Internal pipe coating is well-understood as a preventive measure, but its full operational value rarely gets the attention it deserves. Most operators only reckon with the true cost of inadequate protection after an unplanned shutdown, an environmental incident, or a pipe replacement that could have been avoided.
This article breaks down what internal pipe coating actually delivers—in measurable terms—for operators and maintenance decision-makers who need to justify the investment before failure forces the conversation.
Key Takeaways
- Internal pipe coating applies a protective layer to the pipe bore, creating a barrier against corrosion, friction, and scale accumulation.
- Coated pipes deliver measurable gains: stronger corrosion resistance, better flow efficiency, and lower long-term maintenance costs.
- Skipping internal coating accelerates degradation, increases leak risk, and exposes operations to regulatory and environmental liability.
- Coating selection depends on the operating environment: temperature, fluid chemistry, pressure, and flow conditions all factor into the right choice.
- In extreme conditions, diffusion coatings that metallurgically bond to the pipe substrate outperform anything surface-applied coatings can deliver.
What Is Internal Pipe Coating?
Internal pipe coating is the application of a protective material to the interior bore of a pipe, creating a barrier between the transported fluid or gas and the metal substrate. That barrier prevents the chemical and physical reactions that cause corrosion, erosion, and scale buildup.
It's applied across a wide range of industrial infrastructure:
- Production tubing and oil and gas transmission lines
- Refinery and petrochemical process piping
- Offshore and submerged pipelines
- Heat exchanger tubing
- Water and sewage infrastructure
- Mining slurry pipelines
Where these applications differ—and what drives specification decisions—is the coating type. Surface-applied coatings such as fusion bonded epoxy (FBE), liquid epoxy, and cement mortar linings act as barriers that sit on the pipe surface. Diffusion-based coatings such as boronizing or aluminizing form an intermetallic compound that becomes part of the pipe material itself, eliminating the delamination risk that limits surface coatings in extreme or abrasive environments.
Choosing between them depends on operating temperature, fluid chemistry, and how much downtime your operation can tolerate for reapplication.
Key Advantages of Internal Pipe Coating
Each advantage below ties to measurable operational outcomes, but those outcomes depend on matching the coating technology to the environment. What works in a water transmission line won't hold up in a high-H2S downhole application.
Advantage 1: Corrosion and Chemical Resistance That Protects Pipeline Integrity
The core function of internal pipe coating is to eliminate direct contact between the metal substrate and the corrosive substances it carries—H2S, CO2, brine, chlorides, and petroleum distillates. Once properly applied and cured, the coating acts as an impermeable barrier that prevents moisture, oxygen, and reactive chemicals from reaching the metal surface.
That barrier stops the electrochemical reactions that cause rust, pitting, and structural failure at their source.
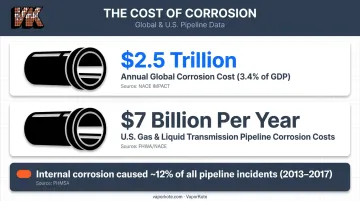
The financial scale of the problem this protects against is significant. According to NACE International's IMPACT study, global corrosion costs an estimated $2.5 trillion annually—roughly 3.4% of global GDP. Within the pipeline sector specifically, the FHWA/NACE study estimated $7 billion per year in corrosion costs for gas and liquid transmission pipelines alone.
Internal corrosion carries a disproportionate share of the incident burden. PHMSA data shows internal corrosion caused approximately 12% of all incidents on gas transmission, gas gathering, and hazardous liquid pipelines during 2013–2017. In gas gathering specifically, internal corrosion accounted for over 90% of reported corrosion incidents.
KPIs directly impacted:
- Leak and incident frequency
- Corrosion inspection intervals
- Compliance against NACE/AMPP standards (including AMPP SP21441-2025 for internal FBE)
- Unplanned shutdown frequency
- Environmental incident rates
For the most chemically aggressive environments—high H2S/CO2 downhole applications, offshore service, high-chloride brine systems—surface coatings have physical limits. Diffusion coatings that form an intermetallic compound at the pipe surface, rather than adhering on top of it, provide a fundamentally different protection mechanism.
