Introduction
When a critical pump impeller in a petrochemical refinery fails after just six months instead of its projected three-year lifespan, the consequences cascade rapidly. Production halts. Emergency replacement parts are expedited at premium cost. Maintenance crews work overtime. Revenue evaporates. This scenario repeats across industrial sectors daily, driven by a single root cause: surface failure.
Corrosion alone costs the global economy $2.5 trillion annually—representing 3.4% of global GDP. In the United States, metallic corrosion accounts for $276 billion in annual losses, with the Department of Defense spending over $20 billion yearly on corrosion-related maintenance.
For manufacturing, oil and gas, mining, and aerospace operations, equipment degradation from corrosion, wear, and adhesion breakdown translates directly to unplanned downtime, accelerated replacement cycles, and losses that compound with every hour offline.
Yet not all surface treatments deliver equal protection. Specifying the wrong method for a given material, operating environment, or performance requirement doesn't just waste capital—it accelerates the very degradation it was meant to prevent. Common failure modes include:
- Thermal spray coatings delaminating under thermal cycling when substrate prep is skipped
- Electroplated layers cracking under mechanical stress
- Diffusion coatings failing to bond on incompatible alloys
This guide gives you a direct framework for decision-making. You'll learn how to match surface treatment methods to real-world industrial demands, avoid costly specification errors, and identify which approaches extend component life by years rather than months.
Key Takeaways
- Surface treatment changes surface properties—hardness, corrosion resistance, wear—without altering the underlying bulk material
- The right method depends on base material, operating environment, component geometry, and total lifecycle cost
- Four major categories exist: mechanical/abrasive, chemical/electrochemical, thermal/diffusion, and applied coatings—each with distinct performance trade-offs
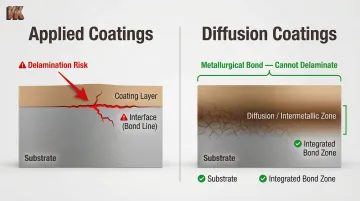
- Diffusion coatings like boronizing and aluminizing form metallurgical bonds, eliminating the delamination risk of deposited coatings
- Correct selection cuts maintenance costs, extends equipment life, and reduces unplanned downtime
What is Surface Treatment?
Surface treatment encompasses any physical, chemical, or thermal process that modifies the outermost layer of a material—typically metal—to achieve specific functional properties without altering the core substrate. Unlike upgrading to exotic alloys throughout an entire component, surface treatment extends service life and improves performance where it matters most: at the interface between the component and its operating environment.
The distinction matters. Replacing carbon steel with stainless steel throughout a large pump housing might cost $15,000 and add unnecessary weight. Applying a diffusion coating to the wear surfaces of the carbon steel housing might cost $2,500 and deliver superior performance in the specific failure zones.
Surface treatments deliver measurable outcomes:
- Enhanced corrosion resistance — protecting against oxidation, chemical attack, and galvanic degradation
- Increased surface hardness — resisting abrasive wear, erosion, and mechanical deformation
- Improved adhesion — preparing surfaces for bonding, painting, or secondary coating operations
- Wear protection — extending component life in high-friction or high-velocity environments
- Contamination removal — eliminating oils, oxides, and residues that compromise performance
Benefits of Surface Treatment for Industrial Operations
For petrochemical plants, oil drilling operations, mining facilities, and aerospace manufacturers, surface treatment directly impacts equipment reliability. A heat exchanger tube that corrodes prematurely contaminates process streams, reduces thermal efficiency, and risks catastrophic failure.
A downhole drilling component that wears through its protective layer introduces metal particles into production fluids—requiring costly fishing operations to retrieve the component before drilling can resume.
Core operational benefits include:
- Extended component lifespan — components lasting 3-5x longer than untreated equivalents
- Reduced replacement frequency — fewer emergency shutdowns and expedited part orders
- Minimized unplanned downtime — predictable maintenance windows instead of crisis response
- Lower maintenance costs — hundreds of thousands of dollars saved annually on repetitive repairs
- Standard materials in extreme environments — carbon steel performing like specialty alloys at a fraction of the cost
Surface treatment also enables compliance with engineering standards—ASTM, ASME, and API—without overspecifying base materials. That's what makes method selection critical: the right treatment determines whether a standard component meets the performance threshold or falls short of it.
Common Surface Treatment Methods
Surface treatment methods fall into four broad categories, each serving different performance needs and application contexts. Understanding these categories prevents the common error of applying a familiar method simply because it's available, rather than selecting the optimal approach for the specific failure mode you're addressing.
