Introduction
Component failure from surface degradation is one of the most costly operational problems across heavy industry. According to NACE/AMPP's IMPACT study, global corrosion alone costs an estimated $2.505 trillion annually — roughly 3.4% of global GDP — and 15% to 35% of that cost is avoidable using existing surface treatment technologies.
For sectors like oil & gas, mining, aerospace, and petrochemical processing, the math is straightforward: components operating in abrasive, high-temperature, or chemically aggressive environments degrade faster without proper surface protection, driving up maintenance frequency, unplanned downtime, and replacement costs.
This guide breaks down the 10 most important industrial surface treatment methods, what each does best, and how to match the right technique to your application.
Key Takeaways
- Surface treatment modifies a component's outer layer — improving hardness, corrosion resistance, wear resistance, or adhesion — without altering the bulk material
- The 10 major techniques range from diffusion coatings and electroplating to PVD, thermal spray, and laser hardening
- Choosing the right technique depends on base material, operating environment, performance requirements, and lifecycle cost
- Diffusion coatings (boronizing and aluminizing) deliver the highest hardness and are best suited for extreme-wear applications
- Unlike surface deposits, diffusion coatings bond into the base metal — making delamination virtually impossible under load
What Is Industrial Surface Treatment?
Industrial surface treatment is any process that modifies the surface layer of a material — mechanically, chemically, thermally, or through deposition — to enhance specific performance properties. Treatments fall into two broad categories:
- Surface modification: Changes existing material properties without adding material (nitriding, laser hardening, shot peening)
- Surface coating/deposition: Adds a new layer or compound to the surface (electroplating, PVD, thermal spray, powder coating)
That distinction matters in practice. Deposited coatings can delaminate under extreme conditions. Diffusion-based treatments form metallurgical bonds that become part of the base metal itself — far more durable in abrasive and high-temperature environments.
Without adequate surface treatment, components in aggressive industrial environments wear faster, corrode sooner, and require more frequent replacement. NACE/AMPP data confirms that $375 billion to $875 billion of annual corrosion costs could be prevented with better surface protection practices. Surface protection, in other words, is an engineering decision with direct bottom-line consequences.
Top 10 Industrial Surface Treatment Techniques
These techniques are selected based on their prevalence across heavy industries — petrochemical, mining, oil drilling, aerospace, and manufacturing — and their proven performance in demanding operating environments.
1. Diffusion Coating (Boronizing and Aluminizing)
Diffusion coating is a thermochemical process where elements like boron or aluminum are diffused into the base metal surface at high temperature, forming an intermetallic compound. This is not a deposited layer — it's a metallurgically bonded surface zone that cannot delaminate.
Boronizing produces an extremely hard iron boride surface layer. Research published via ScienceDirect confirms boride hardness values reaching 1500–2250 HK (Knoop hardness) depending on steel grade — harder than tungsten carbide cutting tools. Case depths typically range from 25–250 microns for steel substrates.
Aluminizing diffuses aluminum into the base metal to create oxidation and high-temperature corrosion resistance, making it the preferred choice for heat exchanger tubing, reactor screens, and components in high-temperature processing environments.
Best applications:
- Boronizing: drill bit components, pump wear rings, pump impellers, mining equipment, agricultural tooling
- Aluminizing: heat exchanger tubing, fasteners, wire cloth/reactor screens, petrochemical components

VaporKote (Anaheim, CA) has offered boronizing and aluminizing services since 1987. They formulate powder mixes on-site, process parts up to 68 inches in diameter, and provide metallurgical certification on finished components. Boronized parts — pump wear rings, sleeves, bushings, and cobalt-base nozzles — are in active service across oil production, petrochemical, mining, and aerospace applications.
2. Electroplating
Electroplating uses electrolytic current to deposit a thin metal layer — commonly nickel, chrome, zinc, or gold — onto a conductive substrate. Coating thickness can be controlled precisely, from a few microns to several hundred microns depending on the specification.