They cannot delaminate or be undercut by corrosive media. In conditions where a barrier coating failure cascades quickly into a structural problem, that distinction matters.
Advantage 2: Improved Flow Efficiency and Reduced Energy Costs
A coated pipe interior creates a smoother surface with a lower friction coefficient than bare or corroded metal. That smoothness reduces turbulent flow, lowers pressure drop, and cuts the energy required to move fluids through the system.
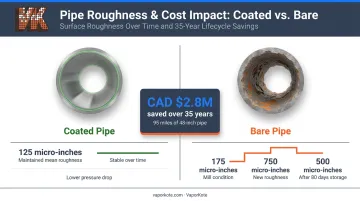
Coating eliminates surface roughness caused by corrosion pitting, scale buildup, and tuberculation. An Oil & Gas Journal cost study quantified the difference—250 micro-inches representative roughness for new internally coated pipe versus 750 micro-inches for new bare pipe. The same study found that a bare pipe roughness of 175 micro-inches at the mill could climb to 500 micro-inches after just 80 days of storage, while a coated pipe maintained 125 micro-inches mean roughness.
The cumulative effect on operating cost is measurable. The OGJ analysis estimated that coating 95 miles of 48-inch pipe would save nearly CAD$2.8 million (a Canadian pipeline case study) over the facilities' economic life, modeled over 35 years.
Additional flow benefits come from coating properties that resist paraffin wax, mineral scale, and biofilm accumulation—all of which progressively restrict flow over time and drive up chemical treatment and pigging frequency.
KPIs directly impacted:
- Flow rate and throughput
- Pumping energy consumption
- Pipeline pressure drop
- Pigging frequency
- Chemical inhibitor usage and cost
This advantage carries the most weight in long-distance oil, gas, or water transmission pipelines and any system where paraffin, scale, or biological fouling is a known operational problem.
Advantage 3: Extended Equipment Life and Lower Total Maintenance Costs
By protecting the metal substrate from corrosion, erosion, and chemical attack, internal pipe coating extends effective service life—delaying or eliminating costly pipe replacements and reducing maintenance frequency.
Every additional year a coated pipe operates without degradation avoids material costs, associated labor, process downtime, line shutdown and reinstatement, and—in buried or offshore applications—excavation or dive access. Those savings compound over a pipeline's full service life. ARC Advisory Group estimates unplanned downtime costs process industries around $1 trillion per year, with most of that occurring when assets fail while running.
Scheduling coating upfront turns unpredictable failure costs into a planned capital expenditure—one that's far easier to budget and justify than an emergency repair.
For applications involving abrasive fluids or slurries—common in mining and petrochemical processing—the wear dimension is just as critical as corrosion protection. VaporKote's diffusion coating process achieves RC75+ surface hardness equivalency (1500 Knoop)—harder than tungsten carbide cutting tools—addressing both corrosion and wear simultaneously. That dual protection profile is something standard epoxy coatings cannot match in the most demanding conditions.
KPIs directly impacted:
- Mean time between maintenance events
- Unplanned downtime hours
- Total cost of ownership over pipe service life
- Pipe replacement frequency
- Maintenance labor hours
This advantage is most pronounced where replacement is logistically difficult or prohibitively expensive: buried and subsea pipelines, large-diameter process piping, heat exchanger tubing, and continuous-operation facilities where any shutdown carries direct revenue impact.
What Happens When Internal Pipe Coating Is Skipped
Unprotected pipe corrosion builds gradually — and invisibly. Early-stage pitting and wall thinning go undetected without active inspection, meaning degradation advances until a threshold failure — a leak, rupture, or significant pressure loss — forces an emergency response.
The concrete consequences of neglecting internal coating:
- Accelerating corrosion rates that shorten pipe service life well below design expectations
- Flow restriction from scale, tuberculation, and deposit accumulation
- Increasing inspection burden and regulatory scrutiny as pipe condition deteriorates
- Contamination risk in water or food-grade systems from corrosion byproducts
- Environmental and safety exposure from leaks or failures with external consequences
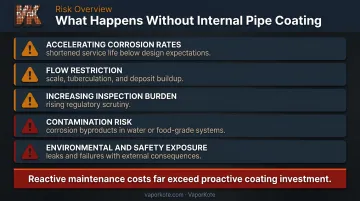
The cost trajectory on uncoated systems bends steadily against the operator. Maintenance spend escalates over time: more frequent pigging, chemical injection, patching, and eventually emergency replacement. A proactive coating program applied at the right point in the asset's life is a fixed, predictable cost — typically a fraction of what reactive management demands.
