Introduction
Steel forms the backbone of industrial infrastructure—from pipelines and pressure vessels to drilling equipment and processing machinery handling corrosive chemicals. Despite its strength, unprotected steel begins corroding the moment it contacts moisture, oxygen, or aggressive chemicals.
Picture a pipeline failure in a remote oil field: microscopic surface oxidation escalates into a through-wall breach, triggering emergency shutdowns, environmental remediation, and six-figure repair bills. Corrosion is a structural and financial threat, costing industries $2.5 trillion annually worldwide.
Steel coatings serve as the primary defense between metal surfaces and hostile environments. But not all coatings deliver equal protection, especially in harsh industrial settings where chemical attack, abrasive wear, and thermal cycling destroy surface treatments in months rather than years. This guide covers the four main coating categories, how to match protection to environment, and what separates basic surface coatings from advanced diffusion solutions that bond into the steel's metallurgical structure.
TLDR:
- Steel corrodes when exposed to moisture, oxygen, and chemicals—coatings prevent this degradation
- Four main categories exist: barrier, sacrificial/metallic, conversion, and diffusion coatings—each protects differently
- Diffusion coatings bond into steel's structure, offering far greater durability than surface-applied alternatives
- Wrong coating selection leads to premature failure, unplanned downtime, and escalating replacement costs
- For extreme industrial environments, advanced diffusion processes provide protection surface coatings cannot match
The 4 Main Types of Steel Coatings
Coating types differ in how they protect steel. Some sit on top as physical barriers, others corrode sacrificially to protect the base metal, some chemically convert the surface layer, and diffusion coatings actually integrate into the metal itself. Understanding these mechanisms explains why a "one coating fits all" approach fails in industrial environments.

Barrier Coatings (Paint, Epoxy, Powder Coating)
Barrier coatings physically separate steel from its environment by forming an impermeable film. The three most common forms include:
Liquid paint and epoxy systems provide strong chemical and moisture resistance, making them standard for pipelines, storage tanks, and immersed structures. High-build epoxies achieve 15-25 year service life in aggressive C4/C5 environments when applied at 320+ µm dry film thickness with zinc-rich primers and UV-stable topcoats.
Powder coatings use electrostatically applied dry polymer particles cured under heat, delivering excellent wear resistance for moderate outdoor or indoor industrial components. They're cost-effective for structural steel, machinery housings, and equipment frames.
Paint systems prioritize aesthetics and cost for structures where mild atmospheric corrosion is the primary concern—commercial buildings, infrastructure, and general fabrication.
All barrier coatings share a critical vulnerability: once scratched or breached, the unprotected steel beneath is exposed and begins corroding at an accelerated rate. Epoxies also suffer severe UV degradation when exposed to sunlight, losing up to 50% of gloss and chalking within months without aliphatic polyurethane or fluoropolymer topcoats. Barrier coatings require rigorous surface preparation—minimum SSPC-SP10 near-white blast—and ongoing inspection to remain effective.
Where ongoing maintenance is impractical, sacrificial coatings offer a more forgiving alternative.
Sacrificial / Metallic Coatings (Galvanizing, Electroplating)
Sacrificial coatings protect through a unique mechanism: zinc-based layers corrode preferentially before the underlying steel, providing cathodic protection even when physically damaged.
Hot-dip galvanizing (HDG) produces thick, durable zinc layers (85-100 µm) suited for structural steel, bridges, and outdoor infrastructure. Galvanized steel lasts 72-73 years to first maintenance in industrial atmospheres at minimum ASTM A123 thickness.
Performance varies dramatically by environment: C3 (medium) conditions consume zinc at 0.7-2.1 µm/year, while C5 (very high) environments accelerate that to 4.2-8.4 µm/year.
Electroplating deposits thin, precise zinc layers (5-25 µm) suited for fasteners, automotive parts, and components requiring tight tolerances. The thin coating provides limited protection in chemically aggressive or high-temperature environments.
