Introduction
Ion nitriding of stainless steel is a thermochemical surface treatment that uses plasma discharge to diffuse nitrogen into the surface, increasing hardness and wear resistance without altering bulk properties. Engineers in petrochemical, aerospace, oil & gas, and manufacturing sectors frequently make a costly assumption: that nitriding stainless steel works the same as nitriding carbon steel.
It doesn't. That misconception leads directly to corrosion failures and inadequate surface hardness.
The challenge comes down to stainless steel's chromium oxide passive layer. This layer delivers excellent corrosion resistance, but it blocks nitrogen diffusion — a barrier conventional gas nitriding cannot overcome without aggressive chemical pre-treatment. According to research published in ASM International's handbook, plasma nitriding uses glow-discharge technology to introduce nascent nitrogen directly to the surface for subsequent diffusion into the material.
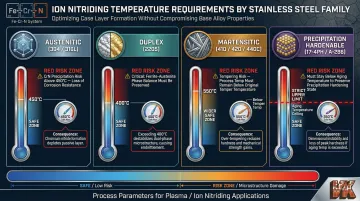
Temperature control is critical. Processing below 450°C forms a corrosion-resistant S-phase with exceptional hardness. Exceeding that threshold triggers chromium nitride precipitation, destroying the corrosion resistance the alloy was chosen for.
Key Takeaways
- Ion nitriding uses high-voltage plasma to diffuse nitrogen into stainless steel, creating a hardened surface layer reaching 1000–1500 HV
- Hydrogen plasma sputtering removes the chromium oxide barrier in-chamber — no hazardous chemical pre-treatments needed
- Low temperatures (350–450°C) preserve corrosion resistance by forming S-phase; high temperatures cause CrN precipitation and corrosion degradation
- All major stainless steel families can be treated, though process parameters must match each grade's metallurgy
- When wear demands exceed nitriding limits, VaporKote's boronizing achieves RC75+ surface hardness
What Is Ion Nitriding of Stainless Steel?
Ion nitriding (also called plasma nitriding) is a vacuum-based surface hardening process. High-voltage electrical energy creates a plasma that accelerates nitrogen ions onto the workpiece, heating it and driving nitrogen diffusion into the surface.
This creates a hardened case layer that improves wear resistance, fatigue strength, and—when properly controlled—corrosion resistance, while leaving core material properties unchanged.
Unlike gas nitriding, which uses ammonia at higher temperatures and cannot efficiently remove the chromium oxide passive layer (which gives stainless steel its corrosion resistance) without chemical pre-treatment, ion nitriding removes it in-situ through plasma sputtering. It also operates at lower, more controllable temperatures. That combination makes plasma nitriding the preferred method for stainless steel surface hardening.
Why Stainless Steel Requires a Specialized Nitriding Approach
The Chromium Oxide Barrier Problem
Stainless steels form a chromium oxide (Cr₂O₃) passive layer on their surface that provides corrosion resistance but acts as an impenetrable barrier to nitrogen diffusion. This is why conventional gas nitriding often fails or requires aggressive chemical pre-treatments such as wet blasting or pickling before processing stainless steel.
Ion nitriding solves this problem directly: the plasma sputters the passive layer off the surface using hydrogen ions inside the vacuum chamber itself, immediately before nitrogen is introduced. No external chemical stripping is needed, eliminating hazardous waste streams and ensuring uniform surface activation.
The Temperature-Corrosion Tradeoff
Nitriding stainless steel at higher temperatures (above 450–500°C) promotes the formation of chromium nitrides (CrN). Research shows that CrN precipitation depletes chromium from the matrix, reducing the very corrosion resistance the material was selected for. This is a stainless-specific risk not present in carbon steels, where higher nitriding temperatures simply increase case depth without compromising corrosion performance.
