The good news: you rarely need to replace a component with a more expensive material to solve the problem. In most cases, the right surface treatment delivers better performance at a fraction of that cost.
This guide covers the full landscape of surface treatment categories — mechanical, chemical, thermal, and advanced diffusion processes — then goes deep on the techniques that consistently deliver the greatest ROI for manufacturers operating in demanding conditions.
Key Takeaways
- Surface treatments modify surface properties (hardness, wear resistance, corrosion resistance) without changing the base material
- Four main categories: mechanical, chemical, thermal/heat treatment, and diffusion/coating processes
- Diffusion coatings like boronizing and aluminizing form intermetallic compounds within the metal — they can't delaminate
- Boronizing achieves hardness of 1500 Knoop (RC75+ equivalency), exceeding tungsten carbide cutting tools
- Aluminizing excels in high-temperature and oxidation environments — ideal for petrochemical, aerospace, and heat exchanger applications
- Treatment selection should prioritize failure mode, base material compatibility, and operating temperature over upfront cost
Why Surface Treatment Is Non-Negotiable in Modern Manufacturing
Surface degradation costs manufacturers in ways that rarely appear in a single line item. Corrosion attacks infrastructure. Wear shortens component cycles. Both drive unplanned maintenance windows that cascade into production delays.
Research published in Friction found that 23% of total world energy consumption originates in tribological contacts — friction, wear, and the energy required to remanufacture worn parts. That's not a peripheral problem. It's embedded in the economics of every industrial operation.
What Surface Treatment Actually Does
Surface treatment doesn't change what a component is made of. It changes how its surface behaves under load, chemical attack, or thermal stress. That distinction matters because:
- A standard carbon steel component treated correctly can outlast an untreated stainless part in many wear applications
- The cost of treatment is typically a small fraction of the component's replacement cost
- Extended service intervals reduce both direct replacement spend and the indirect cost of downtime
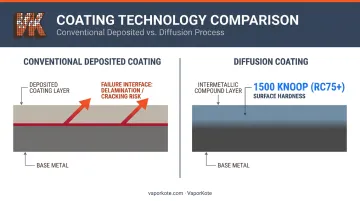
Barrier-layer approaches — paint, basic plating, decorative coatings — offer limited protection. They sit on top of the metal rather than bonding with it, which means they can delaminate, crack, or wear through under sustained industrial load. Advanced thermal diffusion treatments go further: they alter the metallurgical structure of the surface layer itself, forming an intermetallic compound that becomes part of the base metal. The result is measurable — surface hardness reaching 1500 Knoop (RC75+ equivalency), harder than tungsten carbide cutting tools.
Types of Surface Treatment Techniques: A Manufacturer's Overview
Understanding the full landscape of surface treatments makes selection far more straightforward. ISO classifies surface treatment and coating as related but distinct categories (ICS 25.220.20 and 25.220.40 respectively). In practical terms: all coatings are surface treatments, but not all surface treatments are coatings. Diffusion processes, for instance, modify the surface without depositing a separate layer.
The four main categories:
Mechanical Surface Treatments
Methods like shot blasting, grinding, and polishing physically alter surface morphology. They remove contaminants, adjust surface roughness, and prepare substrates for subsequent treatment. Shot peening — a specific mechanical process — can improve fatigue resistance directly; one study on DIN 34CrNiMo6 steel found a 21.8% increase in high-cycle fatigue limit compared to machined specimens.
Mechanical methods are most commonly a preparatory step — establishing the surface condition that chemical and thermal treatments then build upon.
Chemical Surface Treatments
Key processes include:
- Electroplating — deposits a metal or alloy layer via electrolysis for corrosion and wear resistance
- Anodizing — converts the surface of aluminum into a protective oxide layer; increases hardness and corrosion resistance
- Chemical etching — selectively removes material for precise surface modification
Manufacturers use these both as standalone treatments and as pre-treatments before more advanced processes.
