Introduction
Pipelines carry crude oil, natural gas, refined products, and water across millions of miles of buried, above-ground, and subsea networks — and corrosion is the leading cause of material degradation across all of them. In the U.S. alone, PHMSA reports over 413,000 miles of natural gas transmission and gathering lines and 228,000+ miles of hazardous liquid pipelines.
The financial toll is substantial. According to a landmark NACE/FHWA study, corrosion costs American industry an estimated $7 billion annually just to monitor, replace, and maintain gas and liquid transmission pipelines — and that figure doesn't capture downstream consequences like environmental incidents, regulatory fines, and production losses.
No single coating method protects against every corrosion threat. The right strategy depends on whether a pipeline is buried, above-ground, or submerged; what it carries; and which components face the highest risk. This guide covers the full spectrum — from fusion-bonded epoxy and cathodic protection to advanced diffusion coatings for high-wear components.
Key Takeaways
- Corrosion costs U.S. pipeline operators an estimated $7 billion annually in monitoring, maintenance, and replacement
- No single coating method addresses all corrosion types — buried, above-ground, and submerged pipelines each require different protection strategies
- Fusion-bonded epoxy (FBE) paired with cathodic protection is the regulatory standard for buried steel pipelines in the U.S.
- Surface preparation to SSPC-SP 10 (near-white blast) is a prerequisite for coating adhesion and longevity — skipping this step is the leading cause of premature failure
- For components facing combined corrosion and abrasive wear, diffusion coatings like boronizing provide protection that surface-applied coatings cannot match
Why Pipeline Corrosion Demands a Multi-Method Protection Strategy
Pipeline corrosion involves distinct electrochemical, chemical, and mechanical processes that each compromise integrity through a different pathway. Understanding those mechanisms separately is the first step toward protecting against them effectively.
The Three Corrosion Mechanisms That Matter Most
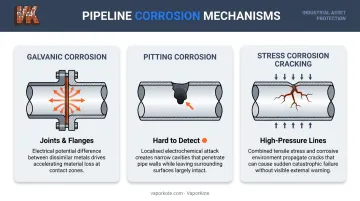
Galvanic corrosion occurs when dissimilar metals contact each other in a conductive electrolyte. As AMPP defines it, the more active metal becomes anodic and corrodes preferentially, creating a particular risk at joints, flanges, and anywhere carbon steel meets another alloy.
Pitting corrosion creates localized cavities that penetrate deep into pipe walls. AMPP notes it's more dangerous than uniform corrosion because it's difficult to detect and predict — small surface indicators can conceal significant structural compromise beneath.
Stress corrosion cracking (SCC) occurs when tensile stress combines with a corrosive environment, propagating cracks in high-pressure lines. PHMSA identifies two external SCC environments for pipelines:
- High-pH conditions from carbonate/bicarbonate solutions
- Near-neutral-pH conditions from dilute CO₂ solutions
SCC accounts for roughly 1% of reported pipeline incidents, but failures tend to be catastrophic rather than gradual.
The Real-World Consequences
PHMSA data shows that from 1998 to 2017, internal corrosion alone caused approximately 12% of all pipeline incidents, representing about 60% of all corrosion-related failures. Unprotected or inadequately protected pipelines face:
- Unplanned shutdowns and costly emergency repairs
- Environmental contamination and regulatory penalties
- PHMSA significant incident classification (fatality, hospitalization, or damages exceeding $50,000 in 1984 dollars)
- Long-term reputational and legal liability
No single coating or treatment addresses all three mechanisms. That's why effective pipeline protection combines external coatings, cathodic protection, internal linings, and component-level treatments — each targeting a specific failure mode.
Common Pipeline Coating Methods: An Overview
Fusion-Bonded Epoxy (FBE)
FBE is the dominant external coating for buried steel pipelines. It's a one-part, heat-curable thermosetting powder applied electrostatically in a factory setting, then cured to form a tough, adherent film directly bonded to the steel surface — no primer required.