Mechanical and Abrasive Methods
Mechanical methods physically reshape or clean surfaces by removing material or inducing compressive stress. Common approaches include:
- Abrasive blasting (sandblasting) — propelling abrasive media at high velocity to remove mill scale, rust, and contaminants
- Grinding and polishing — progressively finer abrasives creating smooth, dimensionally precise surfaces
- Shot peening — bombarding surfaces with spherical media to induce beneficial compressive residual stress
These methods excel at surface preparation before coating application and can improve fatigue resistance through controlled stress induction. That said, each comes with real tradeoffs. Abrasive blasting to white metal (SSPC-SP 10) removes visible contamination but doesn't eliminate soluble salts like chlorides, which draw moisture through applied coatings and cause premature failure. Grinding under abusive conditions creates heat-affected zones that induce tensile stress, compromising fatigue life. Consumable costs, recontamination risks, and high maintenance requirements constrain these methods.

Chemical and Electrochemical Methods
Chemical and electrochemical treatments alter surface chemistry through controlled reactions or electrical processes:
- Chemical etching — controlled dissolution creating specific surface textures or removing contaminants
- Anodizing — electrochemical process forming oxide layers on aluminum and titanium alloys
- Electroplating — depositing metal layers (chrome, nickel, zinc) through electrical current
- Electroless plating — chemical deposition without electrical current, coating complex geometries uniformly
- Phosphate conversion coatings — chemical reaction forming crystalline phosphate layers that improve paint adhesion and provide mild corrosion resistance
- Vapor degreasing — solvent-based cleaning removing oils and greases before bonding or coating
Electroplating and anodizing can provide effective corrosion and wear resistance for specific applications. The infrastructure required — tanks, power supplies, and wastewater treatment systems — represents significant capital investment. EPA regulations 40 CFR Parts 433 and 413 impose strict effluent limitations, requiring expensive pretreatment for cyanide destruction, hexavalent chromium reduction, and hazardous sludge disposal. These compliance costs add substantially to total cost of ownership.
Thermal and Diffusion Coatings
Diffusion coating processes — including boronizing, aluminizing, carburizing, and nitriding — drive elemental atoms into the metal substrate through heat, forming an intermetallic compound at the surface. Unlike deposited coatings, the result is a converted surface zone that becomes an integral part of the base metal. Because diffusion creates a metallurgical bond through atomic-level integration, the coating cannot delaminate or peel — eliminating the primary failure mode of deposited coatings under thermal cycling, mechanical shock, or abrasive conditions.
Boronizing creates a single-phase Fe₂B layer with hardness of 1800-2000 HV, while aluminizing forms protective Al₂O₃ layers that resist oxidation at temperatures up to 1150°C. For components exposed to extreme wear, high temperatures, and corrosive chemicals in oil and gas, mining, and petrochemical environments, diffusion coatings consistently outperform conventional surface treatments and more costly untreated base materials.
VaporKote's CVD boronizing and aluminizing processes achieve 1500 Knoop surface hardness (RC75+ equivalency), which exceeds the hardness of tungsten carbide cutting tools. That performance level allows standard carbon steel components to outlast exotic alloys in demanding applications — often at a fraction of the replacement cost.
Applied Coating Methods
Applied coatings deposit a distinct material layer onto the substrate surface:
- Thermal spraying (HVOF, plasma spray) — propelling molten or semi-molten particles at high velocity
- Powder coating — electrostatically applied polymer powder cured under heat
- E-coating/electrocoating — electrically deposited paint providing uniform coverage
- Painting — liquid coatings applied by brush, spray, or dip
- PVD/CVD coatings — vacuum deposition of thin, hard ceramic layers
Applied coatings offer broad material versatility, aesthetic finishing options, and color-coding capabilities. The tradeoff is adhesion: applied coatings rely on mechanical interlocking or physical bonding rather than metallurgical integration, making them susceptible to delamination when substrate preparation is inadequate or when thermal and mechanical stress exceeds adhesion strength. Durability under abrasive or high-temperature conditions varies widely depending on coating composition and application quality.
How to Choose the Right Surface Treatment Method
The optimal surface treatment isn't the most technically advanced or widely marketed option—it's the method that aligns with your specific material, environment, geometry, and business objectives. Selecting based on familiarity or lowest upfront cost routinely leads to premature failure and higher lifecycle costs.
Material Type and Compatibility
Base material composition directly constrains which treatments are chemically and thermally viable. Anodizing applies exclusively to aluminum, titanium, and magnesium alloys—attempting to anodize steel accomplishes nothing. Carburizing requires sufficient iron content to form iron carbides.
Some stainless steels lose corrosion resistance if heated into temperature ranges required for certain diffusion processes.
