
Introduction
Mining equipment operates in conditions that would destroy most industrial machinery within weeks. Abrasive rock particles, acidic slurry flows, impact from falling debris, temperature cycling — these forces attack equipment surfaces at once, and the consequences of component failure extend far beyond the cost of a replacement part.
Global mining equipment maintenance, repair, and rebuild spending reached $12.1 billion in 2023, projected to hit $19.3 billion by 2030. According to Komatsu, maintenance alone can account for up to 40% of total operating costs at an average-sized mine.
Every unplanned shutdown compounds those costs through:
- Lost production revenue
- Emergency part procurement
- Labor mobilization
- Schedule disruption across dependent operations
Protective coatings are a direct engineering response to this problem. The right coating on the right component reduces wear rates, extends service intervals, and lowers the total cost of keeping equipment running.
This article covers the major failure modes that degrade mining equipment, the main coating technologies available, and why diffusion coatings represent a performance category of their own for high-wear, high-stakes mining applications.
Key Takeaways
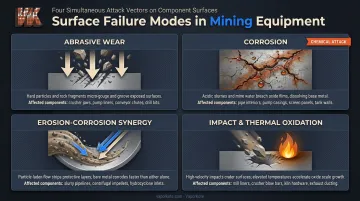
- Mining equipment faces abrasion, corrosion, erosion-corrosion synergy, impact damage, and thermal oxidation — often simultaneously
- Surface-applied coatings (thermal spray, epoxy, ceramic) provide protection; diffusion coatings bond at the molecular level and physically cannot delaminate
- Boronizing via CVD achieves 1500 Knoop hardness (RC75+ equivalency), exceeding the hardness of tungsten carbide cutting tools
- Top components to protect include drill bits, pump casings and impellers, chute liners, conveyor parts, crusher components, and mixing vessels
- Advanced diffusion coatings can save mining operations hundreds of thousands of dollars annually in maintenance and parts costs
What Mining Environments Actually Do to Equipment Surfaces
The Cumulative Assault
Mining equipment doesn't face a single threat — it faces several at once. A pump handling ore slurry experiences abrasive particle contact, acidic chemical exposure, hydraulic erosion, and mechanical vibration simultaneously. These forces compound each other, which means bare metal surfaces — even hardened steel — degrade far faster than any single-threat analysis would predict.
Research published in Tribology International quantifies the broader picture: approximately 40% of energy used in mineral mining — around 4.6 EJ annually — is consumed overcoming friction. Remanufacturing and replacing worn-out parts consumes an additional 2 EJ per year. Total annual economic losses from friction and wear in mining are estimated at 210,000 million Euros (roughly $230 billion USD) globally — a figure drawn from international research reflecting the scale of the problem across all major mining regions.
Four Failure Modes Driving Equipment Degradation
1. Abrasive wear is the dominant failure mode in most mining operations. Hard particulates — rock, aggregate, ore — continuously erode metal surfaces on chutes, conveyor components, mills, and drill parts. This isn't just surface scratching; it's progressive dimensional loss that reduces efficiency and eventually causes component failure.
A 2025 study of quarry equipment found that front loader bucket knives and excavator bucket teeth had the highest failure frequencies in the studied fleet, at 25.6% and 24.8% respectively. Sorting station troughs had only a 40% probability of operating without defects after 182 days — a stark illustration of how quickly abrasive wear compromises reliability.
2. Corrosion often does the most damage precisely because it's hard to see coming. Acidic mine water, oxidizing agents, chemical reagents, and high humidity degrade structural integrity in hard-to-inspect areas — rock bolts, pump housings, structural supports. Stress corrosion cracking in underground mine rock bolts can cause brittle failure below ultimate tensile strength, and UNSW has identified this as an active failure mode in multiple Australian coal mines.
3. Erosion-corrosion synergy occurs when abrasion and corrosion act together, producing wear rates that exceed what either process causes alone. CDC-hosted research on silica sand slurry testing confirmed this directly: total wear under combined erosion-corrosion conditions substantially exceeded the additive effects of each mechanism separately. Single-purpose coatings aren't designed for this interaction.