Thermal and Heat Treatment Methods
Case hardening, nitriding, and carburizing introduce elements into the surface layer through heat:
- Carburizing introduces carbon into steel surface layers
- Nitriding diffuses nitrogen into the metal through gas, liquid, or plasma processes
- Case hardening creates a harder surface case over a tough core
These improve hardness and fatigue resistance without a deposited coating. Nitriding in particular is often confused with diffusion coating — both involve elemental diffusion, but nitriding is typically limited to nitrogen and does not form the extreme-hardness intermetallic compounds that boronizing achieves.
Advanced Coating and Diffusion Processes
CVD (chemical vapor deposition) and related diffusion coating technologies are the highest-performance category, operating at a fundamentally different level than deposited coatings. Key processes include:
- Boronizing — diffuses boron into the metal surface, forming iron boride compounds with hardness exceeding 1500 Knoop (RC75+ equivalency)
- Aluminizing — diffuses aluminum into the substrate to create oxidation and corrosion-resistant aluminide layers
- CVD coatings — form intermetallic compounds within the base metal surface at the atomic level
Because these coatings are metallurgically bonded rather than deposited, they cannot delaminate under mechanical stress — a critical advantage in high-wear or high-pressure industrial environments.
Advanced Diffusion Coating Techniques: Boronizing and Aluminizing Explained
What Makes Diffusion Coatings Different
In a conventional deposited coating, the treatment material sits on top of the substrate. Under high stress, impact, or thermal cycling, that layer can separate. Diffusion coatings eliminate that failure mode entirely.
In CVD-based diffusion processes, precursor compounds are vaporized, thermally decomposed onto the substrate, and driven into the metal surface through heat and chemistry. The alloying element — boron or aluminum — bonds with the base metal to form a new intermetallic compound layer. The coating is the surface. There's no interface to fail.
Boronizing: Extreme Hardness for Wear Applications
Boronizing (or boriding) is a thermochemical diffusion process that drives boron into steel or other compatible metals, forming iron boride compounds — primarily Fe₂B or a dual-phase FeB/Fe₂B layer. The resulting surface is among the hardest achievable through any commercial treatment.
Hardness data from peer-reviewed studies:
- Pack-boronized steel: Fe₂B layers averaging 1,370–1,703 HV
- Electrochemical boriding of H13 tool steel: up to 1,956 HV versus 543 HV for the untreated substrate
- For reference, WC-Co cemented carbide measures approximately 1,737 HV in comparative studies
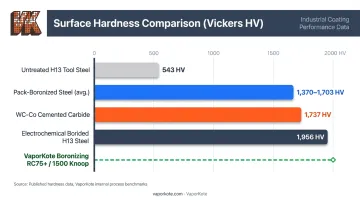
VaporKote's boronizing process achieves RC75+ equivalency (1500 Knoop hardness) — harder than tungsten carbide cutting tools. That hardness translates directly to performance:
- Exceptional resistance to abrasion and sliding wear
- Low coefficient of friction
- Corrosion resistance in chemical environments
- No separate layer to delaminate under impact or thermal shock
A 2024 study published in Metals boronized 17-4PH stainless steel pump components at 750°C for 20 hours, producing a 60 µm layer and increasing microhardness from 336 HV to 980 HV — nearly a 3x improvement on a material already selected for its corrosion resistance.
Aluminizing: High-Temperature Corrosion Protection
Aluminizing diffuses aluminum into the base metal surface to form aluminum-iron intermetallic layers (Fe₂Al₅ or FeAl depending on process conditions). The mechanism is different from boronizing, and so is the performance profile.
Aluminized components gain:
- Oxidation resistance at elevated temperatures — the intermetallic layer forms a rapid alpha-Al₂O₃ scale that blocks further oxidation
- Hot corrosion resistance in environments with sulfur, chlorides, and other aggressive species
- Thermal cycling durability — the diffusion bond survives repeated heat/cool cycles without spalling
Gas turbine manufacturers rely on diffusion aluminide coatings for hot section components that cycle through extreme temperatures in oxidizing environments. The same chemistry applies across petrochemical reactors, heat exchanger tubing, and furnace components.
