Introduction
Corrosion degrades equipment across oil & gas, mining, petrochemical, and aerospace operations through mechanisms that often go unnoticed until the damage is already expensive. Pitting under coatings, crevice attack inside pipe joints, sulfidation in refinery piping — these failure modes often go undetected until a rupture forces an emergency shutdown or, worse, triggers a safety incident.
The financial exposure is substantial. According to AMPP's IMPACT study, corrosion costs the global economy $2.5 trillion annually — roughly 3.4% of global GDP — with 15% to 35% of that potentially avoidable using existing corrosion control practices.
This article gives maintenance engineers, plant managers, and operations leaders a practical framework: what drives corrosion in industrial settings, which protection methods — from diffusion coatings to cathodic protection — are available, and how to match the right approach to your specific assets and operating conditions.
Key Takeaways
- Corrosion costs the global economy $2.5 trillion annually — much of it preventable
- The three core protection approaches are barrier coatings, cathodic protection, and material-based methods like alloying and diffusion coatings
- Traditional coatings can undercut once breached; diffusion coatings form an intermetallic compound within the metal itself
- High-risk components facing simultaneous wear and corrosion benefit most from advanced diffusion treatments like boronizing or aluminizing
- Effective protection pairs the right method with regular inspections and compliance with ASTM, ASME, API, and SAE standards
Why Corrosion Costs Industrial Operations More Than You Think
Direct vs. Indirect Losses
Most cost discussions focus on what's visible: replacement steel, repair labor, coating materials. The NACE/FHWA U.S. corrosion study tells a different story. Indirect costs — production losses, regulatory penalties, litigation exposure, and reputational damage — run roughly equal to direct costs, pushing the combined impact to approximately 6% of GDP.
For industrial operators, the indirect side is often the larger number. An unplanned shutdown in a refinery or petrochemical plant carries costs well beyond the repair bill: lost production hours, expedited parts orders, and every regulatory inspection that follows.
The Sectors Most Exposed
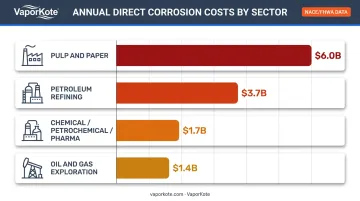
Annual direct corrosion costs by sector (NACE/FHWA data):
| Industry | Annual Direct Corrosion Cost |
|---|---|
| Pulp and Paper | $6.0 billion |
| Petroleum Refining | $3.7 billion |
| Chemical/Petrochemical/Pharma | $1.7 billion |
| Oil & Gas Exploration and Production | $1.4 billion |
Each sector faces its own corrosion drivers: refineries deal with sulfidation corrosion at elevated temperatures, petrochemical plants with chloride and acid exposure, mining operations with abrasion compounding corrosive wear, and pulp and paper facilities with near-constant moisture contact.
Hidden Corrosion: The Costliest Kind
Visible surface rust is manageable. The real threat is corrosion that develops out of sight:
- Pitting beneath intact-looking coatings
- Crevice attack inside threaded joints and flanges
- Microbiological corrosion inside storage tanks and pipelines
Two incidents illustrate how quickly hidden corrosion becomes a catastrophe. The NTSB's investigation of the 2000 Carlsbad, New Mexico pipeline rupture traced the failure to internal corrosion pits in El Paso Natural Gas Line 1103. The 2012 Chevron Richmond refinery fire stemmed from a pipe rupture driven by sulfidation corrosion that had gone undetected until failure.
In both cases, the corrosion existed long before anyone knew to look for it. The question for industrial operators isn't whether hidden corrosion is present — it's whether the right protection methods are in place to slow it before it reaches that point.
Key Factors That Drive Corrosion in Industrial Environments
Environmental Triggers
ISO 9223:2012 quantifies atmospheric corrosivity using four measurable factors:
- Time of wetness — hours per year the surface carries an electrolyte film
- Chloride deposition — elevated in marine, coastal, and salt-process environments
- Sulfur dioxide (SO₂) deposition — a key industrial pollution marker in refineries and chemical plants
- First-year metal loss rate — for carbon steel, this ranges from under 1.3 µm/year in benign indoor environments to over 200 µm/year in the most aggressive industrial/marine exposures (category CX)
Industrial Contaminants
Standard atmospheric exposure is manageable with well-chosen coatings. Industrial environments push well beyond what standard coatings can manage. Acid solution handling, chloride-rich process fluids, sulfur compounds in refinery streams, and chemical spillage all accelerate corrosion rates to levels that conventional protection systems simply aren't built to handle.
These aggressive environments also determine which corrosion mechanism takes hold — and that distinction matters for selecting the right protection strategy.
