The core problem is straightforward: unprotected components exposed to abrasion, adhesion, corrosion, and erosion wear out far faster than necessary. Each premature failure drives replacement costs, unplanned downtime, and maintenance spend — all avoidable with the right surface protection strategy.
This guide covers what wear resistant coatings are, how different wear mechanisms attack components differently, which coating categories address which threats, and how to select the right solution for your application.
Key Takeaways
- Wear resistant coatings are engineered surface treatments that protect components from degradation caused by friction, abrasion, corrosion, impact, and heat
- Industrial wear falls into distinct categories — abrasive, adhesive, erosive, corrosive, and impact — and each demands a different protective approach
- Major coating families include epoxy/polymer coatings, thermal spray coatings, hard chrome, and diffusion coatings (boronizing and aluminizing)
- Diffusion coatings form a metallurgical bond with the base metal, eliminating delamination risk while delivering extreme hardness with no dimensional change
- Selecting the right coating requires matching the wear mechanism and operating environment to the full lifecycle cost, not just upfront material price
What Are Wear Resistant Coatings?
Wear resistant coatings are engineered surface treatments applied to a base material — typically metal — that dramatically reduce degradation from mechanical, chemical, or thermal wear. Rather than replacing an entire component when its surface degrades, coatings restore or pre-protect that surface at a fraction of the cost.
That cost equation extends further than most engineers expect: a lower-cost base material, properly coated, can outperform a far more expensive uncoated alternative — and in many applications, outlast it entirely.
How Coating Performance Is Measured
Engineers evaluate wear resistant coatings against several key metrics:
- Surface hardness — measured on the Vickers (HV), Knoop, or Rockwell C (RC) scales; higher hardness generally correlates with better abrasion resistance
- Adhesion strength — how well the coating bonds to the substrate under load
- Coating thickness — affects dimensional tolerances and wear life
- Maximum operating temperature — determines suitability for high-heat environments
- Chemical resistance — critical in corrosive or reactive process environments
Hardness benchmarks matter in real applications. A coating achieving RC75+ equivalency — such as the 1500 Knoop hardness produced by VaporKote's boronizing process — is harder than tungsten carbide cutting tools. That measurable threshold determines whether a component survives months in an abrasive slurry environment or fails in weeks.
The Most Common Types of Industrial Wear
No single coating solves every wear problem. Understanding which wear mechanism is attacking your equipment is the prerequisite to selecting effective protection.
The five main wear mechanisms — abrasive, adhesive, erosive, corrosive, and impact/fretting — each attack surfaces differently and call for different coating properties. Identifying which one (or which combination) is at work determines whether you need extreme hardness, toughness, chemical resistance, or some balance of all three.
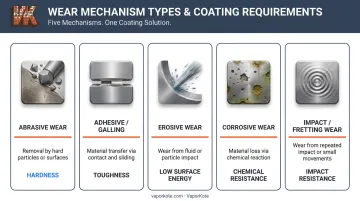
Abrasive Wear
Abrasive wear occurs when hard particles or rough surfaces scrape against a component, grinding away material progressively. Mining crushers, conveyor screws, pipe elbows carrying slurries, and chutes all experience this constantly.
Particle size matters for coating selection. Coarse particle abrasion produces deep gouging and requires coatings with high fracture toughness alongside hardness. Fine particle abrasion — common in slurry pipelines — is better addressed by extremely hard, dense surface layers that resist micro-cutting.
Adhesive Wear and Galling
Adhesive wear happens when two metal surfaces in contact under load move against each other without adequate lubrication. Material transfers from one surface to the other, damaging both components over time. Galling is the extreme version: surfaces partially fuse and tear, destroying bearings, bushings, seal rings, and wear rings rapidly.
Material compatibility between mating surfaces plays a major role. Dissimilar hardness levels between contact surfaces reduce galling tendency — one reason hard coatings on one mating surface can protect both components.
Erosion and Cavitation Erosion
Erosion occurs when particles suspended in gas or liquid repeatedly strike a surface, causing progressive material loss. Pipe elbows, valve trim, and pump impellers under high-velocity flow are classic victims. Angle of impingement and particle velocity determine damage rate.
Cavitation erosion is related but distinct: vapor bubbles form and collapse near metal surfaces in pumps and hydraulic systems, generating intense localized pressure waves that pit and crater the surface. Coatings for either failure mode must combine high hardness with fatigue resistance — hardness alone isn't enough when the surface is taking repeated dynamic loading.
Corrosive Wear
Chemical or electrochemical corrosion compounds mechanical wear in a destructive cycle. Slurry-handling equipment, petrochemical reactors, and components exposed to acids or reactive gases suffer from both simultaneously. Once a protective oxide layer is breached by mechanical contact, the bare metal corrodes rapidly — accelerating material loss far beyond what either mechanism would cause alone.
Impact and Fretting Wear
Impact wear results from repeated shocks — common in bulk material handling, mining screens, and chutes. Fretting wear comes from small-amplitude vibration between surfaces in bolted joints, shafts, and couplings, causing surface fatigue and micro-cracking over time.