Material compatibility determines whether the treatment will bond durably. A mismatch accelerates failure rather than preventing it, voiding your investment. Before specifying any surface treatment, confirm that the process chemistry and thermal profile are compatible with your substrate alloy. If processing cobalt-based superalloy components, verify that the treatment provider has documented experience with that material family and can demonstrate successful metallurgical bonding.
Operating Environment and Exposure Conditions
Components operating in corrosive media—sulfuric acid, saltwater, H₂S environments—require treatments that specifically address corrosion mechanisms. High-temperature applications demand oxidation resistance and dimensional stability through thermal cycling. Abrasive slurries require extreme surface hardness. Cyclic mechanical loads benefit from compressive residual stress.
Mismatch between treatment and environment is a leading cause of premature component failure. A coating optimized for corrosion resistance may offer inadequate wear protection in an abrasive slurry. A wear-resistant coating may lack the oxidation resistance needed at elevated temperatures. Industry data shows that implementing available corrosion control practices could yield global savings of $375-875 billion annually—demonstrating the massive cost of inadequate surface protection.
Define the specific failure mode you're addressing: corrosion, oxidation, erosion, abrasion, galling, or fatigue. Then select a treatment proven effective against that mechanism in similar operating conditions.
Desired Surface Properties
Clarity on required outcomes—surface hardness, corrosion resistance, wear resistance, adhesion, conductivity, or dimensional tolerance—directly determines the method category.
Extreme hardness requirements (1500+ HV) favor diffusion coatings like boronizing or hard PVD/CVD layers. Adhesion preparation for subsequent bonding or painting favors plasma treatment or chemical etching. Corrosion resistance in marine environments might require zinc-rich coatings or aluminizing. Each outcome maps to specific processes with measurable performance metrics.
Relevant KPIs include:
- Knoop or Vickers microhardness — for wear resistance validation
- Salt spray hours (ASTM B117) — though this test shows only 0.11 correlation to real-world marine exposure and should not be used as a standalone metric
- Coating adhesion pull-off strength — for deposited coatings
- Friction coefficient — for tribological applications
- Oxidation rate at operating temperature — for high-temperature service

Specify measurable acceptance criteria tied to your application requirements, not generic test results. Once performance targets are defined, physical constraints become the next filter.
Component Geometry and Size
Part size, complexity, and internal features affect whether a treatment can achieve uniform coverage. Line-of-sight methods like thermal spray cannot coat deep bores, internal passages, or recessed areas. Electrochemical methods and diffusion processes can penetrate complex geometries, coating all exposed surfaces uniformly.
Processing capability matters for large industrial components. Some facilities impose size limits on furnace dimensions, tank capacities, or blast cabinet openings. If you're treating a 60-inch diameter heat exchanger tube bundle, confirm that your provider can physically accommodate the component. VaporKote's large-capacity furnaces process components up to 68 inches in diameter, enabling diffusion coating of industrial parts that exceed what most conventional facilities can handle.
Process Integration and Throughput
Some treatments—batch furnace processes, electroplating lines—have significant setup and cycle time requirements. Others—laser cleaning, vapor degreasing—integrate more readily into continuous manufacturing lines. If you're coating thousands of small fasteners weekly, batch processing efficiency and turnaround time become critical factors.
Three factors drive the integration decision:
- Lead time — from component receipt to delivery
- Throughput capacity — parts per day or week
- Repeatability — whether the treatment can be validated and reproduced to engineering specifications across production runs
For high-volume production, evaluate whether the provider has sufficient capacity to meet your demand without becoming a bottleneck. For critical low-volume components, prioritize providers who can deliver consistent quality and comprehensive metallurgical analysis with each batch.
Total Cost of Ownership vs. Upfront Cost
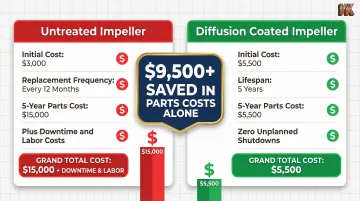
Selecting a treatment based solely on lowest application cost generates higher long-term maintenance, replacement, and downtime costs. A $500 coating that fails in 18 months is not cheaper than a $2,000 coating that runs five years—it's more expensive.
Consider this comparison: An untreated pump impeller costs $3,000 and requires replacement every 12 months due to erosion, generating $15,000 in parts costs alone over five years—plus labor, downtime, and expedited shipping during failures. The same impeller with a diffusion coating costs $5,500 initially but lasts five years, saving $9,500 in parts costs and eliminating four unplanned shutdowns.
