Boronizing — a thermochemical diffusion process that forms a hard iron boride layer on metal surfaces — addresses both corrosion and high-temperature oxidation simultaneously. Most conventional surface treatments handle one or the other. Boronizing handles both, while also delivering wear resistance that outlasts nearly every competing option.
This article covers how boronizing works, the science behind its protective properties, the different types of boron coatings available, which industries depend on them, and how they stack up against alternatives like hard chrome plating and nitriding.
Key Takeaways
- Boronizing is a diffusion process that forms a metallurgically bonded iron boride layer, delivering hardness exceeding 1,400–2,100 HV depending on phase
- The boride layer resists acid and brine corrosion: API X52 steel treated by boronizing dropped from 5.885 mm/year to 0.2514 mm/year in 1M HCl
- At elevated temperatures, boronized steel demonstrates up to fivefold better oxidation resistance than uncoated steel
- Four main boron coating types exist: diffusion boronizing, nickel-boron plating, hexagonal boron nitride (hBN), and boron carbide (B₄C)
- Boronized surfaces reach 1,600–2,000 HV, far exceeding nitriding (650–900 HV) and hard chrome plating — without hexavalent chromium compliance concerns
What Is Boronizing and How Does It Create a Protective Layer?
Boronizing is a thermochemical diffusion process in which boron atoms are driven into the surface of a metal substrate at elevated temperatures, forming iron boride compounds that are metallurgically bonded (not deposited) to the base metal. Unlike surface coatings, the boride zone is integral to the substrate — it does not sit on top or peel away under load.
The Diffusion Mechanism
In pack boronizing, the substrate is packed in a boron-rich powder mixture and processed at temperatures between 800–1,050°C for 2–16 hours. Boron atoms diffuse into the metal lattice, reacting with iron to form a boride zone at the surface. Gas-phase and CVD-based methods follow the same diffusion principle using gaseous boron precursors instead of a solid pack.
The same boronizing temperature and duration produces different layer characteristics on carbon steel versus stainless steel or nickel alloy — which is why VaporKote formulates its powder mixes on-site, tuning each batch to the specific substrate and application requirements.
The Resulting Microstructure
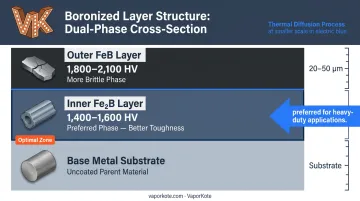
A properly boronized ferrous component develops a dual-phase structure:
- Outer FeB layer — hardness 1,800–2,100 HV, but more brittle
- Inner Fe₂B layer — hardness 1,400–1,600 HV, better toughness and adhesion
The Fe₂B layer is the preferred phase for most industrial applications. Dual FeB/Fe₂B layers can be crack-prone under impact or cyclic loading, so processes targeting a single Fe₂B phase offer better reliability in most heavy-duty applications.
Layer thickness depends on alloy and duty:
- 15–20 µm for adhesive wear protection
- 50–250 µm for abrasive wear and erosion-corrosion in low-carbon/low-alloy steels
- 25–76 µm for high-alloy steels
Compatible Substrates
Boronizing works on a broad range of metals, including:
- Carbon steels and alloy steels
- Tool steels and stainless steels
- Nickel-based alloys
- Titanium alloys
Copper is not compatible. It blocks boron absorption and cannot form boride compounds through this process.
How Boron Coatings Prevent Corrosion
The corrosion resistance of a boronized surface comes from two things working together: the chemical inertness of the iron boride crystal structure, and the physical density of the layer that limits ion transport to the base metal.
The Chemical Barrier
Iron boride offers few reactive sites for electrochemical attack. In dilute acid, brine, and many alkaline environments, the boride structure resists the oxidation-reduction reactions that drive corrosion in uncoated steel.
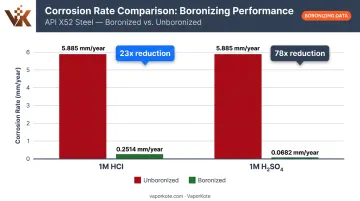
Research on boronized API X52 steel quantifies this directly:
| Environment | Unboronized Rate | Boronized Rate | Improvement |
|---|---|---|---|
| 1M HCl | 5.885 mm/year | 0.2514 mm/year | ~23x reduction |
| 1M H₂SO₄ | — | 0.0682 mm/year | ~78x reduction |
In aggressive acid service, those reductions translate directly into years of additional service life — and far fewer unplanned replacements.
No Coating Interface to Undercut
Unlike electroplated or thermally sprayed coatings, the boride layer has no coating-to-substrate interface. There's no boundary where moisture or ions can penetrate beneath the surface and initiate galvanic corrosion.
This makes boronized components especially effective where abrasion and corrosion occur together — slurry pumps, drill components, valve seats — where softer or deposited coatings get mechanically breached and then corrode from underneath.
That same diffusion barrier extends beyond the interface: a compact Fe₂B-rich layer has very low porosity, which limits migration of corrosive species toward the base metal. Porous coatings — electroplated chrome, certain thermal spray layers — can actually accelerate substrate corrosion through galvanic effects at pore sites.