Strengths:
- Zinc plating (per ASTM B633) delivers cost-effective corrosion protection on steel
- Hard chrome provides wear resistance on tooling and hydraulic components
- Nickel plating offers barrier layer protection and electrical conductivity improvement
Limitations: Hard chromium electroplating using hexavalent chromium (Cr⁶⁺) is subject to EPA NESHAP air emission limits and EU RoHS/REACH restrictions. Waste stream management adds operational complexity, and tight-tolerance parts require careful dimensional planning.
Typical applications: automotive components, connector pins, hydraulic cylinder rods, tooling surfaces.
3. Anodizing
Anodizing is an electrolytic oxidation process exclusively for aluminum and aluminum alloys. The surface is converted into a dense aluminum oxide layer that grows from — and is metallurgically bonded to — the base metal.
Per MIL-A-8625F, two primary types apply to industrial use:
| Type | Thickness Range | Primary Use |
|---|---|---|
| Type II (sulfuric acid) | 0.00007–0.0010 in | Standard corrosion/cosmetic protection |
| Type III (hardcoat) | 0.0005–0.0045 in | High-wear, abrasion-resistant applications |
Best applications: Aerospace structural components, UAV frames, robotics hardware, medical device enclosures. Type III hardcoat is specified where wear resistance is critical.
Key limitation: Anodizing is aluminum-specific. It doesn't apply to steel, titanium, or other substrates without fundamentally different chemistry.
4. Powder Coating
Powder coating applies electrostatically charged dry polymer powder to a metal substrate, then heat-cures it into a uniform film. EPA data confirms standard film thickness of 1–3 mils (25–76 microns), curing at 300–450°F for 10–30 minutes, with reclaim systems achieving 95–98% material utilization.
Compared to liquid paint, powder coating offers better impact resistance, chip resistance, and zero VOC solvents — making it a preferred finish for industrial housings, agricultural equipment, structural components, and outdoor machinery.
One hard constraint: cure temperatures of 180–200°C rule it out for heat-sensitive assemblies or pre-assembled components that can't withstand oven exposure. It's a finish-stage coating — not a wear or corrosion solution for extreme service environments.
5. Chemical Conversion Coatings (Phosphating and Chromate)
Conversion coatings chemically react with the metal surface to form a thin protective compound layer. Two primary types dominate industrial use:
- Phosphating (zinc or manganese phosphate on steel): Per MIL-DTL-16232G, zinc phosphate provides 5–15 micron coatings; manganese phosphate delivers 5–10 microns. Both offer paint adhesion, base corrosion protection, and lubricant retention for gears and bearings
- Chromate conversion (on aluminum): Thin protective films per MIL-DTL-5541, providing passivation and paint adhesion on aerospace aluminum components. Hexavalent chromium alternatives are widely mandated — trivalent chromium processes are now the standard approach for regulatory compliance
Best fit: High-volume pre-paint preparation, passivation of aluminum aerospace parts, and corrosion protection as a primer step. At 5–15 microns, these coatings function as pre-treatment — not standalone wear protection.
6. Physical Vapor Deposition (PVD)
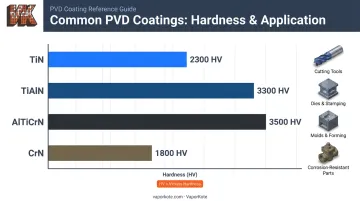
PVD is a vacuum deposition process where solid material is vaporized and condensed onto a substrate, forming extremely thin, hard, chemically resistant films. Verified industrial examples span 1–8 microns in thickness, with hardness values reaching 1059 HV (TiN) to over 3000 HV (CrN, AlTiCrN).
Common PVD coatings and their applications:
| Coating | Hardness | Primary Use |
|---|---|---|
| TiN | ~1059 HV | Cutting tools, forming dies |
| TiAlN | ~1468 HV | High-temperature machining |
| AlTiCrN | ~3200 HV | Die casting, hot forming, injection molds |
| CrN | >3000 HV | Plastic molding, high-temperature forming |
VaporKote also offers PVD coatings including CrN, TiN, AlN, and ZrN, positioning this as a complement to their diffusion coating services where ultra-thin, tight-tolerance surface hardening is required.
