The financial scale of this problem is staggering. The NACE IMPACT study estimated global corrosion costs at $2.5 trillion per year — roughly 3.4% of global GDP — while also noting that available corrosion-control practices could save 15–35% of that figure. That's up to $875 billion left on the table annually.
This guide covers how corrosion protection actually works, the main methods available, and how industrial operators can evaluate which approach delivers the best long-term value for their specific applications.
Key Takeaways
- Corrosion costs industry trillions annually, but most of that loss is preventable
- Protection methods split into passive (barrier coatings) and active (electrochemical) approaches
- Paint, hot-dip galvanizing, thermal spray, and diffusion coatings each suit different environments and performance tiers
- Diffusion coatings like boronizing form intermetallic compounds that bond to the base metal and won't chip or delaminate
- Choose protection methods based on total cost of ownership, not upfront price alone
What Is Corrosion and Why Does It Cost Industries So Much?
The Electrochemical Reality
When iron in steel contacts oxygen and moisture, it undergoes an electrochemical reaction that converts base metal into iron oxide — rust. That rust expands to occupy far more volume than the original steel: engineering guidance from SteelConstruction.info cites roughly 6x expansion, while peer-reviewed research reports a range of 2.2–6.4x depending on oxygen availability and corrosion products.
That volumetric expansion is what drives structural damage. As rust forms inside cracks and crevices, it generates internal pressure that accelerates fracture and delamination. In industrial environments, the process accelerates further:
- High humidity and salt exposure in coastal or marine settings
- Aggressive chemical contact in petrochemical or pulp and paper operations
- Temperature cycling that causes coatings to expand and contract
- Mechanical abrasion that strips surface protection
Beyond Surface Damage
Those structural consequences translate directly into operational and safety failures. PHMSA data shows internal corrosion accounted for roughly 60% of corrosion-caused pipeline incidents and about 12% of all pipeline incidents from 1998 to 2017 — a safety and environmental liability, not just a maintenance line item.
For industrial operators, the real cost of corrosion includes:
- Unplanned shutdowns from component failure
- Emergency labor and expedited parts procurement
- Environmental cleanup from leaks in chemical or process equipment
- Regulatory penalties and safety incident costs
Prevention consistently costs less than remediation. NACE IMPACT research puts the opportunity in concrete terms: available corrosion-control practices could save $375–875 billion annually worldwide.
How Corrosion Protection Works: Active vs. Passive Methods
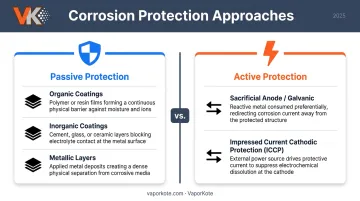
All corrosion protection falls into one of two categories: passive methods that physically block corrosive elements, or active methods that interfere with the electrochemical reaction itself.
Passive Corrosion Protection
Passive protection creates a physical barrier between the metal surface and its environment. This includes organic coatings (paints, epoxies), inorganic coatings (zinc silicates), and metallic layers applied over the substrate.
The critical variable in any passive system is surface preparation. As AMPP states directly: without proper surface preparation, a coating will not adhere properly to the substrate and the system will fail. Even premium coatings applied over contaminated or insufficiently cleaned steel will underperform and fail prematurely.
Most industrial paint systems use a layered approach:
- Primer — bonds to the cleaned metal surface, provides initial corrosion inhibition
- Intermediate/build coats — add film thickness and barrier strength
- Topcoat — delivers the final resistance to weather, chemicals, and UV exposure
Active Corrosion Protection
Where passive systems form a physical shield, active protection redirects or suppresses the electrochemical reaction driving corrosion in the first place. Two methods dominate industrial applications:
- Sacrificial anode (galvanic) protection connects a more electrochemically active metal — most often zinc or magnesium — to the steel being protected. The anode corrodes preferentially, supplying protective current to the steel without external power. This is the mechanism behind galvanizing and zinc-rich primers.
- Impressed current cathodic protection (ICCP) uses an external DC power source to push current into the structure, counteracting its corrosion potential. Engineers deploy ICCP primarily on large buried or submerged assets like pipelines and storage tanks — almost always alongside a coating system, not as a standalone solution.
Common Corrosion Protection Methods: A Practical Comparison
Each protection method operates at a different performance tier and suits different application environments. Here's how the main categories compare.
Paint and Organic Coatings
Epoxy primers, polyurethane topcoats, and zinc-rich primers make up the most widely deployed corrosion protection systems globally. Their advantages are clear: relatively low upfront cost, applicability to complex shapes, and well-understood performance characteristics governed by ISO 12944.