VaporKote applies aluminizing to heat exchanger tubing, fasteners (for anti-galling in high-temperature assemblies), and wire cloth/reactor screens — components where oxidation or hot corrosion is the primary failure driver.
Performance and Cost-Effectiveness
Diffusion-coated parts consistently outperform both conventional surface treatments and more expensive untreated base materials in head-to-head wear and corrosion testing. The cost-effectiveness argument is straightforward: instead of upgrading from carbon steel to a higher-alloy grade (at 5–10x the material cost), a diffusion coating applied to the standard substrate often delivers superior surface performance at a fraction of that cost.
VaporKote has been engineering CVD-based diffusion coatings since 1987 — long enough to have refined on-site powder mix formulations that fine-tune each coating to the specific substrate and application. The result is consistent, predictable performance rather than off-the-shelf approximations. Components up to 68 inches in diameter can be processed in large-capacity furnaces, with metallurgical analysis and certification to ASTM, ASME, SAE, and API standards.
Industry Applications: Where Advanced Surface Treatments Deliver the Greatest ROI
Oil & Gas, Petrochemical, and Mining
Components in these industries face simultaneous wear, corrosion, and high-pressure conditions. Drill bits encounter abrasive rock formations. Pump impellers handle slurries with suspended solids. Valve components cycle repeatedly under high-pressure differentials with corrosive fluids.
Tribology research on the mining sector quantifies the pressure: friction and wear in mineral mining consume 4.6 EJ of energy per year, worn-part replacement consumes an additional 2 EJ/year, and annual economic losses reach €210,000 million. That's the baseline these operations are trying to reduce.

Boronizing is particularly effective here. A boronized 17-4PH pump component study demonstrated hardness increases from 336 HV to 980 HV — directly addressing the wear mechanisms that drive pump failures in oilfield rod pumps, where wear and abrasion account for a majority of failure incidents.
Aerospace and High-Temperature Applications
Turbine blades and exhaust components cycle through temperatures exceeding 1,100°C in oxidizing environments. Adding mass — even protective mass — is not an option.
Aluminide diffusion coatings meet this requirement. NASA research identifies aluminide coatings as a standard protective class for gas turbine alloys, applied via chemical gas-phase processes to the hot section components most vulnerable to oxidation. The diffusion bond provides oxidation resistance without meaningful weight addition — the aluminum-iron intermetallic layer is integral to the base metal, not deposited on it.
Where standard vapor aluminide falls short is in turbine blade internal cooling passages. Cranfield University research has targeted this gap specifically, developing aluminide coating approaches suited to the geometry and thermal exposure of these confined channels.
Agriculture and Pulp & Paper
Tillage tools — ploughshares, cultivator tines, and disc blades — wear rapidly against abrasive soils. A 2018 study found carbide overlay reduced ploughshare wear rates by 2–4 times versus untreated tools. Boronized surfaces, with their extreme hardness and low friction coefficient, offer comparable or superior abrasion resistance while forming a metallurgically integral layer bonded to the substrate.
The same wear dynamics appear in pulp and paper operations. Conveyor screws, mixing blades, and similar components face continuous abrasion from fibrous materials — and in high-throughput facilities, every unplanned shutdown carries measurable production cost. Extended service intervals from surface-treated components translate to fewer maintenance windows and more predictable run schedules.
How to Select the Right Surface Treatment for Your Application
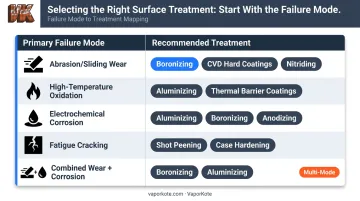
Start With the Failure Mode
The most reliable selection framework starts with one question: How does this component fail?