PVD films are too thin to restore worn dimensions — they protect new or precision-ground surfaces, not rebuild them. Pair with thermal spray or diffusion coating where dimensional restoration is also needed.
7. Thermal Spray Coating
Thermal spray propels melted or semi-molten feedstock material at high velocity onto a substrate, forming a mechanically bonded coating. Variants include plasma spray, HVOF (High Velocity Oxy-Fuel), and arc spray.
Per ASM Thermal Spray Society, plasma and HVOF coatings typically range from 0.05–0.50 mm — significantly thicker than PVD or conversion coatings. Bond strength ranges from less than 34 MPa to over 69 MPa depending on process and surface preparation.
Where thermal spray excels:
- Turbine blades and combustion components requiring thermal barrier coatings
- Pump shafts and industrial rollers needing dimensional restoration
- Large or field-serviceable components where other processes aren't practical
- Applications requiring ceramic, cermet, or specialty alloy surface layers
The thickness and material flexibility of thermal spray make it the best option when rebuild coatings or thick wear layers are needed on large or complex components.
8. Nitriding and Case Hardening
Nitriding is a thermochemical heat treatment where nitrogen is diffused into steel at elevated temperature — no quench required — forming hard iron nitride compounds at the surface. Unlike carburizing, which introduces carbon and requires quenching, nitriding produces minimal dimensional distortion, making it the preferred choice for precision components.
Best applications:
- Crankshafts, camshafts, gears, and valve components
- Forming dies where high fatigue strength and surface hardness are needed without quench-related distortion risk
Substrate dependency: Nitriding response varies with alloy chemistry. Steels with chromium, molybdenum, aluminum, or vanadium content typically respond best. H13 tool steel, AISI 4140, and precipitation-hardened stainless steels are commonly nitrided.
9. Laser Surface Treatment
Laser surface treatment uses focused laser energy to harden, texture, or ablate specific areas of a component surface. Two distinct applications:
- Laser hardening: Rapidly heats a localized surface zone, which self-quenches through conduction into the surrounding mass — forming hardened zones with minimal overall part distortion. One documented gear tooth example achieved an effective case depth of 0.85 mm
- Laser texturing: Engineers surface micro-geometry to modify friction and wear behavior — relevant for bearing surfaces, seals, and sliding components
Where laser treatment adds unique value: Selective area hardening where only specific zones (gear teeth, bearing races, cam lobes) need treatment, and where conventional heat treatment would cause unacceptable distortion in a near-finished component.
10. Shot Blasting and Mechanical Surface Preparation
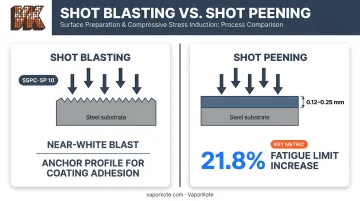
Shot blasting propels high-velocity abrasive media — steel shot, grit, or glass bead — onto a component surface to remove scale, rust, and contamination while creating a controlled surface texture.
Two distinct functions:
- Surface preparation: Creates the anchor profile required for coating adhesion. SSPC-SP 10/NACE No. 2 (Near-White Blast) limits random staining to no more than 5% of each unit area — a common pre-coating specification for industrial assets
- Shot peening: Uses controlled media bombardment to induce compressive residual stresses in the surface layer (plastically deformed depth: 0.12–0.25 mm). One peer-reviewed alloy steel study documented a 21.8% fatigue limit increase versus machined condition
Shot blasting is frequently the first step in a multi-stage surface treatment process — it's rarely a standalone solution for demanding wear or corrosion environments, but almost always a prerequisite for coating systems that require reliable adhesion.
How to Choose the Right Surface Treatment
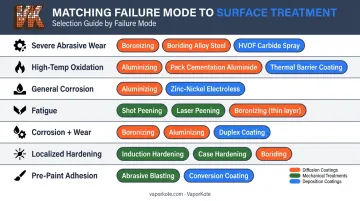
Selection starts with one question: what is the primary failure mode of this component?