Thermal spray zinc (TSZ) duplex systems combine metallized zinc with organic topcoats, extending service life by 1.5-2.3 times the sum of individual coatings. TSZ costs 25% more initially than paint-only systems but breaks even in just 12-13 years, with total 55-year ownership costs three times lower by eliminating full recoating cycles.
Limitations include:
- Brittle behavior with prolonged UV exposure
- Limited abrasion resistance
- Dull finish complicating repainting
- Hydrogen embrittlement risk when electroplating high-strength steels (>1000 MPa)
For applications where the goal is adhesion enhancement rather than standalone protection, conversion coatings fill a specific but narrow role.
Conversion Coatings (Phosphate, Chromate)
Conversion coatings chemically react with the steel surface to form a bonded protective layer rather than adding thickness. Common types include:
Phosphate coatings (MIL-DTL-16232) improve paint adhesion in automotive manufacturing and retain break-in lubricants on machined parts. However, phosphate layers are highly porous and offer negligible standalone corrosion protection, failing rapidly in salt spray tests without supplemental oils.
Chromate coatings provide corrosion inhibition for fasteners and assemblies, though hexavalent chromium toxicity (OSHA limit: 5 µg/m³) drives industries toward safer alternatives.
Conversion coatings are pretreatments, not standalone solutions. They prepare surfaces for subsequent barrier coatings and provide minimal protection in demanding environments. Never specify them as primary environmental barriers for industrial equipment.
Diffusion Coatings (Aluminizing, Boronizing)
Diffusion coatings represent a fundamentally different category. Rather than layering material on top of steel, the coating process drives metal atoms—aluminum or boron—into the steel's surface at high temperature, forming an intermetallic compound at the metallurgical level. The coating cannot delaminate, peel, or be mechanically stripped because it becomes part of the steel itself.

Aluminizing creates aluminum-iron intermetallic layers providing high-temperature oxidation and corrosion resistance up to 1000°C. The process forms a self-healing α-Al2O3 (alumina) scale that prevents metal dusting, sulfidation, and carburization in petrochemical heat exchangers, burner plates, and furnace components.
In documented field applications, aluminized burner plates in steam reformer units survived over 10 years, more than doubling the standard 3-5 year life expectancy.
Boronizing creates one of the hardest surfaces achievable on steel by forming FeB and Fe2B intermetallic layers. The Fe2B phase reaches 1400-1750 HV while FeB achieves 2000-2300 HV—vastly exceeding hard chrome plating (940-1210 HV). Field studies show boronizing reduced wear rates by 5x in fluid pump components, providing simultaneous extreme wear resistance and corrosion protection.
For engineers specifying coatings in high-temperature, abrasion-heavy, or chemically aggressive environments, that combination is rarely achievable through any other single treatment.
When Standard Coatings Aren't Enough: The Industrial Advantage of Diffusion Coatings
In low-to-moderate corrosion environments—commercial construction, consumer products—barrier and sacrificial coatings perform adequately. But in petrochemical processing, oil drilling, mining, and high-temperature manufacturing, the combination of abrasive wear, chemical attack, and thermal cycling degrades surface coatings rapidly. The result: frequent recoating cycles, unplanned shutdowns, and component replacement.
The Chemical Vapor Deposition (CVD) Mechanism
At elevated temperatures, metal-bearing compounds diffuse into the steel surface, reacting to form a dense intermetallic layer. The result isn't a coating sitting on the steel but a transformed surface zone—eliminating the adhesion failures, delamination, and edge corrosion that plague surface-applied coatings.
Traditional coatings depend on mechanical or chemical adhesion at the coating-substrate interface — a boundary that remains vulnerable to separation under thermal stress, impact, or differential expansion. Diffusion coatings eliminate this failure point by creating a metallurgical gradient where coating atoms integrate directly into the steel lattice.
