](https://file-host.link/website/vaporkote-87lem1/assets/blog-images/4b19bd5c-b7c9-4c73-9974-2b0466387f5d/1780943218250320_663d895a2c6346db98eae2dbc33bd851/360.webp)
For industries like oil and gas, petrochemical processing, and heavy manufacturing, choosing the wrong protective coating isn't just a technical oversight — it triggers premature equipment failure, unplanned downtime, and replacement costs that dwarf whatever was saved on coating selection.
This guide breaks down the top protective coatings for steel corrosion prevention, how each works, where each excels, and where each falls short — so engineers and procurement teams can match coating to application rather than defaulting to whatever's most familiar.
Key Takeaways
- Steel corrodes through an electrochemical reaction — iron oxidizes when exposed to moisture and oxygen, forming rust that expands and weakens the structure
- Top coatings include hot-dip galvanizing, epoxy systems, thermally sprayed metals, diffusion coatings (boronizing/aluminizing), and powder coatings
- The right choice depends on corrosivity category (ISO 12944), operating temperature, mechanical wear demands, and total lifecycle cost
- Diffusion coatings deliver simultaneous wear and corrosion resistance, making them the preferred choice for extreme industrial environments
- Coatings that fail early or need frequent reapplication almost always cost more over a component's full lifecycle than premium alternatives
Why Steel Needs Protective Coatings
Steel corrodes through a straightforward electrochemical process: iron reacts with oxygen and moisture to form iron oxide (rust). The problem is what happens next. Rust occupies roughly 6–10 times the volume of the steel it replaces, creating internal stresses that crack surrounding metal and accelerate structural degradation.
Not all environments corrode steel equally. ISO 12944 classifies atmospheric corrosivity into six categories:
| Category | Environment | Examples |
|---|---|---|
| C1 | Very low | Heated offices, schools, retail |
| C2 | Low | Rural areas, unheated storage |
| C3 | Medium | Urban/industrial, coastal inshore |
| C4 | High | Chemical plants, ship repair yards |
| C5 | Very high | Industrial with high humidity, high-salinity coastal |
| CX | Extreme | Offshore, tropical/subtropical aggressive environments |
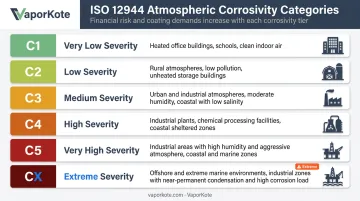
Each step up this scale carries compounding financial risk. The FHWA/NACE study identified $1.4 billion per year in direct corrosion costs for U.S. oil and gas production alone. In petrochemical and mining operations, a single unplanned equipment failure can shut down entire production lines, with total losses that far exceed the cost of the failed component itself.
Top Protective Coatings for Steel Corrosion Prevention
Each coating below is evaluated on corrosion resistance, industrial applicability, mechanical durability, and environmental suitability — matched to the conditions where it performs best.
Hot-Dip Galvanizing
Hot-dip galvanizing (HDG) remains one of the most widely used metallic coatings for structural steel. Fabricated steel is immersed in molten zinc at approximately 449°C (840°F), forming a metallurgical bond between zinc and steel rather than a surface film.
The mechanism offers two layers of defense: zinc creates a physical barrier, and when that barrier is scratched or damaged, zinc acts as a sacrificial anode — corroding preferentially to protect exposed steel. Under ISO 1461, structural steel over 6mm thick receives a minimum 85μm mean coating thickness.
For a sense of durability: AGA data shows that 1/4-inch structural steel with at least 100μm zinc coating can last approximately 72 years in an industrial environment before requiring first maintenance (defined as reaching 5% rust on the base steel surface).
| Factor | Details |
|---|---|
| Best For | Structural steel, bridges, agricultural equipment, outdoor infrastructure |
| Limitation | Kettle size constrains part dimensions (North American average: ~40 ft long, 8 ft deep); not suitable for high-temperature or heavy-wear environments |
| Zinc Corrosion Rates | C3: 0.7–2.1 μm/year; C4: 2.1–4.2 μm/year; C5: 4.2–8.4 μm/year |
Epoxy Coating Systems
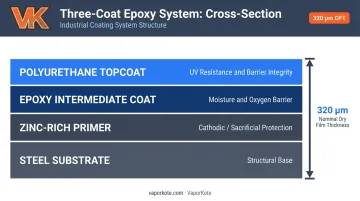
Epoxy systems are polymer-based coatings applied in multi-coat sequences, most commonly a zinc-rich primer, epoxy intermediate coat, and polyurethane topcoat. Each layer does different work:
- Zinc-rich primer — provides cathodic/sacrificial protection at the substrate level
- Epoxy intermediate — blocks moisture and oxygen ingress through the coating stack
- Urethane topcoat — handles UV exposure, color retention, and final barrier integrity
This three-coat system is the established standard for steel in highly corrosive environments. ISO 12944-5 supports 320μm nominal dry film thickness for C5-category systems targeting more than 25 years durability. Surface-tolerant epoxies — which cure over tight rust or existing coatings using phenalkamine agents — are used when ideal surface preparation isn't feasible.