The S-Phase: Optimal Outcome at Low Temperatures
The S-phase (expanded austenite) is a nitrogen-supersaturated austenite phase that forms at lower temperatures. It delivers three properties that make it the target outcome for most stainless applications:
- Surface hardness: 1000–1500 HV, up to five times the substrate hardness
- Corrosion resistance: Preserved or improved, unlike outcomes at higher temperatures
- Fatigue resistance: Residual compressive stresses up to 2 GPa from crystal lattice expansion
Grade-Specific Responses
Each stainless steel family responds differently to ion nitriding:
- Austenitic grades (304, 316L): Require strict temperature control below 450°C to prevent CrN formation
- Duplex grades (2205): Feature differential nitrogen diffusion in ferrite versus austenite grains, requiring temperatures below 400°C
- Martensitic grades: Can tolerate higher temperatures but risk tempering effects
- Precipitation hardenable grades (17-4PH, A-286): Nitriding temperature must remain below the aging temperature to avoid dimensional changes
Getting these parameters wrong doesn't just reduce hardness — it can permanently compromise the corrosion resistance that made stainless steel the material choice in the first place.
How Ion Nitriding Works on Stainless Steel
The process begins with cleaned stainless steel parts loaded into a sealed vacuum chamber. The chamber is evacuated and a gas mixture—typically nitrogen and hydrogen—is introduced at low pressure (1–10 Torr). High-voltage DC power creates a glow discharge (plasma) between the chamber wall (anode) and the parts (cathode), simultaneously cleaning the surface and driving nitrogen into it.
The N₂-to-H₂ ratio controls case composition directly—adjusting it determines whether a compound layer (white layer) forms or only a diffusion zone develops beneath the surface.
Step 1: Surface Activation and Passive Layer Removal
Before nitrogen diffusion begins, the hydrogen-rich plasma bombards the stainless steel surface, physically sputtering away the chromium oxide passive layer. According to research on chromium oxide reduction, hydrogen plasma chemically reduces and physically removes the Cr₂O₃ barrier inside the vacuum vessel.
This in-chamber activation is the critical differentiator versus gas nitriding, which requires external chemical pickling or wet blasting—hazardous processes that generate toxic waste and may leave surface contamination.
Step 2: Nitrogen Ion Bombardment and Heat Generation
Once the passive layer is removed, nitrogen ions from the plasma strike the workpiece surface. Ion bombardment heats the workpiece to the target nitriding temperature (typically 350–520°C depending on grade) while simultaneously introducing reactive atomic nitrogen at the surface. Temperature is continuously monitored throughout the cycle, which runs 4–20 hours depending on the required case depth.
Step 3: Nitrogen Diffusion and Case Formation
Atomic nitrogen diffuses inward from the surface. For stainless steels processed at lower temperatures, the dominant product is the S-phase—a metastable nitrogen-supersaturated phase that increases surface hardness without precipitating CrN. At higher temperatures, CrN forms, increasing hardness further but at the cost of corrosion resistance.
The compound layer also generates residual compressive stresses—measured by X-ray diffraction at values exceeding 2 GPa—that counteract applied tensile loads. In practice, this pushes fatigue crack initiation away from the surface and into the bulk material, meaningfully extending component life in cyclic-load applications such as pumps, shafts, and downhole tooling.
Key Benefits and Industrial Applications of Ion Nitriding
Performance Benefits
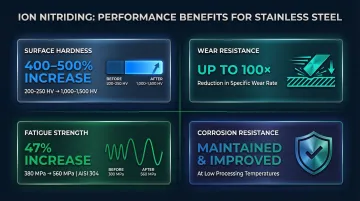
Ion nitriding produces measurable performance improvements across four key properties:
- Surface hardness increase: From baseline 200-250 HV to 1000-1500 HV (400-500% increase)
- Wear resistance: Reduction in specific wear rates by up to two orders of magnitude compared to untreated substrates
- Fatigue strength: 47% increase in fatigue limit for AISI 304 (from 380 MPa to 560 MPa)
- Corrosion resistance: Maintained or improved when processed at low temperatures
Industrial Applications Across Stainless Families
Each stainless family responds differently to ion nitriding, and the treatment parameters are matched accordingly:
- 304/316L (austenitic): Low-temperature S-phase treatment adds wear protection in food processing and chemical equipment without degrading corrosion resistance or sanitary surface requirements.
