Why Steel Corrosion Failure Costs More Than Expected
Corrosion doesn't just rust steel — it stops production lines, forces emergency shutdowns, and creates safety hazards that cascade across entire operations. In oil & gas, mining, and petrochemical processing, a single corroded valve or pump component can trigger unplanned downtime worth far more than the part itself.
NACE's IMPACT study estimated global corrosion costs at $2.5 trillion annually — roughly 3.4% of global GDP. Researchers noted that 15–35% of those costs could be avoided through better corrosion-control practices.
The harder problem is that standard protective methods fail precisely when conditions get severe. Common approaches each hit a ceiling:
- Galvanizing depletes quickly under abrasion
- Chrome plating faces regulatory pressure and struggles at high temperatures
- Organic coatings break down above 300–400°F
When corrosion combines with mechanical wear, heat, or aggressive process fluids, most conventional methods leave steel components underprotected.
Boride coatings address this gap directly. As a diffusion-based treatment, boronizing converts the steel surface itself into a chemically stable, ultra-hard compound that resists both corrosion and wear simultaneously.
TL;DR: Key Takeaways
- Boride coatings (FeB/Fe₂B) diffuse boron directly into the steel surface, forming a permanently bonded intermetallic layer (not a surface deposit)
- The boride layer resists sulfuric acid, phosphoric acid, molten metals, and other aggressive media that rapidly attack bare steel
- Surface hardness reaches 1,400–2,000 HV, addressing corrosion and wear in a single treatment
- Compatible with carbon steels, alloy steels, tool steels, and cast irons across oil refining, petrochemical, mining, and aerospace applications
- VaporKote formulates on-site powder mixes and provides metallurgical certification, matching layer depth and composition to each component's service conditions
What Are Boride Coatings? The Science of Iron Borides
Two Phases, One Protective Layer
Boronizing — also called boriding — is a thermochemical diffusion process where boron atoms migrate into the steel substrate at elevated temperatures, forming a surface zone of iron boride intermetallic compounds. These aren't coatings applied on top of the steel; they're new phases that replace the outermost material.
A typical boride layer on steel consists of two distinct zones:
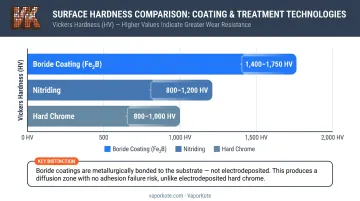
- FeB (iron monoboride) — the outermost zone, higher boron content, harder (2,000–2,300 HV), but more brittle
- Fe₂B (iron diboride) — the inner zone, slightly lower hardness (1,400–1,750 HV), better toughness, and stronger bonding to the steel substrate
The boundary between Fe₂B and the base steel commonly shows a characteristic sawtooth pattern — a result of boron diffusing faster along grain boundaries than through the bulk. This interlocking interface contributes to the layer's mechanical stability.
Why These Properties Matter
The boride layer's performance stems from the chemistry of iron borides themselves. Fe₂B exhibits a mixed covalent-metallic bonding character, with boron p and iron d orbital overlap creating strong, stable bonds. This is why the phases don't readily react with many corrosive media that dissolve ordinary iron.
Key physical properties at a glance:
| Property | Value |
|---|---|
| FeB hardness | 2,000–2,300 HV |
| Fe₂B hardness | 1,400–1,750 HV |
| Typical layer thickness | 25–100 microns |
| Thermal stability | Stable up to ~900°C (1,650°F) |
Compared to nitrided surfaces (typically 800–1,200 HV) or hard chrome (800–1,000 HV), boride layers are considerably harder — and unlike electrodeposited or applied coatings, they cannot peel, delaminate, or chip under mechanical load, thermal cycling, or vibration. The layer is the steel surface, not something sitting on top of it.
Dimensional growth from boronizing is typically under 25 microns — well within tolerance for most precision components, meaning parts can be treated without post-process re-machining in many applications.
How the Boronizing Process Works on Steel
Pack Diffusion: The Industrial Standard
The most widely used industrial method is pack diffusion boriding. Components are embedded in a boron-bearing powder mixture — typically containing a boron source (such as B₄C), an activator (such as KBF₄), and a diluent (such as SiC or Al₂O₃) — sealed in a container, and heat-treated in a furnace at temperatures between 800°C and 1,000°C for several hours.
Studies on AISI H13 tool steel, for example, document pack boriding at 800, 900, and 1,000°C for 2, 4, and 6 hours — with process parameters directly controlling final layer thickness and phase composition.