Key characteristics of FBE:
- Application method: Factory-applied via electrostatic spray; pipe is preheated so the powder fuses and cures on contact
- Performance: Good adhesion, hardness, impact resistance, and chemical resistance to soil moisture and microbiological activity
- Cathodic protection compatibility: Designed to work alongside CP systems, as required by PHMSA
- Limitations: UV sensitivity limits above-ground applications; vulnerable to abrasion during horizontal directional drilling (HDD) or rocky soil installation
The concept of coating holidays — defects including pinholes, voids, thin spots, or cracks — is central to understanding why FBE alone isn't sufficient. Per ASTM D5162, a holiday is any discontinuity that significantly lowers the electrical resistance of the coating. Even microscopic holidays concentrate corrosion activity at exposed metal points.
This is why FBE is typically paired with an abrasion-resistant overcoat (ARO) in demanding installation conditions and always used alongside cathodic protection for buried pipelines.
Epoxy and Multi-Layer Coating Systems
Where FBE handles the buried pipe, above-ground infrastructure — pump stations, compressor stations, manifolds, valve assemblies — demands a different approach entirely. UV degradation, weathering cycles, and atmospheric moisture drive coating selection here, not soil electrochemistry.
Common approaches include:
- 100% solids liquid epoxy: High-build coatings providing strong adhesion and chemical resistance without VOC concerns
- Three-layer systems: Zinc-rich primer (sacrificial galvanic protection) + epoxy intermediate coat (barrier) + polyurethane topcoat (UV and weathering resistance)
- Internal corrosion inhibitor linings: Film-forming coatings for pipe interiors that slow chemical attack from transported media — particularly relevant for pipelines carrying water, H₂S, CO₂, or crude oil
Cathodic Protection as a Coating Partner
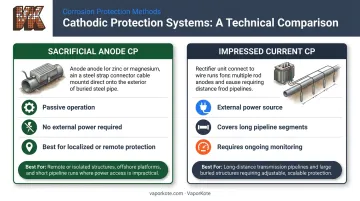
Cathodic protection (CP) works differently from barrier coatings. Rather than sealing the surface, it makes the pipeline the cathode of an electrochemical cell, removing the electrical driving force that causes metal to corrode.
Two system types are used:
| CP Type | How It Works | Best For |
|---|---|---|
| Sacrificial anode | Active metal (zinc, magnesium, aluminum) corrodes instead of pipe | Localized protection, remote locations, no power needed |
| Impressed current | External power source drives protective current through buried anodes | Long pipeline segments, broader coverage, requires rectifier and monitoring |
Under 49 CFR 192.455, buried or submerged pipelines installed after July 31, 1971 must have both a compliant external coating and a cathodic protection system operational within one year of construction. The relationship is intentionally complementary: coatings provide the primary barrier, and CP compensates wherever that barrier ages, cracks, or develops holidays.
Internal vs. External Pipeline Coatings
External and internal coatings address fundamentally different threats. Mixing them up leads to mismatched protection.
External coatings defend against:
- Soil moisture and aggressive soil chemistry
- Stray electrical currents from adjacent infrastructure
- UV exposure and atmospheric weathering (above-ground)
- Mechanical damage during installation and soil movement
Internal linings defend against:
- Corrosion from transported media (H₂S, CO₂, water, brine)
- Erosion from high-velocity flow, sand, or particulates
- Chemical attack from hydrocarbons and process fluids
Internal Lining Approaches
For pipelines carrying dry natural gas, API RP 5L2 covers internal coating recommendations. For systems with water present, NACE SP0106 addresses internal corrosion control. Typical lining types include:
- Immersion-grade epoxy: Continuous-contact resistance to hydrocarbons, water, or chemical exposure
- Flow-efficiency linings: Smooth surfaces that reduce friction and improve flow rates — one study in Progress in Organic Coatings found internal epoxy coating reduced friction factor by up to 25% in large-diameter gas pipelines
- Field-applied coatings: Liquid epoxy systems and robotic application tools for girth weld zones and field joints
The lining type selected depends heavily on the transported medium — particularly when corrosive gases are involved. For sour gas, wet natural gas, and crude oil pipelines, H₂S and CO₂ create aggressive internal corrosion environments. Mitigation options typically include corrosion-resistant linings, corrosion inhibitor injection, and CRA (corrosion-resistant alloy) material selection, often used in combination.