4. Impact damage and thermal oxidation round out the threat profile. Falling debris, high loads, and constant vibration cause micro-cracking and structural fatigue in crusher components, hoppers, and drill housings. In smelting and high-speed drilling operations, extreme heat oxidizes unprotected surfaces and weakens material properties — requiring coatings that provide both hardness and thermal resistance.
Types of High-Performance Coatings Used in Mining Equipment
Coating technology isn't monolithic. Each category offers different protection mechanisms, and selecting the wrong coating for a given failure mode wastes money while leaving the real problem unsolved.
Thermal Spray Coatings (HVOF and Plasma Spray)
High Velocity Oxy-Fuel (HVOF) processes accelerate coating materials — typically tungsten carbide-cobalt powders or ceramic blends — at high velocity onto the substrate, forming a dense, well-bonded layer. WC-Co HVOF coatings achieve microhardness of 850 to 1,400 HV with a maximum service temperature around 500°C.
Common mining applications include pump housings, impeller shafts, and conveyor rollers. One documented case showed a 1.5 mm HVAF tungsten carbide coating on a slurry pump backing plate matched the wear resistance of 25.5 mm of high-chrome iron, with zero measurable wear after one year of service.
The limitation: thermal spray coatings sit on top of the substrate. Under sufficient impact loading, they can delaminate — and disbonded coating can accelerate corrosion beneath it by trapping moisture against bare metal.
Epoxy and Polyurethane Polymer Coatings
These create a chemical barrier against corrosion and moderate abrasion. They're useful for complex geometries — chutes, tanks, structural components — where flexibility and ease of application matter. They underperform in high-hardness or high-temperature environments and wear through faster than metallic or ceramic options.
Ceramic Coatings
Alumina-titania (Al₂O₃-TiO₂) and related ceramic materials provide exceptional hardness and heat resistance. Plasma-sprayed alumina-titania is resistant to most acids and alkalis and stable to approximately 540°C. Nanocomposite ceramic developments are improving toughness — the historical weakness of conventional ceramics — making them viable for broader mining applications.
Diffusion Coatings: Boronizing and Aluminizing
This is a fundamentally different category. Rather than applying material to the surface of a substrate, diffusion coatings like boronizing and aluminizing penetrate the substrate through chemical vapor deposition (CVD), forming an intermetallic compound at the actual surface of the metal.
The coating doesn't sit on top: it becomes part of the component at a metallurgical level. Delamination under impact is not a failure mode because there is no separate layer to separate.
VaporKote has applied this process since 1987. Their CVD-based boronizing achieves a surface hardness of 1500 Knoop (RC75+ equivalency), which exceeds the hardness of tungsten carbide cutting tools. Their aluminizing process addresses high-temperature corrosion protection, creating a protective aluminum oxide shield against oxidizing environments.
Choosing the Right Coating
| Failure Mode | Recommended Coating Category |
|---|---|
| Abrasive wear (high intensity) | Diffusion (boronizing), HVOF WC-Co |
| Corrosion / chemical attack | Diffusion (aluminizing), epoxy barrier |
| Erosion-corrosion (slurry) | Diffusion (boronizing), WC-Co-Cr HVOF |
| Impact fatigue | Toughened ceramic, polymer (flexible) |
| High-temperature oxidation | Diffusion (aluminizing), ceramic TBC |
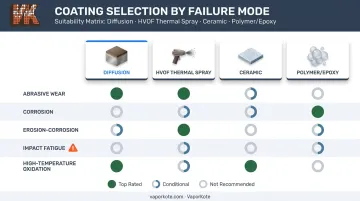
Selection should account for the specific failure mode, operating temperature, component geometry, substrate material, and total cost of ownership — not just upfront coating cost.
