CVD coatings are frequently explained in metallurgical terms that don't translate easily to maintenance budgets or equipment reliability metrics. That gap matters, because the decision to coat or not coat a component is ultimately a financial one — made by engineers and plant managers who need to understand the operational payoff, not just the chemistry.
This article covers what CVD coatings are, why their specific advantages matter in practice, and how operators across oil & gas, petrochemical, mining, aerospace, and agriculture apply them to measurable effect.
Key Takeaways
- CVD diffusion coatings form a metallurgically bonded intermetallic compound within the base metal — eliminating the peel and delamination risk of surface-layer alternatives
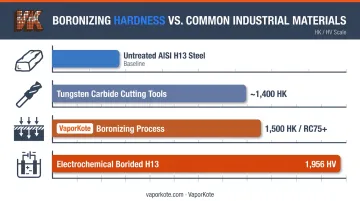
- Boronizing achieves 1,500+ Knoop hardness (RC75+ equivalency) — harder than tungsten carbide cutting tools
- Aluminizing forms a chemically stable barrier against high-temperature oxidation, H₂S, chloride attack, and sulfidation
- NACE's IMPACT study puts global corrosion costs at $2.5 trillion annually, with 15–35% preventable using available surface protection
- Diffusion CVD-coated components routinely outlast untreated specialty alloys at a fraction of the cost
What Is a CVD Coating?
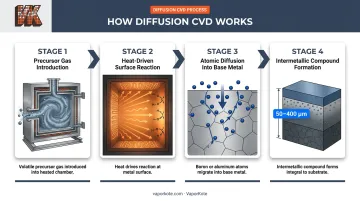
Chemical vapor deposition (CVD) bonds protective material directly into a component's surface — not onto it. Volatile chemical precursors are introduced into a heated chamber, where the heat drives a reaction at the metal's surface, forming a new compound integral to the base material itself.
The result is an intermetallic diffusion zone: a transformed surface that is metallurgically continuous with the base material, with no discrete layer and no interface to fail.
How This Differs From Conventional Surface Treatments
Most surface protection methods — electroplating, thermal spray, paint systems — apply material onto a substrate. The bond is mechanical or adhesive. Under cyclic stress, impact, or thermal cycling, these coatings can delaminate, chip, or lose adhesion at edges and welds.
Diffusion CVD works differently:
- Boron or aluminum atoms migrate into the base metal at elevated temperatures
- They react with the iron (or nickel, titanium, etc.) to form a hard intermetallic compound
- The resulting zone is integral to the metal — there is no interface to fail
- Typical diffusion coating thickness: 50 to 400 µm, depending on process parameters
Where CVD Coatings Are Applied
That structural integrity makes diffusion CVD the right choice for components facing the combined demands of abrasion, chemical attack, and elevated temperatures:
- Pump wear rings, impellers, and valve seats
- Heat exchanger tubing and reactor internals
- Drill string components and downhole tools
- Agricultural tillage tooling
- Aerospace fasteners and high-temperature alloy components
In each case, the practical outcome is the same: longer service life, lower replacement frequency, and better protection of the base material investment.
Key Advantages of CVD Coatings
These advantages translate directly to operational outcomes: fewer failures, lower maintenance spend, and measurable ROI over a component's full service life.
Extreme Wear Resistance
Boronizing — the most wear-focused diffusion CVD process — converts the outermost surface of the base metal into an iron boride compound of exceptional hardness.
What the data shows:
- Published thermal diffusion coating studies measure FeB layer hardness at 1,775 ± 50 HK (Knoop microhardness)
- Electrochemical boriding of AISI H13 tool steel achieved 1,956 ± 67 HV — more than 300% above untreated specimens
- VaporKote's boronizing process achieves 1,500 Knoop (RC75+ equivalency), harder than tungsten carbide cutting tools
- A Wear journal study on boronized AISI 8620 steel reported abrasive wear resistance improvement of up to 500% versus unboronized steel
Because the hardness is integral to the surface rather than applied to it, mechanical abrasion cannot remove it without removing the base metal itself. No coating-to-substrate interface exists to undercut.
Where this matters most: Mining equipment, drill string components, valve trim in solids-laden pipelines, and harvesting machinery where parts contact hard abrasive media continuously.
The scale of the problem justifies the investment. Research published in Tribology International estimates friction and wear losses in mineral mining at €210,000 million annually, with 26% of total economic losses attributable to maintenance work alone.