- 2205 (duplex): Used on valve stems, pump shafts, and fasteners in oil & gas, desalination, and offshore platforms. Low-temperature processing preserves the ferrite-austenite phase balance while improving surface wear resistance.
- 17-4PH / A-286 (precipitation hardenable): Common in aerospace fasteners and jet engine components where dimensional stability and core strength must hold. Ion nitriding adds surface hardness without disturbing the bulk mechanical properties.
- 310/321 (powder metal): Ion nitriding is the preferred method for powder metal stainless because gas and salt bath methods penetrate internal porosity and cause embrittlement. The short mean free path of N₂⁺ ions restricts hardening to the surface.
Mechanical Masking Advantage
Unlike gas or salt bath nitriding, ion nitriding allows specific areas—threaded holes, bores, weld zones—to be shielded from treatment using mechanical masks. This is operationally important for complex components that need selective hardening without expensive copper plating or chemical paints.
When Higher Performance Is Required
Selective hardening and precise process control give ion nitriding a broad application range—but for components in extreme abrasion or erosion environments, it may reach its ceiling. In those cases, higher-performance diffusion coating processes become the practical next step. VaporKote's boronizing process, for example, achieves surface hardness of 1500 Knoop (RC75+ equivalency), which is harder than tungsten carbide cutting tools, and is well-suited for mining, oil drilling, and agricultural equipment where wear demands exceed what nitriding can provide.
Factors That Affect Ion Nitriding Outcomes on Stainless Steel
Critical Process Variables
Treatment temperature: The most critical variable for stainless steel, governing S-phase versus CrN formation. Strict control within ±10°C is essential.
Treatment time: Controls case depth through diffusion kinetics. Typical treatments range 4-20 hours.
N₂-to-H₂ gas ratio: Controls nitriding potential and white layer composition. High hydrogen (20% N₂ / 80% H₂) promotes pure diffusion zones; high nitrogen (80% N₂ / 20% H₂) drives compound layer formation.
Vacuum pressure: Affects plasma density and ion bombardment intensity.
Part surface condition: Contamination, oxide scale, or machining residues can create non-uniform nitrogen diffusion.
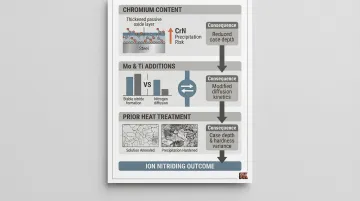
Alloy Composition Effects
The specific stainless steel grade and its alloy composition directly shape outcomes. Three compositional factors carry the most weight:
- Chromium content — higher chromium thickens the passive layer and increases CrN precipitation tendency
- Molybdenum and titanium — both form thermally stable nitrides that compete with nitrogen diffusion
- Prior heat treatment — solution-annealed and precipitation-hardened steels differ significantly in baseline microstructure and diffusion rates
For PH steels, nitriding temperature must remain at least 28°C (50°F) below the aging temperature to avoid dimensional changes and loss of core strength, per SAE AMS 2759/8 specifications.
Geometric and Fixturing Considerations
Beyond alloy chemistry, part geometry introduces its own set of variables. Complex parts, blind holes, or tight cavities can cause plasma instability or uneven case depth. The "hollow cathode effect" in cavities smaller than 2mm creates exponentially higher plasma density, causing localized overheating and unwanted CrN precipitation. Ion nitriding has limited ability to penetrate deep narrow cavities, and process designers must account for this upfront.
Active Screen Plasma Nitriding (ASPN) mitigates these challenges by generating plasma on a surrounding screen rather than directly on the component. This eliminates edge effects and ensures uniform nitrogen diffusion even on intricate geometries.
Limitations and When Ion Nitriding May Not Be the Right Choice
Case Depth Limitations
Ion nitriding produces shallow case depths (10-40 µm) compared to carburizing (up to several millimeters). Applications requiring deep hardened cases for extreme point loads or heavy section components are not well-suited to plasma nitriding.