Hardness Sustains the Barrier
In corrosive-abrasive environments, the protection is only as good as the layer that remains intact. A boride layer at 1,600–2,000 HV doesn't wear through the way a softer coating would. Research on boronized 17-4PH fluid pump components showed wear rate drop from 16.4 × 10⁻⁵ to 3.3 × 10⁻⁵ mm³/Nm — roughly a fivefold reduction — confirming that the hardness sustains the corrosion barrier in demanding corrosive-abrasive conditions.
One limitation worth noting: boronized steel may show reduced corrosion resistance in strongly oxidizing acids. If your application involves concentrated oxidizing acids or very high-pH caustic solutions, consult with a boronizing specialist about substrate selection or supplementary treatments before committing to the process.
How Boron Coatings Resist High-Temperature Oxidation
Aqueous corrosion and high-temperature oxidation are different failure modes. Above roughly 400°C, the electrochemical mechanisms that drive wet corrosion give way to direct reaction between metal surfaces and oxygen or combustion gases. Furnace components, heat exchanger internals, petrochemical reactor parts, and aerospace hardware face this mode of attack constantly.
What Happens at Temperature
When a boronized surface is exposed to a high-temperature oxidizing atmosphere, the boride surface reacts to form a protective oxide scale that slows further oxygen diffusion to the metal beneath. This scale acts as a diffusion barrier: oxygen transport to the base metal slows, and degradation of the underlying structure drops sharply.
Research on ultrathin hexagonal boron nitride (hBN) films demonstrates oxygen impermeability up to 1,500°C in air. While hBN is a distinct coating type from diffusion-boronized iron boride, the underlying principle — boron-containing compounds forming highly stable oxygen barriers — applies across the boron coating family.
Measured Oxidation Benefit
Studies on boronized AISI 1018 low-carbon steel tested at 500–900°C in air report a fivefold improvement in oxidation resistance compared with unboronized steel. Separately, boronized stainless steel samples tested at 800°C showed lower weight gain than as-received samples, with oxide scales following parabolic growth kinetics — the thicker the scale grows, the slower subsequent oxidation proceeds.
One phase-control note for high-temperature applications: FeB can transform into Fe₂B during heat treatment at 950–1,100°C. Fe₂B is actually the preferred phase for most service environments, so this transformation is not a failure condition. It does, however, inform how boronizing parameters should be specified when parts will operate at the upper end of that temperature range.
Types of Boron Coatings Used in Industry
Four main boron coating types see industrial use, each suited to different substrates, temperature ranges, and failure modes. The table below maps the key variables.
| Coating Type | Hardness | Temp. Limit | Best Fit |
|---|---|---|---|
| Diffusion boronizing (pack/CVD) | 1,400–2,100 HV | ~800–1,000°C process; stable in service to ~950°C+ | Ferrous/nickel/titanium components needing combined wear + corrosion + oxidation protection |
| Nickel-boron (electroless Ni-B) | Lower; heat-treatable to nickel boride phases | Moderate | Complex geometries; electronics and engineering components where electroless deposition is preferred |
| Hexagonal boron nitride (hBN) | Ceramic barrier | Stable to 1,500°C in air (ultrathin films) | High-temperature oxidation barrier; thin-film applications on electronics and copper substrates |
| Boron carbide (B₄C) | 25–29 GPa | Stable to ~1,000°C | Extreme tribology; nuclear, semiconductor, and machining applications |
A few decision rules help narrow the choice quickly:
- Need the deepest combined wear + corrosion + oxidation protection on a ferrous or nickel alloy? Diffusion boronizing is the direct answer.
- Need oxygen impermeability at extreme temperatures on a substrate that can't tolerate the boronizing heat cycle? hBN is the applicable route.
- Copper substrates cannot be diffusion-boronized — hBN or electroless Ni-B are the only viable options.
- B₄C is better suited to extreme ceramic wear scenarios than standard industrial corrosion protection.

VaporKote specializes in diffusion boronizing: the process that provides simultaneous wear, corrosion, and oxidation resistance for heavy industrial components across ferrous, nickel, and titanium substrates.
Industries That Rely on Boron Coatings
The NACE IMPACT study estimated global corrosion cost at US$2.5 trillion annually, equal to 3.4% of global GDP. The industries below absorb a disproportionate share of that burden, and it's where boron coatings consistently prove their value on the components that matter most.
Oil & gas: Drill bits, valve seats, and pump impellers face corrosive/abrasive slurries, H₂S exposure, and high-pressure brine. Boronizing extends service life on components that are expensive to replace and even more expensive to fail unexpectedly. Baker Hughes Masoneilan OEM documentation specifically describes boronizing as the diffusion coating forming hard metal borides for control valve applications.
Petrochemical refining: Reactor internals and heat exchanger components operate under combined high-temperature oxidizing gases and acid condensates. The fivefold oxidation resistance improvement and lower weight gain at 800°C make boronizing a measurable advantage in this environment.