ISO 12944 durability classes provide a useful maintenance planning framework: Low (up to 7 years), Medium (7–15 years), High (15–25 years), Very High (25+ years).
| Factor | Details |
|---|---|
| Best For | Moderately to highly corrosive environments (C3–C5); re-coating existing structures |
| Limitation | Requires thorough surface preparation; epoxy chalks in UV exposure without urethane topcoat |
| Durability Reference | ISO 12944 "Very High" class targets 25+ years to first major maintenance in C4/C5 |
Thermally Sprayed Metal Coatings
Thermal spray applies zinc, aluminum, or zinc-aluminum alloys by melting feed material and propelling it onto a grit-blasted steel surface. Two common methods: flame spraying (wire or powder with oxygen/fuel flame) and arc spraying (two wires melted by electric arc — generally more economical). The resulting coating is porous and requires sealing with an organic penetrant to close surface pores.
Thermally sprayed aluminum (TSA) has a strong offshore track record. Per TWI, 200μm TSA has been used in harsh offshore splash zones and can achieve more than 30 years service in those conditions. The ability to apply coatings in the field — on assembled structures, complex geometries, and large spans — is a significant practical advantage over galvanizing.
| Factor | Details |
|---|---|
| Best For | Bridges, offshore structures, industrial facilities with complex geometry |
| Limitation | Porous coating requires sealing; application cost is higher than conventional painting |
| Offshore Performance | 200μm TSA: 30+ years documented service in splash zones |
Diffusion Coatings (Boronizing and Aluminizing)
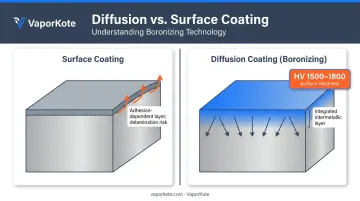
Diffusion coatings work differently from everything else on this list. Rather than depositing material onto the steel surface, chemical vapor deposition (CVD) diffuses boron or aluminum atoms directly into the base metal at high temperatures (700–1000°C for boronizing). The result is an intermetallic compound that is metallurgically bonded to the substrate — not a separate coating film sitting on top.
What this means in practice: The protective layer cannot peel, delaminate, or be mechanically knocked off, because it is the surface of the metal. Boronized steel develops iron boride hardness in the range of HV 1500–1800 — exceptional hardness that simultaneously resists abrasion and corrosion. Aluminizing diffuses aluminum into steel to form aluminide layers that resist high-temperature oxidation above 1000°C, making it viable for petrochemical furnaces, heat exchangers, and aerospace components.
This dual wear-plus-corrosion performance is why diffusion coatings are specified where abrasion degrades surface coatings before corrosion can take hold — oil drilling components in abrasive slurries, petrochemical valves in aggressive process streams, and mining equipment under combined chemical and mechanical attack.
VaporKote has processed diffusion coatings since 1987, with furnaces accommodating components up to 68 inches in diameter and on-site powder mix formulation tailored to each substrate and operating environment. Parts regularly processed include:
- Pump wear rings and impellers
- Valve components (boronized)
- Heat exchanger tubing and reactor screen wire cloth (aluminized)
- Aluminized fasteners for high-temperature service
All work is certified to ASTM, ASME, SAE, and API codes, with metallurgical analysis provided on processed parts.
| Factor | Details |
|---|---|
| Best For | Oil & gas components, petrochemical equipment, mining tools, heat exchangers, aerospace parts |
| Limitation | Requires specialized furnace equipment; part size and geometry must be compatible with processing |
| Key Differentiator | Forms an intermetallic compound bonded to the base metal — delivers simultaneous wear and corrosion resistance that surface coatings cannot replicate |
Powder Coatings
Powder coatings are dry polymer coatings (epoxy, polyester, polyurethane, or hybrid formulations) applied electrostatically and cured in an oven. They produce consistent film thickness — typically 2–5 mils (50–125μm) — with no solvents and minimal waste. Salt spray performance in controlled testing reaches 1,000+ hours for properly pretreated steel, though actual field performance depends heavily on substrate preparation and edge coverage.