Selecting the Right Coating Method by Environment
Environment-Based Decision Framework
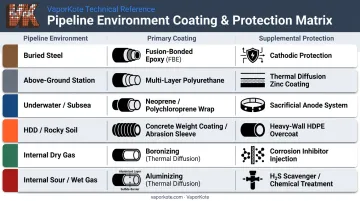
| Pipeline Environment | Primary Coating | Supplemental Protection |
|---|---|---|
| Buried steel pipeline | Fusion-bonded epoxy (FBE) | Cathodic protection (mandatory) + abrasion-resistant overcoat (ARO) where needed |
| Above-ground station | Three-layer atmospheric system | Inspection and maintenance cycles |
| Underwater/subsea | FBE or coal tar urethane | Sacrificial CP anodes + concrete weight coating |
| HDD or rocky soil installation | FBE + abrasion-resistant overcoat | Field joint tape/mastic systems |
| Internal — dry gas | Internal flow-efficiency epoxy | — |
| Internal — sour/wet gas | Immersion-grade epoxy or CRA | Corrosion inhibitor injection |
Surface Preparation: The Non-Negotiable First Step
Coating performance depends more on surface preparation than on the coating itself. Two standards govern most pipeline work:
- NACE No. 2 / SSPC-SP 10 (Near-White Metal Blast Cleaning): Required for most buried pipeline external coatings — removes all visible oil, mill scale, rust, and contaminants; permits only light staining on up to 5% of the surface
- SSPC-SP 11 (Power Tool Cleaning to Bare Metal): Used for field joints and areas where blast equipment can't reach; achieves bare metal with a minimum surface profile
Inadequate surface preparation — failing to achieve SP 10 before FBE application, for example — is among the most common causes of early coating adhesion failure. No coating system compensates for poor prep.
Tapes, Mastics, and Mechanical Wraps
Field joints, fittings, and HDD-installed pipe sections require supplemental mechanical protection that FBE alone can't provide. Petrolatum tape, butyl mastic, and purpose-built abrasion-resistant outerwraps protect the anti-corrosion coating during pullback, in rocky soil, and at areas of stress concentration. Together, these mechanical layers complete the system — no single coating method handles every condition on its own.
Diffusion Coatings: Advanced Corrosion Protection for Pipeline Components
Conventional surface-applied coatings work well for pipe bodies. But pipeline systems include components — pump impellers, valve internals, bushings and wear rings — that face simultaneous corrosion and severe abrasive wear. For these parts, a coating sitting on top of the metal surface often isn't enough.
How Diffusion Coatings Work
Diffusion coatings (boronizing and aluminizing applied via chemical vapor deposition) work through a different mechanism than surface-applied systems. Rather than depositing a layer on top of the base metal, the CVD process drives coating elements into the metal surface at high temperature, forming an intermetallic compound within the metal's surface structure.
The result is a metallurgical bond, not a mechanical one. There's no discrete interface between coating and substrate that can delaminate, chip, or undercut — the protective layer is part of the metal itself.
Boronizing produces a surface hardness of 1,500 Knoop (RC75+ equivalency) — harder than tungsten carbide cutting tools. Research published in Surface and Coatings Technology reported boride layer hardness exceeding 2,000 HV in borided steel. A 2021 open-access study confirmed that iron boride coating substantially outperformed bare carbon steel under erosion-abrasion-corrosion conditions simulating downhole oil production.
Aluminizing creates an aluminide layer optimized for high-temperature oxidation and corrosion resistance — well suited for components operating in elevated-temperature process environments like heat exchangers, reactor screens, and high-temperature fasteners.
Where Diffusion Coatings Excel
For engineers specifying these treatments, VaporKote (Anaheim, CA) has processed components for oil production, petrochemical refining, mining, and related industries since 1987. Treated components include:
- Pump impellers and wear rings — boronized to resist erosion from abrasive process fluids, maintaining efficiency and extending service intervals
- Sleeves and bushings — custom-manufactured to specification with boronized surfaces
- Heat exchanger tubing — aluminized for high-temperature corrosion protection
- Fasteners and reactor screens — aluminized for anti-galling properties in aggressive environments
VaporKote formulates powder mixes on-site, tailoring each coating to the specific application rather than using pre-made formulations. The company performs metallurgical analysis and certifies the diffusion coatings of processed parts — providing documented quality assurance that aligns with ASTM, ASME, SAE, and API engineering standards. Their furnace infrastructure accommodates components up to 68 inches in diameter, handling large-scale industrial parts that many competitors cannot process.