ISO 12944 defines durability tiers for paint systems:
- Low: up to 7 years
- Medium: 7–15 years
- High: 15–25 years
- Very high: >25 years
The limitations are equally well-documented. Film coatings are vulnerable to edge and corner coverage gaps, struggle under sustained mechanical abrasion, and can degrade when exposed to aggressive chemical environments. In heavy industrial settings, recoating cycles become a recurring maintenance cost.
Metallic Coatings: Galvanizing and Thermal Spray
Hot-dip galvanizing (HDG) immerses steel in molten zinc, creating a metallurgically bonded alloy layer rather than a simple surface film. AGA performance data for a 100-micron zinc coating shows estimated time to first maintenance of 47–143 years in C3 environments, 24–47 years in C4, and 12–24 years in C5 — strong performance for atmospheric exposure when component geometry allows full immersion.

Thermal spray (arc spray or flame spray) applies zinc, aluminum, or zinc-aluminum alloys as overlapping metal platelets onto a prepared surface. It's field-applicable and can coat assembled or oversized structures. The trade-off: thermal spray coatings have inherent porosity — typically addressed with a sealer coat that penetrates and closes the pore structure. Governing standards include AWS C2.23M/C2.23:2018 and NACE No. 12/SSPC CS-23.
Diffusion Coatings: Boronizing and Aluminizing
Diffusion coatings represent a distinct protection approach. Rather than applying a layer onto the metal surface, processes like boronizing and aluminizing introduce alloying elements into the surface through chemical vapor deposition (CVD), forming a true intermetallic compound. Because the protective zone is chemically integrated with the substrate, it cannot chip, peel, or delaminate the way surface-applied coatings can.
Boronizing diffuses boron into the metal surface, forming FeB and Fe2B boride layers. Peer-reviewed studies report hardness values of 1,450–2,000 HV for boronized steel, with one AISI H13 study reaching 1,956 ± 67 HV.
VaporKote's boronizing process achieves RC75+ equivalency (1,500 Knoop hardness) — harder than tungsten carbide cutting tools — delivering simultaneous wear and corrosion resistance in a single treatment. Their CVD process meets ASTM, ASME, SAE, and API engineering standards.

Aluminizing applies aluminum into the metal surface to form aluminide intermetallics, optimized for high-temperature oxidation and corrosion resistance — particularly relevant for heat exchanger tubing, high-temperature fasteners, and reactor components.
For both processes, VaporKote formulates powder mixes on-site, allowing the diffusion chemistry to be tuned to specific substrate materials and operating environments rather than relying on fixed commercial formulations.
The Real Benefits of Corrosion Protection for Industrial Operations
Extended Component Service Life
Components last longer with proper corrosion protection. VaporKote's diffusion coatings have extended component life across oil production, petrochemical refining, mining, aerospace, and pulp & paper — with customers reporting savings of hundreds of thousands of dollars annually in maintenance costs.
The NACE IMPACT study provides supporting context with documented ROI examples from industrial applications, including an ROI of 13:1 for cathodic protection of rebar in critical facilities and 15:1 for ceramic anode upgrades. The automotive sector offers a macro example: corrosion management improvements in that industry saved $9.6 billion per year by 1999 versus 1975, a 52% cost reduction — even as average vehicle age increased by 49%.
Reduced Unplanned Downtime
Corrosion-driven component failures don't send a warning. According to Emerson, citing ARC Advisory Group, global process industries lose approximately $20 billion annually — representing 5% of annual production — from unscheduled downtime, with nearly 80% considered preventable.
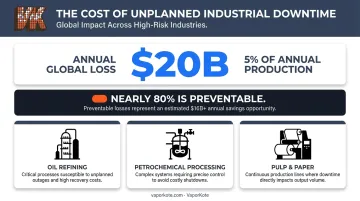
For industries like oil refining, petrochemical processing, and pulp and paper, a single shutdown event can cascade quickly into significant lost production. Fewer component failures translate directly to:
- Fewer emergency maintenance calls
- Reduced spare parts inventory
- More predictable maintenance scheduling
- Lower total maintenance labor costs
Precision and Performance Integrity
Corrosion doesn't just weaken components — it degrades their dimensional accuracy. In precision applications like heat exchanger manufacturing or aerospace, components that drift outside tolerance due to surface degradation create efficiency losses, contamination risks, and potential safety consequences that replacement cost alone doesn't capture.