How the Layer Builds
Layer formation follows a defined sequence:
- Fe₂B forms first at the steel surface as boron initially reacts with iron
- As boron activity increases at the surface, FeB nucleates outward from the Fe₂B zone
- If boron supply decreases or treatment conditions shift, the outer FeB can convert back to Fe₂B
This means the final FeB/Fe₂B ratio is controllable — and in toughness-critical applications, process conditions can be tuned to favor a predominantly Fe₂B structure.
Other Boriding Methods
While pack diffusion dominates industrial use, other methods exist for specific applications:
- Paste boriding — suited for localized treatment or complex geometries
- Salt bath boriding — faster cycles, good for uniform layer on complex parts
- Gas boriding — precise atmosphere control
- Plasma boriding — lower temperatures, useful for heat-sensitive substrates
Higher alloy content — particularly chromium and manganese — slows boron diffusion and produces thinner layers on heavily alloyed steels. Process parameters must be adjusted based on substrate composition, not applied uniformly across all grades.
That substrate-specific tuning is where process expertise becomes the deciding factor. VaporKote formulates powder mixes on-site and uses CVD-based diffusion processes to tune boride coatings to each component's material and service requirements. Furnaces accommodate components up to 68 inches in diameter, and all work adheres to ASTM, ASME, SAE, and API standards for metallurgical analysis and certification.

How Boride Coatings Resist Corrosion: The Mechanism Explained
Why Iron Borides Don't Corrode Like Steel
Bare steel corrodes because iron atoms at the surface readily bond with oxygen, chlorine, sulfur, and other reactive species — forming soluble iron oxides, chlorides, and sulfides that dissolve away, exposing fresh metal. The process self-accelerates.
In boride phases, iron atoms are already strongly bonded to boron. They're not available to react with most corrosive agents. This thermodynamic stability is what gives boride layers their corrosion resistance: it's not a barrier coating that can be breached, but a chemically inert structure that resists attack at the atomic level.
Environments Where Boride Coatings Perform
Research documents useful corrosion protection in several aggressive media:
- Sulfuric acid — borided XC38 steel showed negligible mass loss in 1N H₂SO₄; borided H13 demonstrated improved behavior in H₂SO₄ for exposures up to ~100 hours
- Phosphoric acid — borided H13 showed measurable improvement in H₃PO₄ over comparable exposure periods
- Molten aluminum and zinc — boronized steels tested in molten aluminum at 630°C showed approximately a 3x reduction in corrosion rate compared to uncoated AISI H13
- Lead-free solder alloys — boride-coated steel samples demonstrated resistance when immersed in SAC309 solder for 40 days
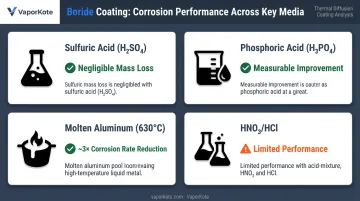
Important caveat: boride layers perform poorly in nitric acid environments — one study reported corrosion rates of 0.3 g/cm²/day in HNO₃. Hydrochloric acid results are mixed across studies. For HCl or HNO₃ environments, alternative coating technologies should be evaluated.
The Wear-Corrosion Combination
Where boride coatings hold a distinct advantage is in combined-attack environments. Many real industrial failures don't involve corrosion alone: slurry pumps, drill components, and process valves face abrasion and chemical attack at the same time, while most protective treatments are optimized for only one.
The boride layer's hardness addresses both at once. It resists the mechanical wear that strips conventional corrosion coatings, while the chemical stability of the iron boride phases maintains protection against process fluids. Because the layer is metallurgically bonded, it holds its integrity under pressure, impact, thermal cycling, and other demanding conditions common in oil drilling, mining, and processing equipment.
Industrial Applications: Where Boride Coatings Deliver Value
Highest-Impact Application Categories
| Component / Application | Primary Failure Mode Addressed |
|---|---|
| Pump wear rings, impellers, sleeves | Erosion-corrosion from abrasive slurries |
| Valve components in process fluids | Erosion and chemical attack from aggressive media |
| Drill bits and downhole tools | Abrasion, pressure, combined wear in drilling environments |
| High-temperature nozzles | Wear at elevated service temperatures |
| Agricultural implements | Soil abrasion and moisture-driven corrosion |
| Dies and forming tools | Adhesive wear, heat, surface fatigue |
VaporKote has applied boronizing and diffusion coating technologies for over 37 years across petrochemical, oil refining, mining, oil drilling, agriculture, aerospace, and pulp & paper industries. The pattern across those sectors is consistent: the components that fail soonest are the ones exposed to combined erosion and corrosion — exactly where boride coatings deliver the most measurable return.