Both require coatings with toughness and fracture resistance, not just hardness. A brittle coating that chips under impact can accelerate failure rather than prevent it.

Main Categories of Wear Resistant Coatings
There is no universally "best" wear resistant coating. The right choice depends on the dominant wear mechanism, operating temperature, chemical environment, and substrate material. Here are the four major coating families used across industry.
Epoxy and Polymer-Based Coatings
Ceramic-filled epoxy and polyurethane coatings are applied by hand or trowel after surface preparation. They're widely used for pump casings, chutes, pipe elbows, and slurry lines — particularly in MRO (maintenance, repair, and operations) settings where fast turnaround matters.
Key advantages:
- Chemical resistance against acids, bases, and many solvents
- Fast cure times and minimal equipment requirements
- Cost-effective for moderate-wear applications
- No dimensional change to the base component
Limitations: Temperature ceiling is a real constraint. Products like Devcon Wear Guard High Temp 450 reach up to 232°C in dry service — adequate for many applications, but unsuitable for high-temperature process environments. Surface hardness tops out around 85–87 Shore D, which limits performance against coarse, aggressive abrasives.
Thermal Spray and Ceramic Coatings
Thermal spray processes — including HVOF (High Velocity Oxygen Fuel) and plasma spray — project molten or semi-molten particles at high velocity onto a substrate, forming a dense protective layer.
A DTIC/Navy evaluation of hard chrome alternatives found HVOF-applied WC-17Co achieved 1150 HV microhardness versus 950 HV for electrolytic hard chrome — a meaningful performance gap in demanding wear applications. Ceramic coatings (alumina, silicon carbide) extend this further, offering extreme hardness and high-temperature resistance suitable for kilns, electrostatic precipitators, and high-abrasion wear surfaces.
Thermal spray coatings are deposited onto the surface rather than integrated into it, which means bond strength and porosity are critical quality variables.
Hard Chrome and Electroplated Coatings
Electroplated hard chrome has been a traditional solution for corrosion and wear resistance on precision components — hydraulic rods, piston rods, and industrial rollers — for decades. It provides good hardness and a smooth surface finish. That performance profile, however, comes with a significant regulatory burden. OSHA's hexavalent chromium PEL stands at 5 μg/m³ as an 8-hour TWA, with an action level of 2.5 μg/m³. ECHA's REACH authorization list includes chromium trioxide, with sunset provisions driving industry toward alternatives. The performance gap has also narrowed: HVOF tungsten carbide coatings outperform hard chrome in hardness and often in fatigue resistance, making the shift away from chrome both regulatory and technical.
Diffusion Coatings: Boronizing and Aluminizing
Diffusion coatings work differently from every other category. Rather than depositing a layer on top of the base metal, the process drives reactive elements into the substrate through thermal diffusion, forming an intermetallic compound directly at the surface — metallurgically bonded, not mechanically adhered.
Boronizing produces exceptional surface hardness. Peer-reviewed literature reports boronized surfaces reaching 1600–2100 HV. VaporKote's CVD-based boronizing process achieves 1500 Knoop (RC75+ equivalency) — harder than tungsten carbide cutting tools — placing it above most competing surface treatments on the hardness scale.
Aluminizing addresses a different threat: high-temperature oxidation and corrosion. The aluminide layer protects steel and nickel alloys at temperatures above 600°C, with test data showing performance in oxidation testing at 1050°C for 100 hours. VaporKote applies aluminizing to heat exchanger tubing, reactor screens, and fasteners where anti-galling and high-temperature corrosion resistance are the primary needs.
Because the hardened zone is integrated into the base metal, there is no distinct interface where delamination can occur. No peeling, no flaking under heavy load — a decisive advantage for oil drilling components, petrochemical valves, and aerospace parts where a failed coating means failed equipment.

VaporKote formulates powder mixes on-site, tailoring each coating to the specific base metal and application requirements, and can process components up to 68 inches in diameter — large enough for major industrial housings and reactor components.
VaporKote formulates powder mixes on-site, tailoring each coating to the specific base metal and application requirements, and can process components up to 68 inches in diameter — large enough for major industrial housings and reactor components.
Where Wear Resistant Coatings Are Used
Mining, Aggregate, and Bulk Material Handling
Crushing equipment, conveyor screws, chutes, drag lines, and cyclones face constant abrasive wear from rocks, minerals, and sand. Mining downtime can cost as much as $100,000 per hour at some sites — a figure that puts the economics of protective coatings in sharp relief. Pump wear rings, impellers, and cyclone liners treated with high-hardness coatings routinely extend service intervals from weeks to months in high-throughput operations.
Petrochemical, Oil Refining, and Oil & Gas
This sector faces a compounded challenge. Direct corrosion costs in petroleum refining run $3.7 billion annually, with oil and gas production adding another $1.37 billion.
Pump casings, valve trim, pipe elbows, and reactor internals must simultaneously resist abrasive slurries, corrosive chemicals, and elevated temperatures — often all three at once.
Standard coatings that address only one wear mechanism underperform here. High-hardness diffusion coatings, which resist abrasion, corrosion, and thermal degradation in a single treatment, are particularly valued in FCC catalyst handling systems, pump internals, and downhole components.