Dual Protection: The Key Differentiator
Diffusion coatings deliver simultaneous corrosion resistance AND wear resistance—a combination critical for components experiencing both chemical attack and mechanical abrasion. Surface coatings typically prioritize one or the other.
The hardness gap between diffusion coatings and conventional alternatives is significant:
| Coating/Material | Vickers Hardness (HV) | Maximum Service Temp |
|---|---|---|
| Untreated Carbon Steel | 200–300 HV | <400°C |
| Hard Chrome Plating | 940–1210 HV | 538°C |
| Fe2B Boride Layer | 1400–1750 HV | ~500°C |
| FeB Boride Layer | 2000–2300 HV | ~500°C |
| Aluminide (Fe-Al) | 400–600 HV | 1000°C |
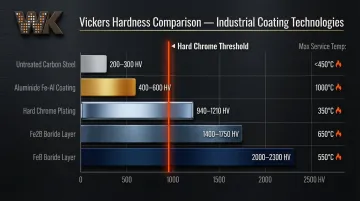
Boronized surfaces exceed tungsten carbide cutting tools in hardness, making them ideal for slurry pumps, valve seats, and drill components where abrasive particles would rapidly destroy conventional hard chrome or ceramic coatings.
Industrial Performance Advantage
Diffusion coatings are engineered for environments where surface treatments fail, including:
- Slurry handling (mining, dredging)
- High-pressure steam systems
- Acidic and caustic media
- High-temperature oxidation environments
For engineers specifying components in these conditions, the coating process itself becomes a design decision — not an afterthought.
VaporKote specializes in industrial diffusion coatings using precisely formulated on-site powder mixes for aluminizing and boronizing. On-site powder formulation allows coating composition to be tuned to specific operating environments, base metal composition, and performance requirements — a level of customization unavailable from facilities using fixed commercial formulations. The CVD process produces an intermetallic compound at the steel surface—not a surface layer—and VaporKoted parts are engineered to meet ASTM, ASME, SAE, and API codes and practices for industries where certification matters.
VaporKote's industrial furnaces process large components up to 68 inches in diameter, accommodating heat exchanger tubes, pump casings, and pressure vessel internals that exceed the capacity of most coating facilities.
How to Choose the Right Steel Coating for Your Environment
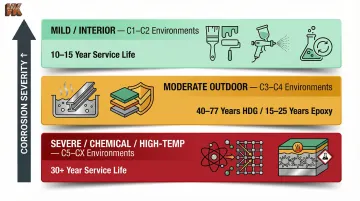
Environment-Based Selection Framework
Mild/Interior Environments (C1-C2): Paint, powder coat, or conversion + topcoat systems are cost-effective and sufficient. Minimal chemical exposure and controlled humidity allow basic barrier coatings to achieve 10-15 year service life with proper surface preparation.
Moderate Outdoor/Industrial (C3-C4): Galvanizing or epoxy-based systems with proper surface prep (SSPC-SP10 near-white blast). HDG provides 40-77 years to first maintenance in C3 conditions. Multi-coat epoxy systems (200-300 µm DFT) with UV-stable topcoats deliver 15-25 year durability.
Severe/Chemical/High-Temperature Industrial (C5-CX): Diffusion coatings or TSZ duplex systems for components that cannot afford surface coating failure. Standard barriers require recoating every 7-12 years in these environments, while diffusion coatings extend component life well beyond surface-applied alternatives.
Wear Load and Thermal Exposure Criteria
Beyond environment, two criteria drive coating selection:
High-Wear Components: Pump impellers, valve seats, drill components, and conveyor parts subject to abrasion, particle impingement, or friction demand coatings that harden the surface, not just seal it. Boronizing provides 2000-2300 HV surface hardness, preventing the gouging and erosion that destroy barrier coatings within months.
