The question engineers keep asking: is there a single surface treatment that genuinely extends component life without compromising dimensional integrity or base material properties?
Boride coatings — applied through a process called boronizing or boriding — come closer to answering that question than most alternatives. This article breaks down what boride coatings are, how they're made, what they can and can't do, and where they outperform competing surface treatments.
TL;DR: Key Takeaways
- Boronizing is a thermochemical diffusion process that converts a metal's surface into an ultra-hard boride layer while leaving core properties unchanged
- Surface hardness reaches 1400–2000+ HV depending on substrate and process — harder than nitrided or carburized surfaces, matching or exceeding cemented WC-Co hardness on select substrates
- Compatible with most ferrous steels, tool steels, stainless steels, and select nickel and cobalt alloys
- Delivers extreme wear resistance, low friction, acid corrosion resistance, and retained hardness at elevated temperatures
- Applications include oil & gas valves, pump components, stamping dies, agricultural equipment, and aerospace wear surfaces
What Are Boride Coatings?
During boronizing, boron atoms diffuse into the metal's surface lattice and chemically bond with the substrate, forming hard boron-metal compounds. The result is an integral surface layer — structurally part of the base metal rather than a deposited film.
The Two-Phase Structure
Two distinct iron boride phases form during the process:
- FeB (iron monoboride): The outer layer. Harder but more brittle, carrying tensile residual stress that makes it prone to cracking under impact loads
- Fe2B (iron diboride): The inner layer, bonded directly to the base metal. Slightly less hard, but tougher and under compressive residual stress
In most engineering applications, a single-phase Fe2B layer is preferred. The compressive stress state improves adhesion, reduces cracking risk, and provides a better balance of hardness and toughness for components under cyclic or impact loading.
How Hard Is It?
Hardness values depend on the substrate and process parameters. The table below shows representative hardness values across treatments:
| Material / Treatment | Hardness (HV) |
|---|---|
| AISI 8620 — boronized at 850°C, 2 hrs | 1650 HV |
| AISI 1045 — boronized | 1239–1839 HV |
| AISI 1045 — untreated | 205–225 HV |
| Hard chrome plating (bright condition) | ~850 HV minimum |
| Nitrided tool steel | ~1050 HV |
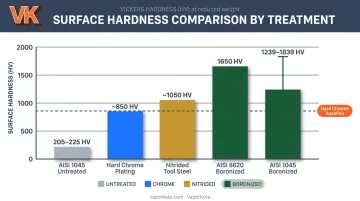
VaporKote's boronizing process achieves 1500 Knoop (RC75+ equivalency) — a hardness that exceeds tungsten carbide cutting tools.
Terminology Note
"Boriding" and "boronizing" describe the same process. Both terms appear throughout industry and academic literature, with regional preference for one over the other. The resulting surface layer is called a boride layer or boride coating.
How the Boronizing Process Works
Boronizing follows two stages: an initial surface reaction where boron contacts the metal and forms a thin, dense boride layer; followed by a diffusion stage where boron atoms migrate deeper into the metal lattice. Time and temperature control both the depth and uniformity of the final layer.
Pack and Paste Methods
Pack boronizing is the most widely used industrial method. Parts are embedded in a boron-containing powder mixture inside a sealed container and heated to between 840–1050°C for several hours. A typical commercial powder mix uses approximately 5% boron carbide as the boron donor, 5% potassium fluoroborate as an activator, and 90% silicon carbide as a diluent.
Paste boronizing applies the mixture directly to selected surface areas, useful for treating specific zones on complex components without immersing the entire part.
Salt Bath and Electrochemical Methods
Molten salt bath boronizing uses sodium tetraborate-based baths at elevated temperature. Electrochemical boriding deposits boron through an electrochemical cell, and the efficiency gains are substantial. Research from Argonne National Laboratory found that large-scale electrochemical boriding can achieve the same layer thickness in 15 minutes versus 8–12 hours for conventional methods, consuming 85% less energy.
CVD-Based Boronizing
In CVD-based boronizing, reactive boron-containing gases form an intermetallic compound directly at the metal surface through vapor-phase chemistry. This produces a dense, tightly adhered boride layer.
VaporKote uses CVD processes as the foundation of its boronizing service, formulating custom powder mixes on-site for each job. This allows the composition to be adjusted for specific substrate materials, component geometries, and operating requirements, enabling precision boronizing that meets ASTM, ASME, SAE, and API standards. Metallurgical analysis and certification of the diffusion coating are included as part of quality assurance.

