Both processes are thermochemical diffusion treatments — not coatings. Neither can peel, chip, or delaminate. But they differ substantially in hardness ceiling, material compatibility, process temperature, and the failure modes they address best.
This article breaks down both processes with verified technical data so you can make the right call for your application.
Key Takeaways
- Boronizing forms iron boride phases (FeB/Fe₂B) at the surface, reaching 1,200–2,000 HV hardness
- Nitriding diffuses nitrogen into alloy steel surfaces, achieving up to ~1,200 HV, with better results on steels containing Cr, Mo, Al, or Ti
- Boronizing operates at 850–1,050°C; nitriding operates at 470–580°C, below the steel transformation temperature
- Both are metallurgically bonded diffusion treatments — not coatings
- Choose boronizing for extreme abrasion, chemical corrosion, high heat, or non-steel substrates
- Choose nitriding for fatigue-critical alloy steel parts where dimensional stability is paramount
Boronizing vs. Nitriding: Quick Comparison
The table below covers the key technical differences across hardness, temperature, material fit, and application strength — use it to quickly identify which process suits your component requirements.
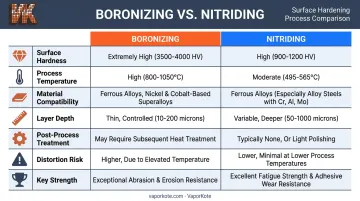
| Attribute | Boronizing | Nitriding |
|---|---|---|
| Surface Hardness | 1,200–2,000 HV (FeB/Fe₂B phases) | Up to ~1,200 HV |
| Process Temperature | 850–1,050°C | 470–580°C |
| Material Compatibility | Carbon steels, alloy steels, tool steels, cast iron, stainless, nickel alloys, cobalt superalloys | Best on Cr/Mo/Al/Ti alloy steels; limited on plain carbon steels |
| Typical Layer Depth | 20–100 µm (sharp boundary) | ~300 µm (gradual hardness gradient) |
| Post-Process Treatment | Re-hardening often required | Generally not required |
| Distortion Risk | Higher (above transformation temp) | Lower (below transformation temp) |
| Key Strength | Extreme abrasion, erosion, chemical resistance | Fatigue life, dimensional stability, moderate wear |
What Is Boronizing?
Boronizing — also called boriding — is a thermochemical diffusion treatment where boron atoms are introduced into the metal surface lattice, forming hard iron boride phases that are metallurgically integrated into the base material. These phases, primarily FeB and Fe₂B, cannot peel, chip, or flake under load, vibration, or thermal cycling.
The Process
Components are packed in a boron-containing medium (typically powder, paste, or granules) and heated to 850–1,050°C. Boron diffuses into the substrate and reacts to form the boride layer. Process parameters — temperature, dwell time, and pack composition — control layer depth and phase distribution. Research published in Coatings (Novy et al., 2024) confirms typical boronized layers of 20–100 µm on conventional steels, with depths reaching 150–200 µm on higher-alloy grades like 42CrMo4 and 32CrMo12.
The Two Boride Phases
Understanding the phase structure matters for application selection:
- FeB (outermost): ~2,000 HV, extremely hard, but more brittle
- Fe₂B (beneath FeB): 1,200–1,600 HV, harder than nitrided surfaces, with better crack resistance
For applications combining hardness with toughness demands, a mono-phase Fe₂B layer is often the industrial target. VaporKote formulates on-site powder mixes to tune coating characteristics to specific substrate and service requirements.
Performance Advantages
- Hardness exceeding most competing surface treatments, including many PVD coatings
- Reduced coefficient of friction versus nitrided surfaces (confirmed by Novy et al.)
- Resistance to acids, alkalis, and oxidizing environments
- Demonstrated performance against abrasion and erosion-abrasion-corrosion in peer-reviewed testing
- Applicable to stainless steels, nickel superalloys, and cobalt superalloys — materials that cannot be effectively nitrided
One Process Consideration
Because boronizing occurs above the steel transformation temperature, some substrates undergo microstructural changes in the core. A re-hardening step (quenching and tempering) is typically performed afterward to restore substrate mechanical properties. VaporKote handles heat treatment alongside boronizing, keeping both steps under one roof.