Three Corrosion Formation Types
| Type | Mechanism | Detection Challenge |
|---|---|---|
| Uniform | General surface loss across the whole substrate | Visible and measurable — the most manageable type |
| Localized | Pitting, crevice, or galvanic attack at specific sites | Often subsurface; structurally damaging before it's visible |
| Mechanically Induced | Stress corrosion cracking, corrosion fatigue from cyclic loading | Develops under load conditions; hard to detect without targeted monitoring |
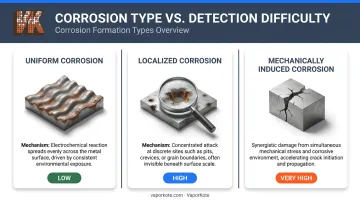
Localized and mechanically induced corrosion are responsible for the majority of structural failures in high-cycle industrial equipment. By the time surface inspection flags a problem, a subsurface pit or stress crack may have already reduced the component's load-bearing capacity by a significant margin — which is why detection methods matter as much as the protection applied upfront.
The Three Primary Approaches to Industrial Corrosion Protection
Barrier Coatings
Barrier coatings — epoxies, polyurethanes, zinc-rich primers — physically isolate metal from moisture, oxygen, and process chemicals. Their effectiveness depends almost entirely on two things: surface preparation quality and film integrity.
That second factor is the critical limitation. Any breach in the coating film — a gouge, chip, or scratch from handling — creates an entry point for corrosive agents to migrate laterally under the coating, a process called undercutting. Once undercutting starts, corrosion can spread well beyond the original breach point, often invisibly.
ISO 12944-5:2018 classifies coating durability not as a warranty period but as the time to first major maintenance: low (under 7 years), medium (7–15 years), high (15–25 years), and very high (over 25 years). In corrosive industrial environments — category C4 or C5 — achieving even a medium durability classification requires the right system specification and rigorous surface prep to near-white blast cleaning standards (SSPC-SP 10).
Corrosion inhibitors extend the barrier approach into process fluids and operating environments. Anodic, cathodic, and mixed inhibitors form a protective molecular film on the metal surface, slowing reaction rates. They're widely used in oil and gas pipelines, water treatment circuits, and cooling systems — typically as a complementary measure rather than a standalone strategy.
Cathodic Protection
Cathodic protection (CP) works electrochemically rather than physically. By making the target metal the cathode in an electrochemical cell, the oxidation reaction shifts away from the protected structure to either a sacrificial anode (a more reactive metal that corrodes preferentially) or an external current source (impressed current CP).
- Sacrificial anodes — zinc, aluminum, or magnesium anodes are attached to the structure; they corrode in place of the protected steel. Suited to buried pipelines, underground storage tanks, and marine structures where the geometry is manageable.
- Impressed current systems (ICCP) — an external power source applies a continuous protective charge. Used where anode weight or drag is a constraint, such as permanently installed floating structures, per DNV-RP-B401.
CP is most effective when combined with coatings: the coating reduces the current demand on the CP system, and the CP system protects any areas where the coating breaks down. CP is most effective when combined with coatings: the coating reduces the current demand on the CP system, and the CP system protects any areas where the coating breaks down. Both approaches, however, still rely on an external layer sitting on top of the base metal — which brings us to a fundamentally different strategy.
Material-Based Protection
Material-based protection changes the composition of the metal surface itself, not just what covers it.
Corrosion-resistant alloys (CRAs) — duplex stainless steel, Inconel 625, titanium alloys — are selected at the design stage for environments where conventional steel would fail. They're common in offshore production, chemical processing, and heat exchanger tubing.
Diffusion coatings take a different approach: they transform the surface of existing components through processes like aluminizing and boronizing. The result is an intermetallic compound that is part of the base metal, not a separate layer sitting on top of it. This eliminates the delamination failure mode entirely — there is no interface between coating and substrate because they've become one material.
Key advantages over conventional barrier coatings:
- No coating-to-substrate interface, so delamination cannot occur
- Surface hardness reaches 1500 Knoop (RC75+ equivalency) in boronized components
- Corrosion and wear resistance are built into the metal, not dependent on film integrity
- Suitable for existing components without full redesign or material substitution

Protective Coating Technologies: From Barrier Coatings to Diffusion Coatings
Where Traditional Coatings Fall Short
Epoxy and polyurethane coatings perform well in moderate environments and remain the most widely specified system for atmospheric steel protection. In aggressive industrial settings — C4, C5, and CX exposure categories — their limitations become operationally significant:
- Film integrity is vulnerable to mechanical damage during maintenance and operation
- Undercutting corrosion can spread laterally from a single breach point
- Recoating cycles in harsh environments typically fall within ISO 12944's medium durability range (7–15 years), with high-severity applications requiring more frequent intervention
- Surface preparation to SSPC-SP 10 standards is mandatory for adequate adhesion — any shortcut directly reduces effective service life
Chemically Bonded Phosphate Ceramic (CBPC) Coatings
CBPCs form through an acid-base reaction between a phosphate solution and alkaline oxide powders, creating a ceramic layer that bonds chemically with the substrate surface. The result bonds directly to the substrate rather than sitting atop it, making undercutting harder to initiate. A 2023 study in Surface and Coatings Technology documented CBPC coatings with demonstrated self-healing capability for corrosion resistance — a meaningful performance distinction from passive epoxy systems.