KPIs affected: Component replacement frequency, cost-per-cycle, tooling downtime, maintenance labor hours.
Superior Corrosion Resistance in Aggressive Environments
Aluminizing creates a thermally stable, chemically resistant surface through the same diffusion mechanism. Aluminum atoms migrate into the base metal and form aluminide compounds that resist oxidation, sulfidation, and electrochemical attack far more effectively than untreated steel or conventional protective coatings.
Verified performance data from published research:
- Boronized coatings resist steam, H₂S, and chloride salts at 14–28 MPa and 200–300°C
- In simulated recovery boiler conditions at 600°C, coated samples showed less than 1% mass change after 168 hours; bare carbon steel developed 40–70 µm of porous rusting scale over the same period
- Thermal diffusion multilayer coatings on carbon steel and 316L stainless improved high-temperature sulfidation-oxidation resistance versus untreated substrates
- Diffusion aluminide coatings are the established solution for hot-corrosion and oxidation protection of nickel-based superalloys in aerospace and refinery service
Unlike spray-on or electroplated coatings, which can exhibit microscopic porosity or fail at edges and weld zones, the diffusion layer is continuous and penetrates the surface. Corrosive fluids find no pore network to exploit.
Where this matters most: Heat exchangers, reactor vessel components, offshore production equipment, refinery piping exposed to H₂S, and pulp & paper equipment operating in hot corrosive process streams. VaporKote specifically coats heat exchanger tubing with aluminizing to address high-temperature corrosion as a primary failure mode.
The macro-level economics reinforce the case. The NACE IMPACT study places global corrosion costs at $2.5 trillion per year — equivalent to 3.4% of global GDP — with available corrosion-control practices capable of saving $375 to $875 billion annually.

KPIs affected: Mean time between failures (MTBF), corrosion-related maintenance spend, equipment replacement intervals, process uptime.
Extended Service Life and Reduced Total Cost of Ownership
Combining extreme surface hardness with corrosion protection improves more than individual components. It extends the usable life of entire assemblies and shifts the economic model from reactive replacement to proactive protection.
The life-extension numbers:
- Boronized thermal diffusion coatings have been reported to extend component service life 3 to 10 times versus uncoated steels
- VaporKoted parts outperform other surface treatments and more costly untreated specialty alloys, allowing operators to protect standard materials rather than procure expensive exotic alternatives
A part lasting three to five times longer reduces more than just material cost. Every avoided replacement also eliminates:
- Associated labor and scheduling
- Production downtime during the repair window
- Expedited logistics and parts procurement costs
- Potential damage to adjacent components during failure events
The downtime economics are substantial. A Siemens analysis of Fortune Global 500 industrial companies found that unplanned downtime costs the industrial sector $1.5 trillion per year — equal to 11% of annual turnover. A peer-reviewed maintenance study places machinery maintenance costs and losses at $222 billion annually, with maintenance accounting for up to 37.5% of industrial machinery total cost of ownership.
VaporKote's diffusion coatings address this directly: their boronizing and aluminizing services are documented to save customers hundreds of thousands of dollars annually in maintenance costs through extended component life.
KPIs affected: Total maintenance spend, unplanned downtime hours, parts inventory costs, capital equipment ROI.
Industries Where CVD Coatings Deliver the Most Value
CVD coatings aren't industry-specific — but their ROI is highest where components face the simultaneous combination of abrasion, corrosion, and temperature extremes. The sectors below see the clearest operational and financial case.
| Industry | Primary Failure Mode Addressed | Relevant CVD Process |
|---|---|---|
| Oil & gas drilling | Abrasive wear from rock and solids; H₂S/chloride corrosion | Boronizing + aluminizing |
| Petrochemical refining | High-temperature oxidation, sulfidation, process chemical attack | Aluminizing |
| Mining | Severe abrasive wear; maintenance accounts for 26% of total wear losses | Boronizing |
| Aerospace | Hot corrosion and oxidation of nickel-based superalloys | Aluminide diffusion coatings |
| Agriculture | Abrasion from soil particles, especially sand-heavy soils | Boronizing |
| Heat exchanger manufacturing | High-temperature corrosion, fouling, oxidation of tubing | Aluminizing |

Across these industries, one frequently overlooked barrier to CVD adoption is component size — standard coating chambers simply can't fit large-format machinery. VaporKote's furnaces handle parts up to 68 inches in diameter, making diffusion coating viable for the heavy industrial equipment where it delivers the most value.