Where Boronizing Excels
Boronizing is the preferred treatment when:
- Pump wear rings, impellers, and valve components face abrasive slurries in oil and gas or mining service — VaporKote processes these parts routinely
- Cobalt-base nozzles operating at high temperatures need wear protection that holds up under thermal stress
- Stainless or nickel-alloy components require surface hardening — boronizing of AISI 304 stainless and Inconel 718 has shown approximately 5x hardness improvement and over 75% reduction in wear damage in documented studies
- Mining tools and machine parts face aggressive abrasive wear in service, where standard surface treatments fall short
VaporKote's boronizing achieves RC75+ equivalency (1,500 Knoop) — harder than tungsten carbide cutting tools — making it the appropriate choice for components where wear is the primary failure driver.

What Is Nitriding?
Nitriding diffuses nitrogen into the surface of a solid ferrous alloy, reacting with iron and alloying elements to form hard nitride phases. As defined by ASM International, it is a ferritic thermochemical diffusion treatment — meaning it operates entirely below the austenite transformation threshold (typically 470–580°C). The existing quenched-and-tempered microstructure of the substrate is preserved.
Process Variants
Three main variants are used industrially:
- Gas nitriding: Component heated in NH₃ or NH₃+N₂ atmosphere; covered under SAE AMS2756B for aerospace supply chains
- Plasma nitriding: Nitrogen ions generated in a plasma field; offers tighter process control over compound zone composition
- Salt bath nitriding: Nitrogen-bearing molten salt; faster cycles but less control over layer structure
Gas and plasma nitriding are the most widely used for precision components.
Each variant produces the same core metallurgical result — a nitrogen-diffused case with a compound zone and diffusion zone — but differs in process control, cycle time, and layer composition.
Performance Advantages
- Builds compressive residual stresses that improve fatigue strength — demonstrated in ion-nitrided 42CrMo4 steel
- Provides wear and scuff resistance in moderate-contact applications
- Produces minimal distortion — critical for components with tight dimensional tolerances
- Standards recognition (SAE AMS2756B, SAE AMS2759/6A, ISO 18203) simplifies specification in regulated supply chains
The Material Dependency
Nitriding's effectiveness depends heavily on steel chemistry. High hardness requires nitride-forming alloying elements — chromium, molybdenum, aluminum, titanium, or vanadium. Research on plasma nitriding of low-carbon binary alloy steels confirms that nitrided hardness increases directly with alloy content. Plain carbon steels yield thin, soft nitride layers with poor performance.
Verified nitriding grades include 32CrMo12 and 42CrMo4 (EN 10085 / DIN 17210).
Where Nitriding Excels
- Automotive drivetrain components — gears, axles, crankshafts, and camshafts where fatigue resistance drives material selection
- Dies and injection molds (including H13 hot-work tool steels) where dimensional stability after treatment is critical
- Hydraulic cylinders and shafts requiring moderate wear resistance without distortion
- Aerospace structural components where standards-qualified processes and low dimensional change are required
For powder metallurgy (PM) components, however, nitriding is a poor fit. Novy et al. found that nitriding reduced impact toughness of sintered PM Fe-Cu-C steels by approximately one-third — a meaningful liability where toughness retention matters.
Which Process Is Right for Your Application?
The choice between boronizing and nitriding isn't simply about which achieves higher hardness. It depends on the base material, the dominant failure mode, service temperature, dimensional tolerance requirements, and total lifecycle cost.
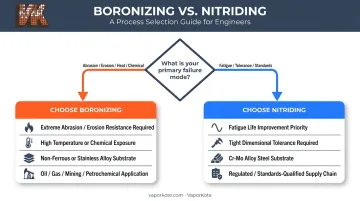
Choose Boronizing When:
- Maximum surface hardness and abrasion or erosion resistance are the primary requirement
- The component operates above 500–600°C or in chemically aggressive environments (acids, alkalis)
- The material is stainless steel, a nickel alloy, or a cobalt superalloy that cannot be effectively nitrided
- The application is in oil and gas, petrochemical, mining, or heat exchanger manufacturing — environments where VaporKote has been processing components since 1987
Choose Nitriding When:
- The component is a conventional Cr-Mo alloy steel (42CrMo4, 32CrMo12) and preserving core toughness is critical
- Fatigue life improvement is the primary driver, particularly for rotating or cyclically loaded parts
- Dimensional stability is paramount and post-process machining must be avoided
- Operating temperatures remain moderate and chemical exposure is limited
- Standards-based process qualification is required for a regulated supply chain
What the Research Shows About Toughness and Friction
The Novy et al. study compared boronizing and nitriding on multiple steel grades simultaneously. For PM Fe-Cu-C steels, boronizing preserved impact toughness while nitriding reduced it by roughly one-third. Boronizing also produced a lower coefficient of friction in tribological testing. For PM components in wear-intensive applications, this data points clearly toward boronizing.
