarily on wear on smooth surfaces.
4. Dimensional Tolerance Sensitivity
Diffusion and CVD coatings grow into the surface with minimal dimensional change. Thermal spray, by contrast, may add 100–500 microns and typically requires post-process machining. For tight-tolerance components, specify acceptable dimensional change limits with your coating provider before processing begins.
Compliance Requirements
Beyond performance, regulated industries add another layer of selection criteria. Coatings for aerospace, oil & gas, and defense applications must conform to engineering standards such as ASTM, ASME, SAE, and API. Verify that your coating provider can supply metallurgical analysis and written certification of the applied coating before committing to a supplier.
Practical Industry-to-Coating Mapping
- Petrochemical and oil refining: Diffusion coatings (boronizing/aluminizing) for simultaneous wear + corrosion
- Structural/marine applications: Zinc-rich epoxy systems (≥80% zinc loading)
- Precision tooling: PVD/CrN for hardness and low friction
- Aluminum aerospace components: Hard anodizing or PEO with proper edge radiusing
- Restored wear surfaces: HVOF thermal spray with post-process grinding
How We Evaluated These Coatings
We selected and ranked these coating types based on five criteria:
- Corrosion protection performance — validated through ASTM B117 salt spray testing and real-world industrial data
- Hardness and wear resistance — measured against standardized benchmarks
- Temperature resistance thresholds — upper operating limits under sustained load
- Geometric coverage capability — ability to coat internal surfaces and complex shapes
- Cross-sector suitability — applicability across multiple industrial environments
We weighted coating longevity, maintenance repairability, and total lifecycle cost—not just initial application cost—heavily in our evaluation. The true value of a high-performance coating is measured in reduced downtime and avoided component replacement over years of service. Techno-economic analyses show that replacing hard chrome electroplating with HVOF thermal spray reduces operational costs per piece by 20.9% to 50%, driven by lower labor requirements and eliminated rework.
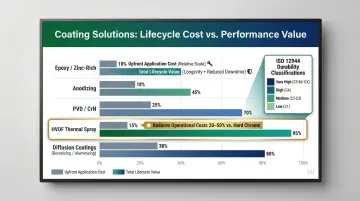
No single coating type is universally superior. The right coating depends on matching process, substrate, and operating environment — a decision that ISO 12944 structures through its international framework. It categorizes corrosion environments from C1 (Very Low) to CX (Offshore/Extreme) and defines durability ranges from Low (<7 years) to Very High (>25 years).
Conclusion
Functional corrosion-resistant coatings range from accessible barrier systems to advanced diffusion coatings. The cost of a wrong selection is far greater than the price difference between options—premature failure, unplanned downtime, and component replacement dwarf any upfront savings.
Industries like petrochemical, oil & gas, mining, and aerospace should look beyond conventional paint systems and evaluate diffusion coating technologies. Boronizing and aluminizing from VaporKote deliver RC75+ hardness alongside superior corrosion protection, extending component life and cutting long-term maintenance costs.
VaporKote has provided diffusion coating services since 1987. Key capabilities include:
- Processes components up to 68 inches in diameter
- Formulates on-site powder mixes tuned to your specific application
- Adheres to ASTM, ASME, SAE, and API engineering codes
- Provides metallurgical analysis and certification of diffusion coatings
Contact VaporKote at (714) 632-8607 or sales@vaporkote.com to discuss your specific application requirements.
Frequently Asked Questions
What is the best coating for corrosion protection?
No single coating wins across every application. Diffusion coatings (boronizing, aluminizing) deliver the highest combined corrosion and wear protection for heavy industrial components, while zinc-rich epoxy systems (≥80% zinc loading) work well for structural steel in atmospheric environments. Matching coating type to substrate, environment, and load conditions is the deciding factor.
What is the best coating to prevent galvanic corrosion?
Zinc-rich sacrificial coatings (cold galvanizing compounds with ≥80% zinc dust) are the most reliable solution—zinc corrodes preferentially, shielding the base steel. Where electrical isolation is needed, barrier coatings or dielectric materials prevent metal-to-metal contact entirely.
What does the military use for rust prevention?
Current military specifications rely on MIL-STD-certified epoxy and polyurethane systems (MIL-PRF-23377 Class N, MIL-PRF-85582 Class N) and non-chromate conversion coatings (MIL-DTL-5541 Type II). Extreme-performance applications use hard chrome replacements or advanced diffusion coatings. Zinc chromate primers have been largely phased out due to toxicity.
What is a corrosion resistant coating?
Corrosion-resistant coatings are materials applied to metal surfaces to prevent or slow oxidation, chemical attack, or moisture penetration. Depending on the coating type, they function as physical barriers, sacrificial layers, or chemically bonded compounds—diffusion coatings fall into the latter category, integrating directly into the substrate.
What industries benefit most from functional corrosion-resistant coatings?
Petrochemical, oil & gas, mining, aerospace, agriculture, pulp & paper, and heat exchanger manufacturing represent the industries with the highest demand for advanced corrosion-resistant coatings. These sectors face constant exposure to abrasive media, high temperatures, aggressive chemicals, and high-pressure environments.
How long do corrosion-resistant coatings last?
Service life varies widely by coating type and environment. Diffusion coatings (boronizing/aluminizing) bond metallurgically to the substrate and typically last the full service life of the component under appropriate conditions, while barrier coatings like epoxy may need inspection and recoating every 7–15 years. Surface preparation and application quality are the most critical factors in coating longevity.