Unlike applied coatings, a boride layer has no mechanical interface with the substrate. Boron diffuses into the metal's crystal structure and bonds at the atomic level — which is why boronized components don't chip, peel, or delaminate even under sustained impact or pressure cycling, where surface-applied coatings routinely fail.
Key Properties and Performance
Wear and Abrasion Resistance
The wear data is hard to ignore. Testing on boronized low-carbon steels using block-on-disc abrasive conditions showed 10.7–12.6× lower wear for AISI 1008 and 8.2–9× lower wear for AISI 1045 compared to untreated samples. Boronized AISI 8620 demonstrated abrasive wear resistance improvement of up to 500%.
The low coefficient of friction compounds this advantage. Fe2B layers on AISI 4340 measured CoF values of 0.04–0.06 under micro-wear conditions — significantly reducing adhesive wear and the risk of galling between mating surfaces.
Corrosion Resistance in Acidic Environments
Boride coatings offer meaningful protection against acid corrosion, which makes them particularly valuable in petrochemical and oil refining environments. API X52 steel boronized at 950°C for 4 hours produced a single-phase Fe2B layer averaging 140 microns. Corrosion rate in 1 M HCl dropped from 5.885 mm/year untreated to 0.2514 mm/year boronized. In 1 M H₂SO₄, the rate fell from 5.319 mm/year to just 0.0682 mm/year.
Boride coatings do not provide the same protection in alkaline or neutral chloride environments. Studies on boronized AISI 316L showed no corrosion resistance benefit in NaOH or 0.9% NaCl solutions — a factor to evaluate before specifying boronizing for those service conditions.
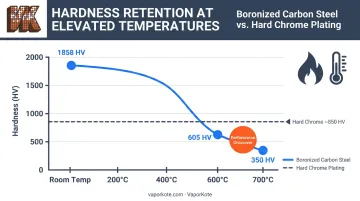
Hot Hardness Retention
Unlike carburized surfaces, which begin to soften at moderate temperatures, boride layers retain useful hardness at elevated temperatures. Measured values for a boronized carbon steel showed 1858 HV at room temperature, dropping to 605 HV at 600°C and 350 HV at 700°C. The 600°C hardness still exceeds hard chrome plating at room temperature, a clear advantage for components exposed to frictional heat or elevated process temperatures.
Reduced Maintenance Requirements
High hardness combined with low friction reduces the servicing demands on boronized components across demanding applications. For oil drilling, mining, and agricultural operations, this matters directly to uptime:
- Less frequent lubrication required due to reduced friction at contact surfaces
- Extended service intervals before component replacement or inspection
- Fewer unplanned stoppages triggered by surface wear or galling failures
- Lower total maintenance cost over the component's operating life
Which Materials Can (and Cannot) Be Boronized
Compatible Materials
Boronizing works effectively on a broad range of metals:
- Structural steels, case-hardened steels, tempered and tool steels (O1, A2, D2, S7)
- Stainless steels (including 316L, 304, 316)
- Cast steels, gray and ductile cast irons, sintered iron and steel products
- Nickel-based alloys and cobalt-based alloys
- Verified grades include 1018, 4140, and numerous tool steel families
Higher alloy content generally slows boron diffusion rate, so process parameters require adjustment for heavily alloyed substrates.
Incompatible Materials
Certain materials produce poor results or should be avoided:
- Aluminum- and silicon-bearing steels interfere with boride layer formation, producing poor results
- Leaded and resulfurized free-machining steels carry a high risk of case spalling and cracking
- High-alloy compositions with significant chromium or nickel content may not achieve full layer depth even with adjusted process parameters
Pre-Treatment Considerations
The boride layer provides extreme surface hardness, but the core retains its pre-existing mechanical properties. A component with a soft core will flex under high contact loads, potentially cracking the hard surface layer. Material selection and prior heat treatment should align with expected loading conditions — surface hardness alone doesn't substitute for appropriate core strength in high-impact applications.
Industry Applications
Oil, Gas, and Petrochemical
Valve components — gates, seats, balls, stems, and regulator valve trim — represent one of the most documented applications for boronizing. Baker Hughes reports that Masoneilan has used boronizing since the 1980s for control valve trim, citing approximately 10× lower material loss compared to carburized coatings in erosive service.
Pump components including impellers, wear rings, plungers, and cylinders also benefit from the combination of wear resistance and acid corrosion protection. VaporKote's furnaces handle components up to 68 inches in diameter, accommodating oversized valve bodies and pump housings common in this sector.