Diffusion Coatings: Protection That Becomes the Metal
Diffusion coatings — specifically aluminizing and boronizing via chemical vapor deposition (CVD) — represent the most durable protection available for components facing severe combined loading: high temperatures, abrasive wear, and chemical attack simultaneously.
Rather than applying a layer to the surface, CVD processes form an intermetallic compound within the base metal itself — no separate layer to delaminate, no bare metal exposed when the surface takes a hit.
VaporKote's boronizing and aluminizing processes use on-site formulated powder mixes via CVD, producing surface hardness at RC75+ equivalency (1,500 Knoop) — harder than tungsten carbide cutting tools. Peer-reviewed research on boronized tool steel confirms iron boride layer microhardness in the range of 1,956 ± 67 HV0.05, with layer thicknesses up to 252 µm achievable.
That dual-performance profile is why boronizing fits oil drilling, mining, and petrochemical applications so well. Components in these sectors face corrosive attack and abrasive wear at the same time. A conventional coating handles one failure mode while staying vulnerable to the other. Boronizing addresses both — corrosion resistance from the intermetallic chemistry, wear resistance from the extreme surface hardness.
VaporKote serves these sectors with treated components including pump impellers, wear rings, sleeves, bushings, heat exchanger tubing, and high-temperature cobalt-base nozzles. Parts can be manufactured to specification, coated, and delivered as finished components — with VaporKote's large-capacity furnaces handling parts up to 68 inches in diameter. Metallurgical analysis and certification documentation accompany completed work, supporting compliance with ASTM, ASME, SAE, and API standards.
How to Build a Corrosion Protection Strategy for Long-Term Asset Health
Step 1: Assess Before You Specify
Protection selected by habit or lowest initial cost leads to premature failures. A structured assessment should come first:
- Identify specific corrosion triggers — temperature range, chemical exposure, humidity levels, mechanical stress cycles
- Classify the most likely corrosion type — uniform, localized, or mechanically induced
- Map against asset criticality — what does failure of this component actually cost in downtime and replacement?
Step 2: Layer Protection for High-Risk Assets
No single method covers every failure mode. For components facing combined threats — chemical attack, abrasive wear, and submersion or burial — a layered approach outperforms any single strategy:
- Diffusion coatings on active wear and corrosion surfaces (pump impellers, valve components, heat exchanger tubing)
- Cathodic protection for buried or submerged sections (pipelines, tanks, structural steel)
- Corrosion inhibitors introduced into process fluids for internal pipeline and circuit protection
Step 3: Inspect on a Defined Schedule
Protection systems degrade over time and under operational loads. Inspection intervals under API 570 vary by piping class:
- Class 1 piping: Thickness measurement and external visual — every 5 years
- Class 2 piping: Thickness — every 10 years; external visual — every 5 years
- Class 3 piping: Both at 10-year intervals
- Injection points: Thickness measurement every 3 years

Each interval draws on a combination of techniques suited to the asset and access conditions:
- Ultrasonic thickness scanning
- Radiography
- Corrosion coupons
- Electrochemical noise measurement (ASTM G199)
The data gathered refines protection specifications over time and supports compliance and insurance documentation.
Frequently Asked Questions
What are the three basic types of corrosion protection?
Three categories cover most industrial approaches: barrier protection uses coatings or wraps to physically block corrosive agents; electrochemical protection (cathodic systems) interrupts the oxidation reaction at the metal surface; and material-based protection — through alloying or diffusion treatments — makes the metal inherently resistant rather than relying on a separate layer.
What are common industrial corrosion inhibitors?
Commonly used inhibitors include amines, phosphates, azoles, and chromates. They function by forming a protective molecular film on the metal surface that slows the corrosion rate. Industrial applications include oil and gas pipelines, water treatment systems, and cooling circuits, usually combined with other methods for full coverage.
What is an example of a corrosion-resistant alloy (CRA)?
Duplex stainless steel, Inconel 625 (nickel-chromium-molybdenum), and titanium alloys are widely used CRAs. Selection depends on the environment: duplex grades handle chloride-induced localized corrosion well, while Inconel 625 suits high-temperature, chemically aggressive service in heat exchangers and reaction vessels.
How does diffusion coating differ from traditional surface coating?
Traditional coatings form a separate layer on top of the metal substrate that can chip, delaminate, or undercut when breached. Diffusion coatings — boronizing or aluminizing via CVD — form an intermetallic compound within the metal surface itself. The protection is integral to the part, not applied to it, and cannot peel or delaminate under mechanical loading or thermal cycling.
Which industries face the highest risk of corrosion damage?
Oil and gas, petrochemical refining, mining, marine/offshore, pulp and paper, and heat exchanger manufacturing carry the highest exposure — each combining at least two of the major corrosion drivers: chemical exposure, elevated operating temperatures, continuous moisture contact, and mechanical stress.
How often should industrial corrosion protection be inspected?
Frequency depends on environment severity, asset criticality, and protection type — high-risk assets may need quarterly checks. Under API 570, piping thickness measurement intervals range from 3 years (injection points) to 10 years (Class 2 and 3 piping). Risk-based inspection frameworks let operators set intervals using actual corrosion rate data rather than fixed schedules.