That said, the same study found that boronizing reduced 42CrMo4 toughness substantially. Run substrate-specific qualification tests before committing to either process — the optimal choice varies by steel grade and operating context.
Getting the Process Selection Right the First Time
For engineers and procurement managers evaluating components for petrochemical, oil drilling, mining, or aerospace applications, a pre-treatment substrate assessment eliminates costly guesswork. VaporKote has been providing boronizing services since 1987, processing components up to 68 inches in diameter, with metallurgical analysis and coating certification included in the quality assurance process.
Reach out at sales@vaporkote.com or call (714) 632-8607 to discuss your specific substrate and operating conditions.
Conclusion
Boronizing delivers the higher hardness ceiling, better friction reduction, and wider material compatibility — particularly valuable in severe-wear, high-temperature, or chemically aggressive environments. Nitriding is the stronger choice for alloy steels in fatigue-critical, dimensionally sensitive applications where process standardization and low distortion matter.
Neither process is universally superior. The right decision depends on what your component is made of, what's causing it to fail, and what your operating environment demands. A useful starting point:
- Choose boronizing for non-ferrous alloys, tool steels, or components facing abrasion, corrosion, and elevated heat simultaneously
- Choose nitriding for alloy steels where distortion tolerance is tight and fatigue life is the primary concern
- Prioritize process fit over hardness numbers alone — the highest surface hardness means little if the substrate or geometry isn't compatible
- Factor in total lifecycle cost, not just treatment price — the right choice upfront reduces replacement frequency and unplanned downtime
Selecting the wrong process doesn't just underperform; it can accelerate the failure mode you were trying to prevent.
Frequently Asked Questions
What is the difference between boronizing and nitriding?
Both are thermochemical diffusion treatments that harden metal surfaces without a separate coating. Boronizing diffuses boron to form iron boride phases (FeB/Fe₂B) at up to ~2,000 HV, while nitriding diffuses nitrogen to form nitrides at up to ~1,200 HV. The two processes differ significantly in temperature range, compatible base materials, and which wear or corrosion failure modes they handle best.
What is the hardest surface hardening process available?
Boronizing ranks among the hardest, with FeB phases reaching approximately 2,000 HV. For context, cemented carbide cutting tool grades typically fall in the 1,400–1,630 HV range. Boronizing surpasses nitriding, carburizing, and most PVD coatings on the hardness scale.
What materials can be boronized?
Plain carbon steels, alloy steels, tool steels, cast irons, stainless steels (including AISI 304), nickel superalloys (including Inconel 718), and cobalt superalloys. This broad material range is one of boronizing's main advantages over nitriding, which requires specific alloying elements to produce useful results.
Does boronizing or nitriding affect part dimensions?
Both are diffusion treatments — not surface coatings — so dimensional change is minimal in both cases. Nitriding's lower process temperature makes distortion more predictable and generally easier to control, while boronizing's higher temperatures carry a greater distortion risk for precision components.
How thick is a typical boronized vs. nitrided layer?
Boronized layers are typically 20–100 µm with a sharp boundary and very high hardness throughout. Nitrided diffusion zones reach approximately 300 µm but with a gradual hardness gradient that declines toward the core. Layer depth alone doesn't determine suitability; the right choice depends on the specific failure mode being addressed.
Is boronizing suitable for oil and gas or petrochemical components?
Yes. Boronizing is well-matched to oil and gas applications given its resistance to abrasive slurries, chemical attack, and elevated temperatures. VaporKote processes pump wear rings, impellers, and valve components for oil production and petrochemical refining customers — achieving RC75+ equivalency surface hardness on treated parts.