Total cost of ownership includes:
- Initial coating application cost
- Expected service life before replacement or recoating
- Maintenance frequency and cost
- Downtime cost per failure event
- Emergency replacement and expediting premiums
- Secondary damage from component failure (contamination, collateral equipment damage)
When these factors are quantified, the lifecycle math consistently favors the higher-performing treatment—even when its upfront cost is two to three times greater.
How VaporKote Can Help
VaporKote specializes in diffusion coating technologies—boronizing and aluminizing—with over 37 years of experience protecting industrial components across petrochemical, oil and gas, mining, aerospace, and heat exchanger manufacturing sectors. The company adheres to ASTM, ASME, SAE, and API engineering standards, providing metallurgical analysis and certification to confirm treated components meet industry specifications.
Key differentiators that make VaporKote the right partner for demanding industrial applications:
- On-site powder formulation — VaporKote formulates powder mixes on-site to ensure coatings are precisely tuned to each component's unique requirements, rather than applying standardized formulations
- Extreme surface hardness — Chemical vapor deposition achieves RC75+ equivalency surface hardness (1500 Knoop), harder than tungsten carbide, through formation of an intermetallic compound integral to the base metal
- Large component capacity — Purpose-built furnaces accommodate components up to 68 inches in diameter, accommodating oversized industrial parts that exceed most facilities' capabilities
- Proven cost savings — VaporKoted parts consistently outperform other surface treatments and more costly untreated materials, saving clients hundreds of thousands of dollars annually in maintenance costs
- End-to-end service — VaporKote handles engineering consultation, coating application, and post-process certification, with the flexibility to customize for unique application requirements

Erosion in downhole equipment, high-temperature oxidation in petrochemical reactors, abrasive wear in mining slurries — these are the failure modes VaporKote's diffusion coatings are built to stop. Because the coating forms an intermetallic compound integral to the base metal, there's no bond layer to fail and no delamination risk common with deposited coatings.
Conclusion
Selecting the right surface treatment is simultaneously a technical and business decision. The method must match the base material, align with the operating environment, deliver the required performance properties, and optimize total cost over the service horizon—not just minimize the purchase order price.
The most effective treatments become inseparable from how your components perform in service. They reduce failure rates, extend equipment life, and cut unplanned downtime — turning what was a maintenance liability into a predictable, reliable asset.
That reliability depends on treating selection as an ongoing process, not a one-time decision. Operating conditions change, materials evolve, and newer technologies — such as advanced diffusion coatings — continue to raise the performance ceiling. Periodically reassessing your current approach ensures you're not leaving protection or cost savings on the table.
For industrial applications where component failure carries serious operational or safety consequences, working with an experienced diffusion coating specialist like VaporKote can shorten that evaluation process considerably. With over 37 years applying boronizing and aluminizing processes across manufacturing, petrochemical, aerospace, and oil production environments, VaporKote brings the technical depth to match the right coating to your specific material and service conditions.
Frequently Asked Questions
What do you mean by surface treatment?
Surface treatment refers to any physical, chemical, or thermal process applied to the outermost layer of a material to modify its properties—such as hardness, corrosion resistance, or adhesion—without changing the core substrate. It's a cost-effective method of extending component life and improving performance where it matters most.
What are the types of surface treatment?
Surface treatments fall into four main categories: mechanical/abrasive methods (sandblasting, grinding, shot peening), chemical/electrochemical processes (etching, anodizing, electroplating), thermal/diffusion treatments (boronizing, aluminizing, nitriding, carburizing), and applied coatings (thermal spray, powder coating, PVD/CVD). Each category suits different performance requirements and operating environments.
How does surface treatment work?
Each method alters the molecular or microstructural properties of the surface layer through mechanical action, chemical reaction, heat diffusion, or material deposition. Mechanical methods induce compressive stress, chemical processes form protective compounds, diffusion treatments create metallurgical bonds, and applied coatings add protective layers.
What is the difference between surface treatment and surface coating?
Surface coatings deposit a new material layer on top of the substrate and can delaminate under stress. Surface treatments modify the existing surface layer directly. Diffusion treatments like boronizing create an intermetallic zone that is metallurgically bonded to the base metal and cannot peel or separate.
Which surface treatment is best for corrosion and wear resistance?
For extreme corrosion and wear environments, diffusion coatings such as boronizing and aluminizing are among the highest-performing options — they form a hard, integrated surface layer with metallurgical bonding. The right choice depends on your base material, operating temperature, and chemical exposure; a coating specialist can help you match treatment to application.
What industries rely most on surface treatment?
Petrochemical, oil and gas, mining, aerospace, agriculture, heat exchanger manufacturing, and automotive industries rely heavily on surface treatment. These sectors expose equipment to corrosion, abrasion, high temperatures, and chemical attack that demand engineered surface protection to prevent premature failure and costly downtime.