The Wear-and-Corrosion Combination Problem
In applications like oil drilling, mining, and agricultural equipment, components face simultaneous abrasion and chemical attack. Standard anti-corrosion treatments — paint, galvanizing, thermal spray coatings, or epoxy liners — aren't designed to handle aggressive mechanical wear. They address one failure mode while leaving the other unresolved.
Diffusion coatings like VaporKote's boronizing address both simultaneously. The RC75+ surface hardness resists abrasion from slurries, particulates, and mechanical contact, while the intermetallic structure provides corrosion resistance — without the risk of the protective layer being worn away to expose unprotected base metal underneath.
Choosing the Right Corrosion Protection Method
Step 1: Assess Environment Corrosivity
ISO 9223 defines atmospheric corrosivity categories from C1 (dry, very low pollution) through CX (offshore, extreme chloride or industrial pollution). The category determines baseline performance requirements, and the scale is not linear.
A C5 or CX environment will exhaust a 100-micron zinc galvanizing coating in 12 years or less, whereas the same coating lasts 47–143 years in a C3 environment. More aggressive environments demand genuinely higher-performance protection — not just thicker applications of lower-tier systems.
Step 2: Match Method to Application Requirements
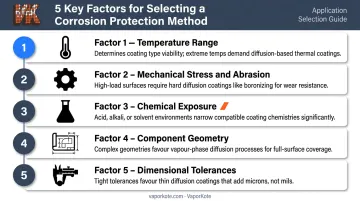
Environment is the first filter; application-specific demands narrow the selection further. Key factors:
- Temperature range — aluminizing outperforms paint and zinc-based systems at elevated temperatures
- Mechanical stress and abrasion — diffusion coatings handle abrasion that would strip surface coatings
- Chemical exposure — verify specific chemical resistance for the media in contact
- Component geometry — complex shapes with tight internal passages may not be fully accessible to thermal spray; diffusion coatings follow the surface uniformly
- Dimensional tolerances — thick paint or plating buildup can push components out of tolerance; diffusion coatings add minimal dimensional change while transforming the surface metallurgy
Step 3: Calculate Total Cost of Ownership
Upfront coating cost is the wrong basis for comparison. A diffusion coating that costs more per component but eliminates recoating cycles, extends service life fivefold, and prevents an unplanned shutdown pays back its premium quickly.
AMPP's guidance on material and coating selection identifies these as the correct evaluation criteria:
- Life expectancy — how long the coating performs before requiring intervention
- Reliability — consistency of protection under operating conditions
- Total lifecycle cost — procurement, application, maintenance, and downtime combined
Frequently Asked Questions
What is the best corrosion protection for metal?
The right method depends on the operating environment and expected failure modes. Hot-dip galvanizing and high-performance epoxy systems suit general atmospheric exposure. For severe industrial environments with simultaneous wear and chemical attack, diffusion coatings like boronizing deliver longer-lasting protection that surface coatings cannot match.
Which types of steel are corrosion-resistant and won't rust?
Stainless steels rely on chromium to form a passive protective film, while weathering steels develop a stable oxide patina. Both have environmental limits — stainless steel can corrode rapidly in certain grades and environments, and FHWA specifically warns against uncoated weathering steel in high-salt and high-humidity conditions. Surface treatment remains necessary in aggressive industrial environments.
What is the difference between active and passive corrosion protection?
Passive protection physically isolates the metal from moisture and oxygen using a barrier coating. Active protection — such as sacrificial zinc anodes or impressed current cathodic protection — uses electrochemical means to redirect corrosion away from the protected metal, whether or not a barrier coating is present.
How long does corrosion protection coating last?
Paint systems typically require recoating every 5–25 years depending on the environment and system specification (per ISO 12944 durability tiers). Hot-dip galvanizing at 100 microns lasts 24–143 years in moderate-to-industrial environments. Diffusion coatings, which become part of the base metal, provide protection tied to the component's service life, not a separate coating layer.
What industries benefit most from corrosion protection coatings?
Industries facing high-corrosivity conditions and costly failures benefit most: oil and gas, petrochemical, mining, marine, aerospace, agriculture, and pulp and paper. In each sector, a single component failure can trigger safety incidents, regulatory exposure, and extended downtime — making upfront protection easy to justify.
What is diffusion coating and how does it protect against corrosion?
Diffusion coating — such as boronizing or aluminizing — uses a CVD process to integrate alloying elements directly into the metal surface, forming an intermetallic compound that is physically part of the base metal. Because no distinct surface layer exists to delaminate or chip, the coating delivers resistance to both corrosion and wear even under conditions that would strip conventional coatings.