Why Diffusion Coatings Deliver Superior Protection for Mining Applications
The Core Mechanism
Conventional thermal spray or polymer coatings add mass to the surface. If the bond fails — due to impact, thermal cycling, or disbondment from corrosion beneath the coating — the protection disappears and base metal is suddenly exposed.
CVD-based diffusion coatings work differently. Boron or aluminum atoms diffuse into the substrate at elevated temperatures, reacting with the base metal to form intermetallic compounds (iron borides in the case of boronizing) at the actual surface. The result is a metallurgically integrated surface — not a coating in the traditional sense, but a transformed zone of the component itself.
In mining environments where impact loading is unavoidable, that distinction is critical: there is no coating interface to fail. That same structural integrity carries through to hardness performance.
Hardness That Outperforms Alternatives
VaporKote's boronizing process achieves 1500 Knoop hardness (RC75+ equivalency). To put that in context:
- Tungsten carbide cutting tools: typically RC 70-74
- WC-Co HVOF coatings: 850–1,400 HV (roughly RC 65-74)
- Standard hardened steel: RC 55-65
A boronized surface can resist the same abrasive forces that rapidly erode even the hardest conventional alternatives. In high-abrasion applications like drill components and chute liners, this translates directly to extended service intervals and fewer planned shutdowns.
Corrosion Resistance Without Disbondment Risk
The intermetallic compound formed through diffusion coating provides inherent resistance to acidic mine water, oxidizing agents, and chemical reagents. Unlike surface-applied coatings, there's no substrate-coating interface where corrosion can initiate under disbonded areas.
For slurry handling equipment — where erosion-corrosion synergy compounds both mechanisms — this matters significantly. The same surface that resists abrasive particle impact also resists the chemical environment without a separate interface vulnerability.
Customization and Large-Component Capability
VaporKote formulates powder mixes on-site for each application, tuning the coating to the specific operating environment and substrate material rather than applying a generic formulation. This matters when a pump impeller in a gold processing circuit faces different conditions than a drill component in a coal operation.
Their furnaces can process components up to 68 inches in diameter — a capability that covers large mining components like pump housings, mixing vessels, and crusher parts that exceed the capacity of most coating facilities.

Standards Compliance
VaporKote adheres to ASTM, ASME, SAE, and API engineering codes, and performs metallurgical analysis and certifies the diffusion coatings of processed parts. For regulated mining and industrial environments, this documentation trail matters. With more than 37 years of production history behind it, that documentation holds up under procurement scrutiny, regulatory audits, and insurance reviews alike.
Mining Equipment Components That Benefit Most from Protective Coatings
Drilling and Cutting Components
Drill bits, bore heads, and rotary cutting tools are among the highest-wear items in any mining operation. They're in continuous contact with the hardest materials on site. High-hardness diffusion coatings dramatically extend service intervals by resisting abrasive forces that would rapidly degrade uncoated or conventionally coated alternatives.
Fluid-Handling Equipment
Pump casings, impellers, pipe elbows, and slurry lines face the compounding degradation of erosion-corrosion simultaneously. Hard, chemically resistant coatings are especially valuable here because both mechanisms are always present.
VaporKote produces boronized pump impellers and precision wear rings designed for full surface coverage. Fluid-handling components in mining wear at every contact point, not just the obvious high spots, so partial protection leaves gaps that accelerate failure.
Bulk Material Handling
Chutes, conveyor components, hoppers, and screens experience constant abrasive contact with ore and aggregate at high throughput. Common components that benefit include:
- Transfer chutes exposed to sharp, high-velocity ore streams
- Screen decks abraded by continuous vibration and particle impact
- Hopper liners worn by loaded bulk material at rest and in motion
- Conveyor rollers and skirt boards in sustained sliding contact
Even moderate improvements in surface hardness compound over an asset's operational life. Components that last twice as long need half as many replacements, cutting both downtime and labor costs in the process.
Across all three categories, the consistent factor is surface integrity under sustained mechanical stress. That's where diffusion coatings deliver their most measurable returns.