Manufacturing, Agriculture, and General Industry
Common applications in these sectors include:
- Stamping dies and tooling subject to repetitive abrasive contact
- Extrusion and injection molding components (augers, barrels, die surfaces)
- Agricultural equipment — combine cutters and crop handling components exposed to silica-laden abrasion
- Automotive diesel engine oil pumps and gears
High-cycle mechanical contact with abrasive media is the common thread — and it's where boronized surfaces consistently outlast untreated and conventionally hardened parts by the widest margin.
Aerospace
Aerospace applications demand extreme surface hardness without sacrificing dimensional stability. Boronizing suits several component types in this sector:
- Mechanical seals and structural wear surfaces requiring tight tolerances
- High-friction rotating parts where surface degradation affects performance
- Rotating machinery running at elevated temperatures, where retained hot hardness and low friction translate to measurable energy savings
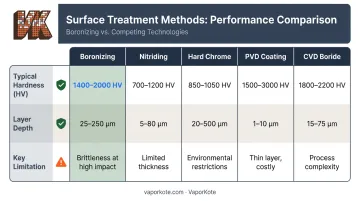
Boride Coatings vs. Other Surface Hardening Methods
| Method | Typical Hardness | Layer Type | Key Limitation |
|---|---|---|---|
| Boronizing | 1300–2000+ HV | Diffusion bond | Not all steels compatible |
| Nitriding | ~1050 HV | Diffusion | Requires alloy steels |
| Hard chrome plating | 600–850 HVN | Applied layer | Hex chrome regulations; delamination risk |
| PVD coatings | 1800–3000 HV | Applied thin film | 2–5 µm depth; limited for heavy wear |
| CVD/thermal diffusion boride | 50–250+ µm depth | Diffusion bond | Process time; material restrictions |
Against nitriding: Nitriding reaches approximately 1050 HV on suitable alloy steels and produces case depths of roughly 0.08–0.18 mm at typical treatment durations. Boronizing regularly exceeds that hardness value and retains it at temperatures where nitrided surfaces begin to soften.
Against hard chrome: Hard chrome raises serious environmental concerns — OSHA cites hexavalent chromium exposure during electroplating as a carcinogen with a strict permissible exposure limit of 5 µg/m³. Beyond the regulatory burden, chrome plating can delaminate under impact loads. Boronizing's metallurgical bond eliminates that failure mode.
Against PVD: PVD coatings achieve impressive hardness values but at thicknesses of 2–5 microns. That depth is sufficient for precision cutting tools under light loads. Industrial components facing sustained abrasive or impact wear need more — and a boronized layer delivers 25–250+ microns of diffusion depth, meaning far more material in reserve before the protected surface is compromised.
Those technical advantages translate directly to operating costs. When a single pump impeller failure in an oil refinery triggers hours of unplanned downtime, the treatment cost per component matters far less than how long that component stays in service.
Frequently Asked Questions
What is the difference between boriding and boronizing?
None — they're two names for the same thermochemical surface hardening process. "Boriding" and "boronizing" are used interchangeably across industry and academic literature, with some regional preference for one term over the other.
How hard is a boride coating compared to other surface treatments?
Boride coatings typically reach 1300–2000+ HV depending on substrate and process conditions. This exceeds nitrided surfaces (~1050 HV), hard chrome plating (600–850 HVN), and carburized case-hardened steel. VaporKote's process achieves 1500 Knoop (RC75+ equivalency), surpassing cemented tungsten carbide-cobalt values.
What metals can be boronized?
Most ferrous steels, tool steels, stainless steels, and certain nickel and cobalt alloys can be boronized. Aluminum-bearing steels, leaded steels, and resulfurized free-machining steels are generally incompatible due to interference with the diffusion mechanism or risk of layer spalling.
How thick is a typical boride coating layer?
Boride layer depth typically ranges from 25 to 250 microns, depending on base material, process temperature, and treatment duration. Unlike applied coatings, the layer is metallurgically bonded to the substrate — it is part of the component surface, not a separate film.
How does boronizing compare to carburizing or nitriding for wear-critical applications?
Boronizing generally achieves higher surface hardness than both and retains that hardness at higher operating temperatures. It also produces a lower friction surface, though process selection should account for material compatibility and load type, as not all steel grades are suitable candidates.
Can boride coatings be applied to large or complex industrial parts?
Yes. Modern industrial furnaces can process large components — VaporKote's equipment handles parts up to 68 inches in diameter. Complex geometries are accommodated through pack and paste boronizing methods, which can reach internal surfaces and irregular profiles.