Mining: Crusher liners, auger flights, and slurry handling equipment face continuous combined abrasion and wet corrosion. The density of the boride layer keeps the corrosion barrier intact even as the surface takes mechanical punishment.
Aerospace: Turbine-adjacent components and fasteners require oxidation resistance at elevated temperatures without adding significant weight or thickness.
Pulp & paper: The chemical inertness of the boride layer is the key advantage here — digester components and press rolls encounter sulfur compounds and aggressive chemical corrosion in continuous service, where coatings that react or degrade quickly are a liability.
Heat exchanger manufacturing: Large tube sheets and shell components benefit from boronizing's corrosion resistance in aggressive process-side fluids.
Component size is a real constraint with some diffusion coating processes — furnace capacity limits what can be processed. VaporKote's equipment handles parts up to 68 inches in diameter, which removes a common bottleneck for large industrial OEM components in this segment.
Why Boronizing Outperforms Other Surface Treatments
Direct Performance Comparison
| Treatment | Surface Hardness | Combined Corrosion-Abrasion | High-Temp Performance |
|---|---|---|---|
| Diffusion boronizing | 1,600–2,000 HV | Excellent — metallurgical bond, no interface | Strong — stable boride phases to 950°C+ |
| Nitriding | 650–900 HV | Moderate — softer layer wears through faster | Limited above ~550°C |
| Hard chrome plating | ~900–1,000 HV | Fair — coating interface subject to undercutting | Limited |
| Carburizing | 700–900 HV | Moderate | Limited |
The hardness comparison against nitriding is particularly stark: boronized layers run at 1,600–2,000 HV versus nitriding's 650–900 HV — more than double. In environments where abrasion and corrosion occur together, that gap translates directly into service life.

The Regulatory Case Against Hard Chrome
Hard chrome plating produces hexavalent chromium (Cr[VI]) — a regulated carcinogen. OSHA's Cr(VI) standard sets an 8-hour TWA permissible exposure limit of 5 µg/m³, with significant compliance obligations for employers. The EPA's NESHAP regulations govern chromium electroplating emissions at the facility level. In the EU, chromium trioxide use in electroplating baths requires authorization under REACH.
Boronizing produces no hazardous air pollutants of this type — making it a compelling alternative on both regulatory and performance grounds.
Total Cost of Ownership
Boronizing's upfront process cost is comparable to or slightly higher than some alternatives. The business case sits in what happens over the component's service life. VaporKote's customers report savings of hundreds of thousands of dollars annually in maintenance costs from reduced replacement frequency. An independent pump study showed approximately a fivefold reduction in wear rate for boronized 17-4PH components — which maps directly to fewer replacements and less planned downtime.
Those results depend on the quality of processing behind them. VaporKote has delivered precision diffusion boronizing since 1987, with capabilities that include:
- On-site powder mix formulation tailored to each alloy
- Metallurgical analysis and certification of processed parts
- Adherence to ASTM, ASME, SAE, and API standards
- Furnace capacity for components up to 68 inches in diameter
For maintenance engineers managing capital equipment budgets, that combination of technical depth and processing scale matters when specifying a boronizing partner.
Frequently Asked Questions
What is boron coating used for?
Boron coatings — particularly diffusion boronizing — protect metal components from corrosion, oxidation, and abrasive wear in demanding industrial environments. Common applications include oil drilling tools, pump impellers, valve seats, heat exchanger components, and aerospace parts operating at elevated temperatures.
What is the best metal coating to prevent rust?
The right choice depends on the substrate, corrosive medium, and whether wear is also a factor. For ferrous metals in combined corrosion-abrasion service, diffusion boronizing is among the most effective options — it produces a metallurgically bonded layer that resists both chemical attack and mechanical wear simultaneously.
Are boron coatings (including boron nitride) corrosive?
Properly applied boron coatings are not corrosive — they are chemically inert and protect the substrate from corrosion. Iron boride and hBN are stable compounds distinct from elemental boron or reactive boron precursors used during processing. Once formed, the coating does not corrode or attack the base metal.
What metals can be boronized?
Carbon steels, alloy steels, tool steels, stainless steels, nickel-based alloys, and titanium alloys are all candidates for diffusion boronizing. Copper is not compatible, as it prevents boron absorption. High-alloy steels typically produce thinner layers (25–76 µm) than low-carbon steels under the same process conditions.
How does boronizing compare to hard chrome plating for corrosion resistance?
Boronizing produces a metallurgically bonded layer significantly harder than hard chrome, with no coating-to-substrate interface for corrosion to undercut. In combined corrosion-abrasion environments, boronized surfaces outperform chrome. Chrome plating also carries hexavalent chromium regulatory obligations under OSHA and EPA rules that boronizing avoids entirely.
How long does a boron coating last compared to untreated metal?
Boronized components outlast untreated or conventionally coated parts in corrosive-abrasive service: pump component studies show roughly fivefold wear rate reductions, and corrosion rate data shows 23–78x improvements in acid environments. Actual service life varies by substrate, operating conditions, and corrosive medium.