The Economic Case
An unplanned shutdown in petrochemical processing or oil production can cost tens of thousands of dollars per hour in lost output, emergency labor, and expedited parts sourcing. A single corroded pump impeller that fails during operation may require not just part replacement, but line shutdown, fluid containment, and full system inspection.
Boronizing carries a process cost. In high-wear environments where a single failure triggers hours of downtime, that cost is typically recovered within the first avoided shutdown. Customers across VaporKote's served industries report fewer replacement cycles and longer intervals between maintenance events — outcomes that compound over the life of equipment running in abrasive or corrosive service.
Boride Coatings vs. Other Steel Corrosion Protection Methods
Direct Comparison
| Method | Hardness | Bond Type | Temperature Limit | Limitations |
|---|---|---|---|---|
| Boride coating | 1,400–2,000 HV | Metallurgical diffusion | High (>700°C stable) | Not for HCl/HNO₃; brittleness in impact |
| Hard chrome plating | 800–1,000 HV | Electrodeposited | Moderate | Hexavalent Cr regulations (REACH/EPA); delamination risk |
| Hot-dip galvanizing | Low | Sacrificial zinc | Low | Zinc depletes over time; fails under abrasion |
| Nitriding | 800–1,200 HV | Diffusion | Moderate | Less hard; limited in aggressive chemical environments |
| Organic/epoxy coatings | Very low | Adhesive bond | 300–400°F max | Fails under mechanical attack and elevated temperatures |
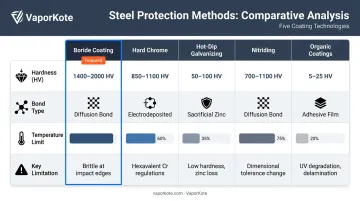
No single alternative combines what boride coatings deliver together: hardness above 1,400 HV, chemical inertness of the iron boride phases, a metallurgical bond that eliminates delamination risk, and stable performance well past the temperature ceiling of organic coatings.
Hard chrome comes closest on hardness, but electrodeposited chromium tops out around 1,000 HV — well below Fe₂B at 1,400–1,750 HV. It also carries a growing regulatory burden: hexavalent chromium electroplating is subject to EPA NESHAP regulations in the US and REACH authorization requirements in Europe — constraints that boride coatings don't face.
Practical Limitations to Know
Boride coatings aren't the right answer for everything. Situations where careful evaluation is needed:
- HCl and HNO₃ environments — iron boride phases are attacked; alternative chemistries should be considered
- Severe impact loading — the outer FeB zone is brittle; for impact-critical applications, providers can adjust process conditions to favor a predominantly Fe₂B structure with better toughness
- Heat-sensitive dimensional tolerances — process temperatures of 800–1,000°C require consideration for precision components, though dimensional changes are typically minimal
A qualified provider will assess component geometry, substrate composition, and service environment before treatment — and can adjust the layer structure to optimize toughness versus hardness for the specific application.
Frequently Asked Questions
How does boronizing improve steel's corrosion resistance?
Boronizing converts the steel surface into iron boride phases (FeB/Fe₂B), where iron atoms bond tightly to boron and become largely unreactive to corrosive media. Unlike bare steel — which forms soluble iron oxides and chlorides on exposure — these phases resist breakdown in many aggressive chemical environments.
What is the difference between FeB and Fe₂B in boride coatings?
FeB is the outer, boron-richer phase: harder (2,000–2,300 HV) but more brittle. Fe₂B is the inner phase with slightly lower hardness (1,400–1,750 HV), better toughness, and stronger bonding to the substrate — and the ratio between the two can be tuned through process conditions.
How do boride coatings compare to chrome plating for corrosion protection?
Boride coatings offer higher hardness, better performance at elevated temperatures, and no delamination risk — the layer diffuses into the substrate rather than sitting on top. Chrome plating also faces tightening regulatory constraints around hexavalent chromium under US EPA frameworks.
What types of steel are compatible with boronizing?
Carbon steels, alloy steels, tool steels, and cast irons all respond well to boronizing. Higher alloy content — particularly chromium and manganese — slows boride layer growth and requires adjusted process parameters. Nickel-based alloys can also be boronized, with phase composition controlling corrosion performance in those cases.
Are there corrosive environments where boride coatings are not effective?
Yes. Nitric acid is a documented limitation — studies report high corrosion rates in HNO₃ environments. Hydrochloric acid results are mixed. For these specific chemistries, alternative coating technologies should be evaluated rather than assuming boride protection will be sufficient.
How long do boride coatings last on steel components in service?
Service life depends on operating conditions, but research documents significant life extension in high-wear and molten metal environments — including approximately 3x reduction in corrosion rate in molten aluminum applications. Because the coating is metallurgically bonded, it does not deplete progressively like sacrificial zinc coatings.