| Primary Failure Mode | Recommended Treatment Category |
|---|---|
| Abrasion / sliding wear | Boronizing, CVD hard coatings, nitriding |
| High-temperature oxidation | Aluminizing, thermal barrier coatings |
| Electrochemical corrosion | Aluminizing, boronizing (ferrous substrates), anodizing (aluminum-specific) |
| Fatigue cracking | Shot peening, case hardening |
| Combined wear + corrosion | Boronizing (chemical environments), aluminizing (thermal environments) |
Consider Material Compatibility
Not every treatment works on every substrate. Key constraints:
- Boronizing requires ferrous or compatible metal substrates; VaporKote has successfully processed stainless grades like 17-4PH
- Anodizing is aluminum-specific — it's not applicable to steel
- Aluminizing is applied to ferrous metals and superalloys
- Nitriding is limited by carbon content and steel grade compatibility
Verify substrate compatibility with a coating specialist before specifying a treatment.
Factor in Temperature and Chemical Environment
Operating conditions narrow the viable options quickly:
- High-temperature oxidation (>500°C): Aluminizing is the preferred choice; it forms a protective oxide scale that regenerates under further thermal exposure
- Chemical environments (acids, solvents, slurries at moderate temperatures): Boronizing provides strong corrosion resistance alongside wear protection
- Thermal cycling applications: Diffusion coatings outperform deposited coatings because there's no coating-substrate interface to fail
Calculate Cost Per Service Hour
Upfront treatment cost is not the right comparison metric. The question is: what does protection cost per hour of service life?
The calculation involves:
- Treatment cost to apply the surface treatment per component
- Expected service life in hours or cycles before replacement
- Replacement cost including part, labor, and downtime
- Failure consequence measured as production loss per hour of unplanned stoppage
Diffusion coatings routinely extend service intervals by 2–4x over untreated components. In high-wear applications — pump components in oil refining, dies in forging operations, augers in bulk material handling — that multiplier translates directly into fewer shutdowns and lower per-part cost over time.
For complex applications, VaporKote's engineering consulting services can assist with treatment selection, feasibility assessment, and performance matching to specific substrate and operating conditions.
Frequently Asked Questions
What are the different types of surface treatments?
The four main categories are mechanical (shot blasting, grinding, shot peening), chemical (electroplating, anodizing, etching), thermal/heat treatment (nitriding, carburizing, case hardening), and advanced diffusion/coating processes (CVD boronizing, aluminizing, PVD). Treatment selection is based on the target surface property — hardness, corrosion resistance, oxidation resistance, or fatigue life.
Is surface treatment the same as coating?
No. Surface treatment is the broader category — it includes any process that modifies surface properties. Coating is a subset that specifically applies a layer of material on top of the substrate. Diffusion treatments like boronizing and aluminizing are surface treatments, but they alter the surface metallurgy rather than depositing a separate layer.
What is diffusion coating and how does it differ from conventional coatings?
Diffusion coatings use heat and chemistry to drive alloying elements (boron or aluminum) into the base metal, forming a metallurgically bonded intermetallic compound. Unlike deposited coatings that sit on top of the substrate, diffusion coatings are integral to the metal and cannot delaminate under mechanical or thermal stress.
What surface treatment provides the best hardness and wear resistance?
CVD boronizing is among the highest-hardness commercial surface treatments available, reaching 1500 Knoop (RC75+ equivalency) — a level that exceeds tungsten carbide cutting tools. It is the preferred treatment for severe abrasion applications in mining, oil & gas, and heavy manufacturing.
How do I choose the right surface treatment for my application?
Start by identifying the primary failure mode: wear, corrosion, oxidation, or fatigue. Then evaluate base material compatibility and operating temperature range. A diffusion coating specialist like VaporKote (call (714) 632-8607 or email sales@vaporkote.com) can match the right treatment to your substrate and performance requirements.
What industries benefit most from advanced surface treatments?
Oil & gas, petrochemical, mining, aerospace, agriculture, and heat exchanger manufacturing see the highest ROI from advanced surface treatments. These industries share severe operating conditions, high component replacement costs, and costly downtime — conditions where extended service life from diffusion coatings delivers clear financial return.