How to Get the Most Value from Internal Pipe Coating
Coating performance is only as good as the decisions made before and after application.
Surface preparation is non-negotiable. Industry estimates attribute 60–90% of coating failures to surface preparation issues, not coating quality. Abrasive blasting to the correct anchor profile—meeting AMPP/NACE and SSPC standards—is the baseline requirement. Applying even the best coating over contaminated or inadequately profiled pipe surfaces will produce premature failure.
Coating selection must match the operating environment. The key variables:
- Temperature range (standard FBE is typically rated to 93–140°C depending on formulation; diffusion coatings handle significantly higher thermal demands)
- Chemical exposure profile (H2S, CO2, chlorides, brine, petroleum distillates)
- Fluid type and whether abrasives are present
- Operating pressure
- Whether the application requires corrosion resistance, wear resistance, or both
Treating selection as a checklist rather than an engineering decision is how costly mismatches occur.
Post-Application Inspection
Holiday testing, film thickness verification, periodic in-line inspection, and documented maintenance intervals ensure the coating continues performing as intended. Localized damage identified early requires a repair; left undetected, it typically requires full pipe section replacement — a far more costly outcome.
Conclusion
Internal pipe coating isn't a cosmetic measure. It's a structural protection strategy whose value compounds over time — left unaddressed, corrosion advances quietly from a minor maintenance item into a major operational and financial liability.
The advantages of chemical resistance, flow efficiency, and extended equipment life are only fully realized when the right coating technology is matched to the operating environment, applied over properly prepared surfaces, and supported by consistent inspection practice.
For operations in the most demanding industrial environments — high-temperature, high-pressure, or abrasive applications in oil and gas, petrochemical processing, mining, and aerospace — the partner you choose determines whether a coating holds or fails. VaporKote's diffusion coating processes adhere to ASTM, ASME, API, and SAE standards, backed by over 37 years of performance in these sectors. That means every coating decision comes with metallurgical analysis, documented process control, and traceable results — not assumptions.
Frequently Asked Questions
What is the process of internal pipe coating?
The process runs through three stages: surface preparation via abrasive blasting, coating application (spraying, blowing, or thermally bonding the material to the pipe interior), then curing and inspection to verify full coverage and film thickness. For diffusion coatings, the material bonds into the metal substrate at the molecular level rather than simply adhering to the surface.
What is the difference between pipe lining and pipe coating?
Pipe coating applies a thin protective layer to prevent corrosion and reduce friction. Pipe lining typically refers to installing a structural liner—such as a CIPP sleeve—that restores structural integrity to a degraded pipe in addition to providing protection. Coating is primarily preventive; lining is often used as a rehabilitative measure on already-compromised pipe.
How long does internal pipe coating last?
Service life depends on coating type and operating conditions. Epoxy coatings are commonly rated for 35–50 years; metallurgical diffusion coatings that bond into the pipe material can outperform that in extreme chemical or wear environments. Surface preparation and application quality are the primary determinants of actual service life.
Which industries benefit most from internal pipe coating?
Oil and gas production and transmission, petrochemical processing, water and wastewater utilities, mining slurry pipelines, heat exchanger manufacturing, and refinery operations see the highest impact. Any industry transporting corrosive, abrasive, or chemically active fluids through metal piping systems benefits from internal coating.
Can internal pipe coatings handle high-temperature or high-pressure environments?
Standard epoxy coatings typically operate up to 93–140°C depending on formulation. High-temperature FBE formulations and metallurgical diffusion coatings are engineered for significantly more demanding thermal and pressure conditions. Product selection must match the specific operating environment.
How does internal pipe coating reduce maintenance costs?
By preventing corrosion and scale buildup, coated pipes require less frequent inspection, pigging, chemical treatment, and emergency repair. The upfront coating cost is typically recovered through avoided maintenance expenditure and the elimination of unplanned shutdowns caused by corrosion-related failures.