High-Temperature Applications: Furnace parts, heat exchangers, and exhaust systems must retain protective properties under thermal cycling where organic coatings fail. Aluminizing protects steel to 1000°C by forming a stable alumina scale, while premium epoxies begin degrading above 150-200°C.
Lifecycle Cost vs. Upfront Cost
The lowest-cost coating at application is rarely the lowest-cost solution over the component's service life.
Conceptual calculation framework:
Total Cost = Initial Coating Cost + (Recoating Cost × Frequency) + Downtime Cost + Labor
Global corrosion costs reach $2.5 trillion annually (3.4% of global GDP), yet studies indicate 15-35% is preventable through proper coating selection and corrosion management.
Consider a pipeline requiring recoating every 10 years at $200,000 per event plus $500,000 in downtime costs. Switching to a diffusion-coated system with a 30+ year service life eliminates $2.1 million in lifecycle expenses.
Regulatory Compliance Considerations
Lifecycle cost calculations don't account for one additional risk: specification rejection. For regulated industries—petrochemical, aerospace, oil and gas—coating selection must satisfy engineering codes (ASTM, ASME, API). Working with a provider that adheres to these standards ensures coatings pass third-party inspection and meet asset owner specifications, avoiding costly project delays.
VaporKote certifies diffusion coatings against ASTM, ASME, and API standards, providing metallurgical analysis reports and full traceability documentation—the paperwork petrochemical and aerospace clients need to satisfy third-party inspectors and engineering sign-off.
The Business Case for Getting Coating Selection Right
Corrosion drives equipment replacement schedules, unplanned shutdowns, and in some cases, safety incidents. The industrial sector bears 57.7% of the $2.5 trillion global corrosion burden—$1.45 trillion annually—making coating specification a critical financial imperative rather than a maintenance expense.
Selecting the right coating the first time is an investment in operational continuity. A proper epoxy system for a pipeline and a diffusion coating for a high-wear valve serve fundamentally different purposes—and substituting one for the other has consequences. The wrong specification leads to:
- Recoating every few years instead of every decade-plus
- Downtime for re-application during critical production cycles
- Component failure risk that compounds with each deferred correction
VaporKote's customers report savings of hundreds of thousands of dollars annually in maintenance costs through extended equipment life and prevented failures. Components like boronized pump impellers and aluminized heat exchanger tubes consistently outlast surface-treated alternatives, eliminating the compounding costs of unplanned replacements, emergency repairs, and production interruptions.
Frequently Asked Questions
What is the coating on steel?
A steel coating is a protective or functional layer applied to the steel surface to shield it from corrosion, wear, and environmental damage. Coatings range from surface-applied paints and zinc layers to metallurgically bonded diffusion coatings depending on the application's demands.
What is the best coating for steel?
The best coating depends on operating environment and performance demands. Galvanizing and epoxy suit general industrial use, while diffusion coatings (boronizing and aluminizing) are optimal for extreme wear, chemical exposure, or high-temperature environments where surface-applied coatings would fail prematurely.
What are the 4 types of coatings?
The four primary categories are barrier coatings (paint, epoxy, powder coating), sacrificial/metallic coatings (galvanizing, electroplating), conversion coatings (phosphate, chromate), and diffusion coatings (aluminizing, boronizing). Each protects steel through a distinct mechanism: physical barrier, sacrificial corrosion, surface conversion, or metallurgical integration.
How long do steel coatings last?
Service life varies by coating type and environment. Paint systems may need maintenance every 7–15 years, galvanizing lasts 25–50+ years in atmospheric conditions, and diffusion coatings bonded into the steel's structure outlast surface-applied alternatives in harsh industrial service.
What industries require the most corrosion-resistant steel coatings?
Petrochemical processing, oil drilling and refining, mining, aerospace, and pulp and paper demand the highest corrosion resistance. These industries combine chemical attack, abrasive wear, and thermal stress — conditions where basic coatings fail and advanced diffusion or thermal spray solutions are required.