Powder coatings provide solid barrier protection for moderate-corrosivity applications. They're cost-effective and widely available, but they have real limits: elevated temperatures and chemically aggressive environments degrade performance, and complex profiles or sharp edges often receive thinner coverage.
| Factor | Details |
|---|---|
| Best For | Manufacturing components, agricultural equipment, general industrial steel parts |
| Limitation | Lower performance in high-temperature or chemically aggressive environments; thin coverage on edges and complex profiles |
| Salt Spray Reference | Product-specific; PPG epoxy-polyester TDS shows 1,000 hours ASTM B117 on pretreated panels |
How to Evaluate Protective Coatings (And Where Buyers Go Wrong)
Four factors should drive coating selection:
- Corrosivity category — ISO 12944 C1–CX classification defines the baseline protection level needed
- Mechanical demands — abrasion, erosion, and impact loads rule out barrier-only coatings in many industrial applications
- Operating temperature — standard paints and powder coatings have hard temperature ceilings; aluminizing does not
- Total lifecycle cost — the NACE IMPACT study estimates proper corrosion management could save 15–35% of current global corrosion costs
The most common mistake in industrial procurement is selecting based on upfront cost alone. A coating that requires reapplication every 5–7 years will cost far more over its service life than one rated for 25+ years — once you account for surface preparation, downtime, scaffolding, and access costs, the cheaper option rarely stays cheap.
Beyond cost, verifying how a coating was applied and qualified matters just as much as selecting the right type. Providers who adhere to ASTM, ASME, API, and ISO standards and supply documented metallurgical certification give procurement teams concrete proof of coating performance — not just a product data sheet.
Conclusion
No single coating is the right answer for every steel application. Hot-dip galvanizing handles structural steel reliably. Epoxy systems work across a wide range of corrosive environments. Thermally sprayed aluminum performs well in offshore and complex industrial structures. Powder coatings serve well in moderate manufacturing environments.
Where conventional options fall short — environments combining chemical attack, mechanical wear, and elevated temperatures — diffusion coatings occupy a category of their own.
VaporKote has applied diffusion coating services to critical components in oil and gas, aerospace, and petrochemical applications since 1987. Contact VaporKote at sales@vaporkote.com or (714) 632-8607 to discuss your specific component requirements.
Frequently Asked Questions
What coating keeps steel from rusting?
Multiple coating types prevent rust — zinc-based coatings (galvanizing, thermal spray), epoxy barrier systems, and diffusion coatings all offer corrosion protection. The best choice depends on your environment's ISO 12944 corrosivity category and what mechanical demands the component faces.
What is the most durable coating for steel?
Durability depends on whether you're measuring corrosion resistance, wear resistance, or both. Diffusion coatings like boronizing deliver iron boride hardness of HV 1500–1800 combined with corrosion protection, making them among the most durable options for heavy industrial applications where abrasion and chemical attack occur together.
How long does protective coating last on steel?
Service life varies widely by coating type. Hot-dip galvanized steel can last roughly 72 years in industrial environments; ISO 12944 epoxy systems in C4/C5 environments target 15–25+ years; powder coatings in moderate conditions typically perform for 5–15 years depending on formulation and surface prep.
What is the difference between galvanizing and epoxy coating?
Galvanizing is a metallic coating that provides cathodic (sacrificial) protection — zinc corrodes preferentially to protect exposed steel. Epoxy is a barrier coating that blocks moisture and oxygen from reaching the steel surface. The two are frequently combined in duplex systems for enhanced performance in highly corrosive environments.
Can protective coatings be used on steel in high-temperature environments?
Standard paints and powder coatings degrade at elevated temperatures and aren't suited for high-temperature service. Aluminizing diffusion coatings form aluminide intermetallic layers proven for oxidation resistance above 1000°C, and are used in petrochemical processing, aerospace, and heat exchanger applications specifically because of this capability.
What is a diffusion coating and how is it different from surface coatings?
Diffusion coatings use CVD to drive boron or aluminum atoms into the steel surface, forming an intermetallic compound that is part of the base metal itself. Unlike surface-applied coatings that can delaminate or be mechanically damaged, a diffusion coating is metallurgically bonded, delivering simultaneous corrosion and wear protection that conventional coatings cannot replicate.