What Happens When CVD Coatings Are Overlooked
Running unprotected components in high-wear, high-corrosion environments doesn't result in gradual, manageable degradation. It results in cascading failures.
The failure sequence:
- Surface wear causes dimensional loss and tolerance drift
- Clearances open up, accelerating wear on adjacent components
- Mechanical failure triggers emergency shutdown
- Emergency maintenance requires expedited parts, unplanned labor, and lost production
Each reactive event costs far more than the scheduled protection would have. Peer-reviewed maintenance research finds that shifting from reactive to proactive maintenance strategies reduces unplanned downtime by 52.7%. Deloitte estimates that poor maintenance strategies reduce an asset's productive capacity by 5% to 20%.
The cost argument is only part of the picture. Facilities that coat some components but not others create inconsistent performance baselines, and when failures occur, pinpointing the root cause becomes considerably harder. Applying CVD coatings systematically across a fleet of similar components produces consistent, comparable performance data — enabling more precise maintenance planning and clearer ROI tracking over time.
Making CVD Coatings Work for Your Operation
The coating specification needs to match the actual failure mechanism. Applying the wrong process in the right environment still underperforms.
Matching process to failure mode:
- Wear-dominant environments (mining, drilling, agricultural tooling) → Boronizing for maximum surface hardness
- Corrosion-dominant environments (refinery internals, heat exchangers, offshore equipment) → Aluminizing for chemical stability and oxidation resistance
- Mixed wear and corrosion (subsea components, sour service piping, processing equipment with abrasive slurry) → Combined approach using custom on-site powder mix formulation

VaporKote formulates powder mixes on-site for each application, which allows the coating chemistry to be tuned to actual operating conditions rather than applied generically. This matters in mixed environments where a standard single-element diffusion coating may address wear while leaving corrosion pathways open — or address corrosion while leaving abrasive wear unmitigated.
Sustaining long-term value:
- Track component life before and after CVD treatment to build an internal ROI case
- Review coating specifications as operating conditions change — new process chemicals, higher pressures, or increased throughput can shift the dominant failure mode
- Partner with a provider who adheres to recognized engineering standards (ASTM, ASME, SAE, API) and provides metallurgical analysis and certification of the diffusion coating
VaporKote has provided metallurgical certification and engineering consultation on diffusion coating projects since 1987 — giving maintenance teams documented quality records that hold up across audits, specification reviews, and equipment lifecycle assessments.
That track record translates directly into maintenance planning. Operators who build coating cycles into their scheduled maintenance — and treat CVD as an investment in equipment reliability rather than a variable cost — consistently achieve lower total maintenance spend and more predictable uptime over time.
Frequently Asked Questions
What is the difference between PVD and CVD coating?
PVD deposits material on top of a substrate using vaporized solids in a vacuum; it's a line-of-sight process suited for precision or temperature-sensitive parts. Diffusion CVD works differently: elements migrate into the base metal through gas-phase reactions, forming an intermetallic compound that cannot delaminate. For high-stress industrial applications, diffusion CVD is the stronger choice.
What is the difference between CVD and DLC coating?
DLC (diamond-like carbon) is a thin-film precision coating deposited via PECVD, valued for hardness and low friction in cutting tools and medical devices. Diffusion CVD coatings like boronizing or aluminizing form intermetallic compounds within the base metal, engineered for heavy industrial wear and corrosion resistance at scale. These are distinct application categories with different performance goals.
What materials can be CVD coated?
Diffusion CVD coatings have been applied to carbon steels (1020, 1045, 4140, 4340), stainless steels (316L), nickel-based superalloys, titanium, and Ti-6Al-4V. Suitability depends on the substrate's ability to withstand process temperatures and react with the precursor chemistry.
How does diffusion CVD differ from thin-film CVD?
Thin-film CVD deposits a discrete layer on the base material (nanometers to microns thick), used in semiconductors and precision tooling. Diffusion CVD drives elements into the metal's surface, forming an intermetallic compound that cannot delaminate and holds up under mechanical loads that would strip a deposited film.
What industries benefit most from CVD coatings?
The highest ROI comes from industries where components face combined abrasion, corrosion, and temperature extremes: oil & gas drilling, petrochemical refining, mining, aerospace, agriculture, and heat exchanger manufacturing. Any sector with high component replacement frequency or costly unplanned downtime is a strong candidate for diffusion CVD protection.