The Business Case: ROI of High-Quality Mining Equipment Coatings
Where the Costs Accumulate
Inadequately coated equipment generates costs at multiple levels:
- Direct part replacement — the most visible cost, but often not the largest
- Labor and equipment time for planned and unplanned maintenance
- Production loss during unscheduled outages
- Emergency procurement premiums when parts fail outside maintenance windows
- Safety risk from unexpected component failure in operating equipment
Maintenance can account for up to 40% of total operating costs at an average mine. With the global market for mining equipment maintenance approaching $20 billion by 2030, the industry has a significant and growing cost problem that better coatings can materially reduce.
The Math on Extended Component Life
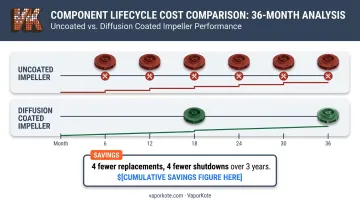
The numbers are straightforward. Consider a pump impeller that normally requires replacement every six months. If a diffusion coating extends that interval to 18 months:
- Two fewer replacement cycles per year per impeller
- Two fewer unplanned or scheduled shutdowns
- Reduced parts inventory requirements
- Lower labor costs across the maintenance cycle
Scaled across a fleet of pumps, conveyors, and drill components at a single mine site, these savings compound quickly. VaporKote's diffusion coatings are documented to save customers hundreds of thousands of dollars annually in maintenance costs — and the component-level math above shows exactly how those figures accumulate across a full fleet.
Total Cost of Ownership vs. Unit Cost
A diffusion coating costs more per component than an epoxy or polyurethane alternative. If it extends component life three times and eliminates two unscheduled production stops per year, however, that higher unit cost delivers a lower total cost of ownership — often by a wide margin.
The right comparison isn't coating cost against coating cost. It's coating cost against the full cost of managing that component over its operational lifespan — parts, labor, downtime, and emergency procurement included.
Frequently Asked Questions
What are the most effective types of coatings for mining equipment?
The main categories are thermal spray (HVOF/plasma), epoxy and polymer coatings, ceramic coatings, and diffusion coatings. The best choice depends on the specific failure mode. Diffusion coatings like boronizing are particularly effective where extreme abrasion and corrosion occur together, since they form a metallurgically integrated surface rather than a removable layer.
How do diffusion coatings differ from thermal spray coatings?
Thermal spray coatings are deposited on top of the substrate surface and can delaminate under impact or disbond due to corrosion. Diffusion coatings penetrate the substrate via CVD and form an intermetallic compound: the treated surface is metallurgically part of the component itself. Delamination is not possible, and hardness is far greater than surface-applied alternatives.
Which mining equipment components benefit most from protective coatings?
High-priority candidates include:
- Drill bits and downhole tools
- Pump casings and impellers
- Chute liners and conveyor components
- Crusher liners and mixing vessels
These components share exposure to abrasion, corrosion, or erosion-corrosion synergy — conditions where surface protection directly drives service life.
How much can protective coatings reduce mining equipment maintenance costs?
Savings depend on component type, operating conditions, and fleet size. At the fleet level, extending service intervals on frequently replaced parts — pump impellers, chute liners, drill bits — can translate to hundreds of thousands of dollars annually through reduced replacement frequency and fewer unplanned shutdowns.
What is boronizing and how does it protect mining equipment?
Boronizing is a diffusion coating process where boron is diffused into the metal surface via chemical vapor deposition, forming an extremely hard intermetallic compound. VaporKote's process achieves 1500 Knoop hardness (RC75+ equivalency) — harder than tungsten carbide cutting tools — delivering wear and corrosion resistance that outlasts conventional surface treatments.
How long do high-quality coatings typically last on mining equipment?
Service life depends on coating type, component, and operating conditions. Surface-applied coatings in high-abrasion environments may last only months. Advanced diffusion coatings are metallurgically integrated with the substrate, so they hold up far longer — especially in high-intensity abrasion and corrosive slurry environments where conventional coatings degrade fastest.