Start With the Failure Mode
| Primary Failure Mode | Best-Fit Technique(s) |
|---|---|
| Severe abrasive wear | Boronizing, thermal spray (HVOF), PVD |
| High-temperature oxidation | Aluminizing, thermal spray ceramics |
| General corrosion (steel) | Electroplating (zinc), phosphating, powder coating |
| Fatigue | Shot peening, nitriding |
| Corrosion + wear combined | Boronizing, HVOF thermal spray |
| Localized hardening needed | Laser hardening, nitriding |
| Pre-paint adhesion | Phosphating, chromate conversion, shot blast |
Filter by Material Compatibility
Not every technique works on every substrate:
- Anodizing is aluminum-only
- Nitriding requires alloy steels with responsive chemistry
- Boronizing works across carbon steels, tool steels, and cobalt-based alloys
- Electroplating on aluminum needs special pre-treatment steps
Always confirm substrate compatibility before committing to a process.
Evaluate Total Lifecycle Cost — Not Upfront Price
When a component fails prematurely, the real cost goes well beyond the part itself — unplanned downtime, emergency sourcing, labor, and production loss far exceed the price difference between a budget treatment and a better one.
NACE/AMPP estimates that $375–$875 billion in corrosion costs are avoidable annually using existing protection technologies. That gap exists because procurement decisions routinely optimize for unit price instead of service life.
Before finalizing a treatment, evaluate:
- Service interval extension — how much longer will the component last?
- Component criticality — what does failure actually cost in downtime or safety risk?
- Replacement difficulty — is this a stock item or a six-week lead-time part?
Conclusion
No single surface treatment technique works best for every application. The right choice depends on the specific combination of base material, operating environment, performance requirement, and acceptable cost. Matching the technique to the application — rather than defaulting to the most familiar or cheapest option — is what drives genuine operational savings.
For industrial applications where extreme wear and corrosion resistance are critical to uptime — oil drilling components, mining equipment, heat exchanger tubing, pump internals, and agricultural tooling — diffusion coatings like boronizing and aluminizing consistently outperform conventional treatments. The metallurgical bond cannot delaminate, and hardness levels above 1500 HK simply aren't achievable through deposited coatings.
VaporKote has worked with manufacturers in these demanding sectors since 1987, applying diffusion coating processes to components where failure isn't an option. If premature wear, accelerated corrosion, or repeated replacement cycles are cutting into your operations, reach out to discuss what the right coating can do for your specific application.
Frequently Asked Questions
What does surface treatment do?
Surface treatment modifies the outer layer of a component to enhance specific properties: hardness, corrosion resistance, wear resistance, or coating adhesion — without altering the bulk material. The result is a longer service life and reduced replacement frequency for components in demanding operating environments.
What is the hardest surface treatment available for industrial components?
Diffusion-based boronizing achieves hardness values of 1500–2250 HK (Knoop hardness) depending on the steel substrate — harder than tungsten carbide cutting tools.
What is the difference between a surface coating and a diffusion coating?
A surface coating deposits a layer on top of the base metal (electroplating, powder coating, thermal spray). A diffusion coating chemically bonds into the base metal through a thermochemical reaction, creating a treated zone that cannot delaminate — a key performance difference in abrasive or high-stress environments.
Which surface treatment is best for high-temperature and corrosion resistance?
Aluminizing (a diffusion coating) and thermal spray with ceramic materials are standard choices for high-temperature oxidation environments. Phosphating, chromate conversion, and PVD coatings address corrosion in moderate conditions. The right choice depends on your operating temperature range and the specific chemicals involved.
How do I select the right surface treatment for my component?
Start by identifying the primary failure mode — wear, corrosion, fatigue, or oxidation — then confirm substrate compatibility and evaluate total lifecycle cost rather than upfront treatment price alone. For complex or high-value applications, VaporKote's engineering team can help assess your component's specific requirements and recommend the right process before you commit.