When standard coatings aren't adequate for combined wear and corrosion loads, diffusion treatment is worth evaluating — particularly for high-cycle components where unplanned replacement drives the bulk of maintenance spend.
Regulatory Compliance and Industry Standards
The Federal Framework
Under 49 CFR Part 192 Subpart I, PHMSA mandates minimum requirements for protecting metallic pipelines from external, internal, and atmospheric corrosion. Specifically:
- 49 CFR 192.455 requires that buried or submerged pipelines installed after July 31, 1971 have both an external protective coating meeting 192.461 requirements AND a cathodic protection system installed and operating within one year of construction
- 49 CFR 192.461 specifies that external coatings must have suitable adhesion, ductility to resist cracking, strength to resist handling and soil stress, and compatibility with supplemental cathodic protection
Both pipeline owners and coating contractors share responsibility for meeting these requirements.
Industry Standards That Drive Coating Quality
Federal regulations define the legal minimum. Industry standards from AMPP, ASTM, API, and ASME establish the technical benchmarks that determine whether a coating system actually holds up in service:
- AMPP SP0169 — Control of external corrosion on underground or submerged metallic piping
- AMPP SP0188 — Holiday testing of new protective coatings on conductive substrates
- ASTM D5162 — Discontinuity (holiday) testing procedures
- ASTM G8 / G42 — Cathodic disbonding tests for pipeline coatings
- NACE No. 2 / SSPC-SP 10 — Near-white metal blast cleaning standard
- API RP 5L2 — Internal coating of line pipe for gas service
- ASME B31.8 — Gas transmission and distribution piping systems
Surface prep grades, coating adhesion tests, holiday detection procedures, and CP design criteria each map directly to a real failure mode. Following these standards is what separates a coating system that lasts decades from one that fails within a few years.
Frequently Asked Questions
What is the most widely used coating for buried steel pipelines?
Fusion-bonded epoxy (FBE) is the industry standard for buried steel pipelines, valued for its factory application consistency, chemical resistance, and direct compatibility with cathodic protection systems. Under 49 CFR 192.455, FBE is almost universally paired with a CP system as a mandatory requirement for pipelines installed after July 1971.
What is the difference between internal and external pipeline coatings?
External coatings protect against environmental threats: soil moisture, stray currents, UV, and atmospheric exposure. Internal linings protect against corrosion or erosion from the transported medium itself, such as H₂S, CO₂, water, or abrasive slurries. Many pipelines require both, selected independently based on the specific threats each surface faces.
How long do pipeline coatings typically last?
Service life varies based on coating type, soil aggressivity, installation quality, and maintenance. PHMSA regulations treat longevity as contingent on maintaining coating integrity and CP support rather than a fixed schedule. Subsea pipelines, for example, are typically designed for 30-year service lives, requiring robust coating systems from the start.
What standards govern pipeline coating selection and application?
In the U.S., 49 CFR Part 192 Subpart I is the mandatory federal framework for pipeline coating. Specification, surface preparation, and holiday testing are governed by AMPP SP0169/SP0188 and ASTM D5162/G8/G42, with API RP 5L2 covering internal coatings and ASME B31.8 applying to gas transmission systems.
Can diffusion coatings be used on pipeline components in addition to the pipe body?
Yes. Boronizing and aluminizing are well-suited for pipeline components like pump impellers, wear rings, valve parts, and bushings that face combined corrosion and abrasive wear. Surface-applied coatings often fail prematurely under these conditions; a metallurgically bonded diffusion coating provides a clear durability advantage where it counts.
What happens if a pipeline coating fails or develops a holiday?
A coating holiday creates a concentrated corrosion pathway: electrochemical attack focuses at the exposed metal point rather than distributing across the pipe surface. This accelerates localized metal loss, which is why cathodic protection functions as a backup defense at those failure points. Holiday detection testing per AMPP SP0188 and ASTM D5162 is standard practice during pipeline quality inspection.