Aerospace and High-Precision Manufacturing
Aerospace components must withstand extreme temperatures and mechanical stress while holding tight dimensional tolerances. Diffusion coatings are well-suited here: because the hardened zone forms within the base metal rather than on top of it, part geometry changes minimally through the coating process.
NASA has confirmed ceramic thermal and environmental barrier coatings protect hot-section components in gas turbine engines — and erosion/impact resistance requirements for turbine airfoils continue to drive coating development.
VaporKote's aerospace customers benefit from this dimensional stability alongside close-tolerance machining capabilities, so components arrive ready for direct installation without secondary rework.
Pulp & Paper, Agriculture, and Heat Exchanger Manufacturing
Fan blades, tillage tools, and heat exchanger tubes all face continuous abrasion and corrosion in service. Protective coatings deliver measurable results across each application:
- Aluminized heat exchanger tubing withstands high-temperature corrosion that would rapidly degrade untreated steel
- Boronized agricultural tooling resists soil abrasion far longer than hardened steel alone
- Coated pulper components and fan blades in paper processing reduce unplanned shutdowns and lower replacement budgets

How to Choose the Right Wear Resistant Coating
Step 1: Identify the Dominant Wear Mechanism
This is the essential first step. Ask:
- Is the primary threat abrasion — coarse particle or fine particle?
- Is it adhesion/galling between metal surfaces?
- Is it corrosion accelerated by chemical exposure?
- Is it erosion from high-velocity fluid or particle impact?
- Is it impact or fretting from cyclic loading?
- Is it a combination — corrosive wear, slurry erosion?
Applying a chemical-resistance coating to an abrasion problem, or a hard abrasion coating to a high-temperature oxidation problem, wastes money and leaves the component unprotected against the real failure mode.
Step 2: Define the Operating Environment
Establish the full picture before selecting a coating:
- Peak temperature — separates epoxy/polymer options from ceramic and diffusion coatings
- Chemical exposure — acids, alkalis, solvents, reactive gases each have specific coating compatibilities
- Wet vs. dry conditions — affects both wear rate and corrosion contribution
- Load type — sliding, cyclic impact, or fretting each demand different mechanical properties
For extreme hardness requirements, high-temperature environments, or applications where standard coatings have already failed, diffusion coatings represent the highest-performance option. VaporKote formulates boronizing and aluminizing powder mixes on-site, calibrated to the specific base metal and operating conditions of each job.
Step 3: Evaluate Total Cost of Ownership
Reactive maintenance can cost 2x to 5x proactive maintenance, and replacing a component after catastrophic failure can cost 7x the price of planned replacement. Apply that math to coating decisions.
A coated component lasting 2–3 times longer than its uncoated equivalent doesn't just save the cost of one replacement. It eliminates the associated downtime, labor, procurement delays, and production losses for each avoided failure event.
In high-throughput mining, petrochemical, or oil production environments, that multiplier can represent hundreds of thousands of dollars annually across a fleet of components.
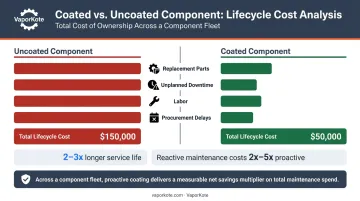
When evaluating coating options, factor in the full cost of unplanned failure — not just the line item for the coating itself.
Frequently Asked Questions
What does wear-resistant mean?
Wear-resistant describes the ability of a material or surface coating to resist degradation caused by friction, abrasion, impact, or corrosion. A wear-resistant surface maintains its dimensional integrity and functional properties under repeated mechanical stress, extending service life compared to an unprotected equivalent.
What are the four types of wear-resistant materials?
The four primary categories are hard metals and alloys, ceramic materials, polymer and composite materials, and surface-treated or coated materials. Ceramics excel in high-hardness abrasion, polymers suit chemical environments, and diffusion-coated metals combine hardness with metallurgical bonding for the most demanding applications.
What is an example of wear resistance in practice?
A boronized pump impeller in an oil refinery handling abrasive slurry is a concrete example. The 1500 Knoop surface hardness resists particle cutting that would degrade an untreated steel impeller in a fraction of the time — directly translating to longer intervals between pump overhauls and lower maintenance costs.
What is the best wear-resistant coating?
There is no single best coating; it depends on the application. For environments combining abrasion, corrosion, and high temperature, diffusion coatings like boronizing and aluminizing rank among the top performers, reaching hardness levels that exceed tungsten carbide cutting tools.
How do wear resistant coatings extend equipment life?
Coatings create a hardened, chemically resistant barrier at the surface that absorbs wear in place of the base material. This slows material loss rate, prevents surface-initiated failure, and extends the interval between replacements or repair events — typically by two to three times compared to uncoated equivalents.
Which industries benefit most from wear resistant coatings?
Mining, petrochemical and oil & gas, aerospace, general manufacturing, and pulp & paper see the greatest return on coating investment. All share high operating pressures, abrasive media, and unplanned downtime costs where a single shutdown can outweigh years of surface protection spending.