Post-Treatment Weldability
Components that will undergo welding in treated zones face significant challenges. The intense heat of the welding arc causes the nitrogen-supersaturated S-phase to decompose, leading to rapid CrN precipitation in the heat-affected zone.
This results in severe chromium depletion, sensitization, and a high risk of intergranular corrosion and cracking. All welding must be completed prior to nitriding.
Economic Considerations
Vacuum plasma nitriding requires sophisticated, capital-intensive equipment with complex electrical control systems. The batch nature of the process and careful fixturing requirements result in lower throughput than continuous gas nitriding.
The process is less economical for high-volume, low-value commodity parts. For precision aerospace, medical, and petrochemical components — where dimensional stability eliminates post-process grinding — the economics shift strongly in its favor.
The Corrosion-Hardness Tradeoff
If the application demands both maximum surface hardness and maximum corrosion resistance simultaneously, ion nitriding at high temperature delivers one at the expense of the other. Engineers must explicitly decide which property is priority. S-phase processing at low temperature is a compromise that achieves both to a moderate degree, but hardness is lower than achievable at high temperature.
When Alternative Diffusion Coatings Are Better
When the tradeoffs within ion nitriding still don't meet the wear demands of an application, a different process may be the right call entirely.
For components in extreme abrasion or erosion environments — mining equipment, oil drilling tools, agricultural machinery — boronizing offers substantially greater surface hardness. VaporKote's boronizing process achieves 1500 Knoop (RC75+ equivalency), harder than nitrided surfaces and comparable to tungsten carbide. When maximum wear resistance is the design goal, boronizing is typically the better fit.
Key scenarios where boronizing outperforms nitriding:
- High-abrasion environments where nitriding case depth is insufficient (mining, drilling)
- Erosion-prone components exposed to particulate-laden flows
- Agricultural tooling subject to continuous soil abrasion
- Parts where RC75+ hardness is a firm engineering requirement

Frequently Asked Questions
Can you nitride stainless steel?
Yes, stainless steel can be nitrided, but it requires a specialized approach. The chromium oxide passive layer must first be removed, which ion (plasma) nitriding accomplishes in-chamber through hydrogen sputtering without additional chemical pre-treatment. Gas nitriding cannot effectively treat stainless steel without aggressive pickling or blasting steps.
Can 304 stainless steel be nitrided?
AISI 304 (an austenitic stainless steel) can be ion nitrided successfully. At low temperatures (350–450°C), the process forms an S-phase (expanded austenite) layer that increases surface hardness from ~200 HV to 1000–1500 HV while preserving corrosion resistance. At higher temperatures, CrN precipitation occurs and reduces corrosion performance.
Is nitriding cookware safe to use?
Nitrided cookware—which typically undergoes gas or salt bath nitriding rather than plasma nitriding—is generally considered safe for food contact once properly finished. However, this is a consumer product application distinct from the industrial ion nitriding processes discussed in this article.
What is the difference between ion nitriding and gas nitriding for stainless steel?
The key difference is surface activation: gas nitriding cannot remove the chromium oxide passive layer without chemical pre-treatment (pickling, wet blasting), while ion nitriding removes it in-situ via plasma sputtering. Ion nitriding also delivers better process control, lower treatment temperatures, reduced distortion, and eliminates the ammonia hazard.
What temperature is used for ion nitriding stainless steel?
Ion nitriding of stainless steels is typically conducted in the range of 350–520°C (662–968°F). Lower temperatures (350–450°C) are used when corrosion resistance must be preserved (S-phase formation), while higher temperatures produce harder but more corrosion-susceptible cases.
Does ion nitriding affect the corrosion resistance of stainless steel?
The effect depends on treatment temperature: low-temperature ion nitriding (S-phase processing) maintains or can improve corrosion resistance by creating a nitrogen-enriched passive layer. High-temperature processing causes chromium nitride (CrN) precipitation that depletes chromium from the matrix and severely reduces corrosion resistance.